陶瓷工业生产设备常用液压密封件的密封机理及其应用*
2015-02-20蔡祖光
蔡祖光
(湖南湘潭海诺电梯有限公司 湖南 湘潭 411104)
陶瓷工业生产设备常用液压密封件的密封机理及其应用*
蔡祖光
(湖南湘潭海诺电梯有限公司湖南 湘潭411104)
摘要介绍了陶瓷工业生产设备常用液压密封件的材质及其构造,详细论述了陶瓷工业生产设备常用液压密封件的密封机理及其应用。
关键词液压密封件材质构造密封机理应用
前言
液压传动装置不但具有体积小、质量轻、惯性小、反应快、运动速度快、运行平稳、能传递较大的作用力等特点,而且还具有操作控制方便和易于实现各工序的自动化等优点,所以液压传动装置已广泛应用于国防和工农业生产各部门。如日用陶瓷工厂广泛使用的液压柱塞泵、液压压滤机及液压推车机,墙地砖工厂广泛应用的液压柱塞泵、全液压自动压砖(坯)机及(超)高压水射流切割机以及卫生洁具行业注浆成形广泛应用的低压快排水、中高压排水设备等。然而这些生产设备的液压传动系统昼夜不停频繁、快速地运动(陶瓷墙地砖砖坯的压坯运动)。因此,如果在生产过程中稍有疏忽,就会易于损伤损坏液压密封件,并造成液压油的泄漏。液压油的泄漏不仅影响陶瓷工业生产设备液压传动装置的工作性能和生产效率,而且还污染生产环境和浪费资源等。因此,积极研究和探讨陶瓷工业生产设备常用液压密封件的密封机理,努力提高其密封性能,能最大限度地减少陶瓷工业生产设备因常用液压密封件的损伤损坏而造成的泄漏,对提高陶瓷工业生产设备的利用率及企业的经济效益等具有非常重要的意义。
1液压密封件的材质
液压传动系统中的密封材料大致分为非金属材料和金属材料。非金属密封材料又可分为石墨、石棉、毛毡、玻璃纤维、陶瓷纤维、聚酯纤维、酚醛纤维、芳纶纤维、锦纶纤维、碳纤维、橡胶、石棉橡胶和树脂型密封材料等;金属密封材料主要有铜、铜合金、铝、铝合金、铸铁、低碳钢、不锈钢、耐热合金钢及贵金属等。目前,制作常用液压密封件的材料主要是橡胶和合成树脂。
1.1 橡胶
橡胶是指在使用温度范围内处于高弹性状态的高分子材料,它在较小的外力作用下能产生很大的变形,当外力的作用去除后,橡胶又能立即恢复到原来的状态。橡胶可大致区分为天然橡胶和合成橡胶两大类,天然橡胶的主要成分是橡胶烃,橡胶烃就是异戊二烯的聚合物。由于天然橡胶的产量及其质量远远不能满足工农业生产和人们生活的要求,因此,人们利用化学合成的方法制造出与天然橡胶性质相似的或更优越的橡胶就称之为合成橡胶。合成橡胶是目前应用最广泛的高弹性密封材料,其品种繁多,但在液压传动系统中广泛应用的密封材料主要是丁腈橡胶、氯丁橡胶、硅橡胶、氟橡胶、乙丙橡胶、聚氨酯橡胶、聚丙烯酯橡胶、氯醇橡胶和氯磺化聚乙烯橡胶等。
1.2 合成树脂
通常用于制作液压密封件的合成树脂主要是聚甲醛、尼龙及填充聚四氟乙烯等,但目前应用最广泛的合成树脂仍是填充聚四氟乙烯。填充聚四氟乙烯是在聚四氟乙烯的单体中加入适量的石墨、二硫化钼、青铜粉及玻璃纤维等填充物质而构成的高分子材料。由于聚四氟乙烯分子中的碳原子被卤簇元素中负电荷最强的氟原子紧密包围起来,因此,聚四氟乙烯的化学稳定性非常好,并具有良好的耐油性、耐压性和耐磨性,使用温度常为-100~260 ℃。同时,因聚四氟乙烯分子之间的范德华力又非常小,显然其粘性及摩擦系数也极小,即使在少油或无油润滑的条件下也能正常工作,所以,填充聚四氟乙烯特别适宜制作高压及超高压(≥32 MPa)高速运动(≤5 m/s)液压动密封件及其导向支承元件等。
2液压密封件的构造
目前,液压传动系统中常用液压密封件按密封结合面之间是否具有相对运动,可大致分为静密封件和动密封件。若密封结合面之间产生往复运动,那么其使用的密封件称为往复运动液压密封件(简称滑动密封件);显然,若密封结合面之间产生旋转运动(也称回转运动),那么其使用的密封件称为旋转运动液压密封件(简称回转密封件)。目前,陶瓷工业生产设备常用液压密封件按其构造形式可大致分为:密封垫、填料密封件(俗称盘根)、自封式压紧型密封件(也称挤压型密封件,如:O形橡胶密封圏等)、自封式紧密型密封件(又称唇形密封件,U形橡胶密封圏、V形橡胶夹织物密封圏、Y形橡胶密封圏及Yx形橡胶密封圏等)、组合密封件(蕾形圈、鼓形圈、斯特封及格莱圈等)及防尘密封件共6类。
3密封机理
实践生产经验表明,不管是静密封元件还是动密封元件,液压密封件都必须具有优良的密封作用,才能阻止密封介质(液压油)的泄漏,确保液压机械设备的正常工作。那么,液压密封件的密封机理是什么呢?
事实上,与液压密封件耦合接触的任何金属表面(如:经过精密切削加工等金属零件在光学显微镜或电子显微镜下观察)都是微观突起及凹凸不平的,所以即使是采用经过精密切削加工的两相对运动表面直接接触时,仍会产生泄漏。正是由于液压密封件具有良好的弹性、塑性和弹塑性,在外力的作用下,液压密封件能产生很大的变形并填塞两相对运动表面的微观突起及其凹凸不平,从而堵塞两相对运动表面之间的泄漏通道,阻止密封介质(液压油等)的泄漏,达到密封的作用。其密封机理细述如下:
3.1 液压滑动密封件
3.1.1无压力液体的密封
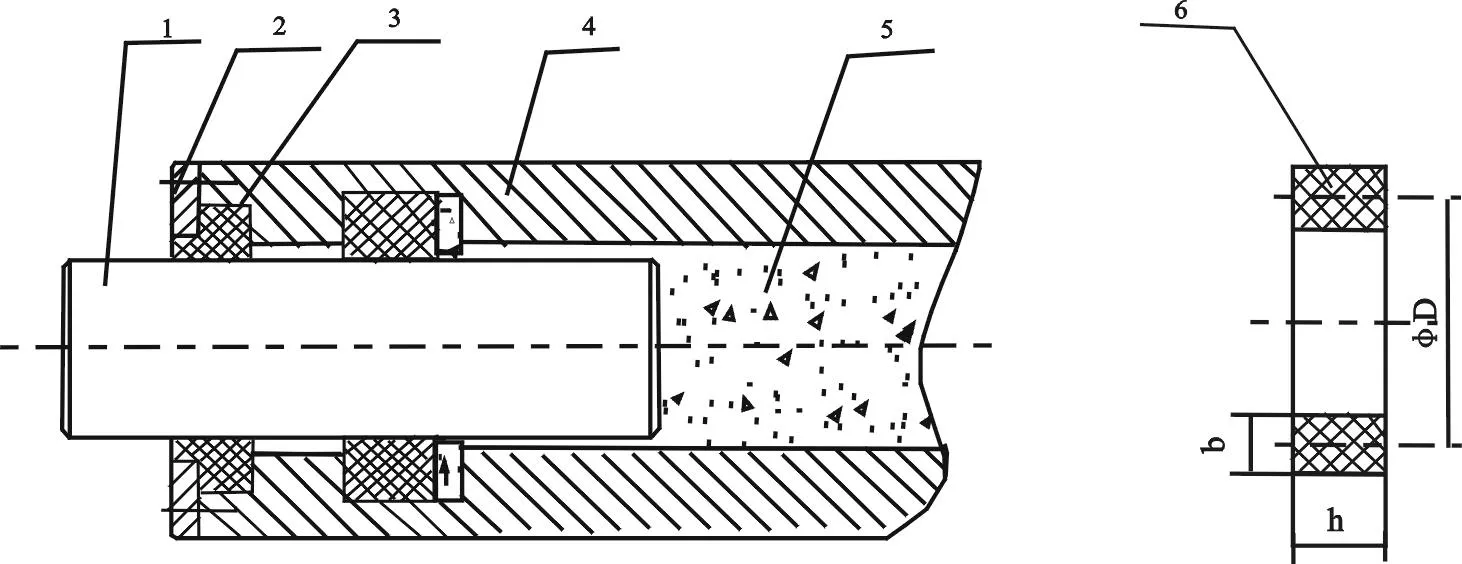
1-柱塞 2-压盖 3-防尘密封件 4-油缸体 5-无压力液体 6-滑动密封件图1 密封无压力液体时液压密封件的变形示意图
如图1所示,当液压滑动密封件尤其是橡胶液压密封件安装在密封沟槽内产生变形并对密封表面产生较大的初始接触应力,阻止无压力液体(液压油等)的泄漏。
为了求解液压密封件对密封接触表面产生的初始接触应力的大小,我们可以假定液压密封件的压缩变形属于弹性变形范围内,并且符合材料弹性变形的广义虎克定律的要求。同时,为了便于描述,也可假定液压密封件的弹性模量为E,泊松比为μ,中径(平均直径)为D,径向宽度尺寸为B。显然,液压密封件安装在密封沟槽后,其中径尺寸将变为(D+▽D), 其截面径向尺寸将变为(B+▽B)。为了简化设计计算,我们也可以近似地认为液压密封件对密封表面产生的初始接触应力为σr0,因变形而获得的初始圆周方向的应力(为了描述方便,以下简称初始周向应力)为σθ0。这两种应力在其密封表面内沿轴向均匀分布。如图2所示,采用柱面坐标系(θ-γ-Z),并在液压密封件内任取一受力微元体进行受力分析。
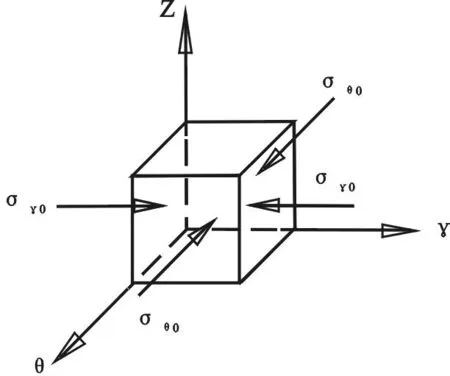
图2 密封无压力液体时液压密封件的应力状态示意图
一方面,根据材料力学的广义虎克定律可求得液压密封件获得的径向线应变和周向线应变分别为:
其中,σr0和σθ0的方向已确定,上述设计计算时只考虑其大小,不再考虑其应力的方向。
另一方面,液压密封件安装在密封沟槽内,在物理几何关系上产生的径向线应变和周向线应变分别为:
因此,我们求得如下线性方程组:


解此线性方程组得:


因此,液压密封件对密封表面产生的初始接触应力为:

(1)
式中:E——液压密封件的弹性模量,N/m2;
μ——液压密封件的泊松比,系数(大于零小于1);
B——液压密封件截面的径向尺寸,m;
D——液压密封件的中径尺寸,m;
▽B——液压密封件安装在密封沟槽后,其截面径向尺寸的增量,m;当截面径向尺寸延伸时,▽B取正值;反之,▽B取负值;
▽D——液压密封件安装在密封沟槽后,其中径尺寸的增量,m;当中径尺寸延伸时,▽D取正值;反之,▽D取负值。
由此可见,我们可以通过选用液压密封件安装在密封沟槽中的适宜过盈量(▽B<0和(或)▽D<0),迫使液压密封件对密封表面产生较大的压缩变形,结果密封表面获得较大的初始接触应力σr0,有利于堵塞两相对运动表面之间的泄漏通道,阻止密封介质(无压力液体)的泄漏,实现液压密封件的静密封作用。
3.1.2压力液体的密封

1-柱塞 2-压盖 3-防尘密封件 4-滑动密封件 5-油缸体 6-压强为P的液体图3 密封压力液体时,液压密封件的变形示意图
如图3所示,在压力液体(液体压强为P)的作用下,液压密封件被迫推向其密封沟槽低压侧的最前沿,同时,液压密封件还获得较大的附加挤压变形,并对密封表面产生较大的附加接触应力σγ1及附加周向应力为σθ1,因此,液压密封件在附加接触应力σγ1及初始接触应力σγ0的共同作用下,堵塞两相对运动表面之间的泄漏通道,阻止压力液体的泄漏。

图4 密封压力液体时,液压密封件的应力状态示意图
显然,在压力液体的作用下,液压密封件处于三向压应力状态,为了简化设计计算,我们仍可假设密封表面的附加接触应力σγ1及附加周向应力σθ1在其密封表面内均匀分布。如图4所示,仍采用柱面坐标系(θ-γ-Z),并在液压密封件内任取一受力微元体进行受力分析,根据材料力学的广义虎克定律,得液压密封件所产生的径向附加线应变和周向附加线应变分别为:
其中,P、σγ1和σθ1的方向已确定,上述设计计算时只考虑其大小,不再考虑其应力的方向。
同时考虑到液压密封件所对应的安装沟槽通常是由物理机械强度较好,刚性较大的金属材料等制成的,即使在高压液体的作用下,其变形也是非常微小的,在设计计算时也可以忽略不计。因此,我们可以近似认为与之配套的液压密封件的径向及周向附加线应变εγ1及εθ1近似为零。即: εγ1=εθ1=0


也就是说,液压密封件在压强为P的压力液体的作用下,产生进一步的挤压变形等,并对密封表面产生的附加接触应力为:

(2)
式中:P为压力液体的工作压力(严格地说应为压强),N/m2。其余注解同前所述。
为了简化设计计算,我们仍可以假设液压密封件对密封表面产生的接触应力σγ近似等于液压密封件安装在密封沟槽中因设计要求和制造误差等形成的过盈量(变形)获得的初始接触应力σγ0与压力液体作用于液压密封件进一步变形获得的附加接触应力σγ1的代数和。那么,液压密封件为了实现压力液体(压强为P)的密封,其对密封接触表面产生的接触应力必须大于压力液体的压强P,其数学表达式为:

(3)
所以说,式(3)就是常用液压滑动密封件密封机理的理论表达式。其实液压滑动密封件(如:○形橡胶密封圈、唇形密封圈(但V形密封圈除外)及组合密封圏)安装在密封沟槽中都是依其本身的弹性、塑性或弹塑性变形对密封表面产生较高的初始接触应力σγ0阻止无压力液体的泄漏。当液压传动系统工作时,压力液体挤压并有效地撑开其密封唇部,使之进一步紧贴密封表面而产生较高的随压力液体的压力增高而增高的附加接触应力σγ1,结果附加接触应力σγ1与初始接触应力σγ0一起共同堵塞两相对运动表面之间的泄漏通道,阻止压力液体的泄漏。这就是滑动密封件的密封机理。
3.2 密封垫
密封垫主要用于法兰连接液压管路和螺纹连接液压管路结合面之间的密封。其密封机理就是螺纹连接件对密封表面的施压,即密封垫的密封比压(施压密封作用力与密封表面的面积之比)大于压力液体的压强,就能实现对压力液体的密封。否则,就会产生泄漏。由于非金属密封垫的物理机械强度较低,密封表面所承受的额定比压(压强)较低;而金属密封垫的物理机械强度较高,密封表面所承受的额定比压(压强)较高。因此,非金属密封垫的密封压力较低,仅用于无压力液体和低压液体的密封;金属-非金属密封垫的密封压力较高,常用于中高压液体的密封;金属密封垫的密封压力最高,常用于高压甚至超高压液体的密封。
3.3 填料密封件
常用的填料密封件(又称盘根),就是将盘根装入填料腔后,通过压盖的轴向压紧作用,迫使柔软状的盘根径向延展变形并对密封表面产生接触应力,实现密封作用。同时,盘根中浸渍的润滑剂被迫挤出,并在密封接触面之间形成润滑油膜。考虑到盘根与圆柱轴表面的接触状态并不是均匀一致的,因此,盘根与圆柱轴的接触部位形成“边界润滑”状态,类似于滑动轴承工作时形成“边界润滑”状态,俗称“轴承效应”。此外,未接触的凹形部位则形成小油槽,并储存较厚的油膜。因此,盘根与圆柱轴的接触部位与非接触部位又形成了许多不规则的“迷宫”(俗称“迷宫效应”),从而阻止压力液体的泄漏,这就是填料密封件的密封机理。
事实上,填料密封件若要获得良好的密封作用,须同时维持良好的“轴承效应”和“迷宫效应”,也就是说,填料密封件须始终具有良好的润滑作用和适宜的压紧作用。因此,需要经常对填料密封件的压紧程度进行调整,以便填料密封件中的润滑剂(浸渍剂)运行一段时间流失后,再挤出一些润滑剂,同时又能补偿因体积变化所造成的压紧力松驰等。显然,填料密封件经过多次挤压后,最终将导致填料密封件中的润滑剂(浸渍剂)枯竭而失效。
值得注意的是:为了维持填料密封件密封所需的润滑油膜(液膜)和带走摩擦热及冷却相关零部件等,刻意使填料密封件存在少量的泄漏也是非常重要的。因此,填料密封件通常只用于低压低速的往复运动密封和回转密封等工况。
3.4 静密封和回转运动用挤压密封件
目前,液压传动系统的静密封和回转运动中使用最广泛的挤压密封件主要是○形橡胶密封圈。
3.4.1静密封
静密封用○形橡胶密封圈的密封机理与滑动密封用○形橡胶密封圈的密封机理是一样的。但静密封用○形橡胶密封圈的压缩变形取得更大一些,因此,从公式(3)可知,如果○形橡胶密封圈及其密封沟槽的设计制造以及材质选用适当的话,那么○形橡胶密封圈在静密封中可以实现无泄漏的绝对密封。因此,○形橡胶密封圈可应用于真空、低压、中压和高压等静密封状态,甚至超高压的静密封状态。

(a)径向密封 (b)端面密封

(a)径向密封 (b)端面密封图6 高压静密封用O形橡胶密封圈的工作示意图
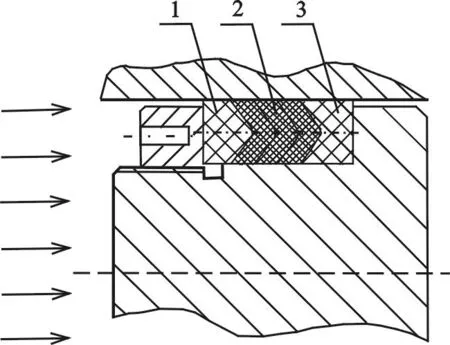
通常液压系统的工作压力<32MPa时,○形橡胶密封圈单独使用时都能实现真空、低压、中压和高压等状态的静密封。但当工作压力≥32MPa,甚至高达400MPa时,为了避免○形橡胶密封圈的一部分被迫挤入密封间隙(如图5所示) 中造成损伤损坏等影响其密封效果,须在高压侧设置一合成树脂挡圈(截面为矩形,如图6所示),如:尼龙挡圈、聚甲醛挡圈和填充聚四氟乙烯挡圈等。同时,为了便于将合成树脂挡圈顺利地装入密封槽等,挡圈需在径向方向切割有与半径方向成30°~45°的斜槽,且槽宽t为1~2mm(如图7所示)。

图7 ○形橡胶密封圈用挡圏的结构示意图
3.4.2回转运动
回转运动使用○形橡胶密封圈的密封机理与滑动密封使用○形橡胶密封圈的密封机理一样。但回转运动使用○形橡胶密封圈的压缩变形取得更小一些,这是因为橡胶材料的特殊反常性能——焦耳效应的作用,即在拉伸应力的状态下,若旋转轴与○形橡胶密封圈之间因摩擦发热,那么○形橡胶密封圈将会急剧地收缩。因此,设计计算回转运动用○形橡胶密封圈时,关键在于根据橡胶的性能来合理地选用○形橡胶密封圈的结构参数——拉伸量(周向)和压缩率(径向)。通常需按○形橡胶密封圈的内径选取旋转轴的轴颈尺寸,然后再按○形橡胶密封圈外径的压缩量为○形橡胶密封圈截面尺寸的4%~5%来选取其相配合的密封沟槽的径向尺寸及其制造公差等级。同时,尽可能地采用受热量影响小的特种合成橡胶材料(氟橡胶和硅橡胶等)制作回转密封用○形橡胶密封圈,并充分考虑○形橡胶密封圈安装处的通风冷却散热等作用。只有这样,旋转轴工作时,○形橡胶密封圈因受热收缩正好抱紧旋转轴而达到回转密封的作用,从而阻止无压力液体或压力液体的泄漏。
3.5 V形密封圈
常用的V形密封圈就是V形夹织物橡胶密封圈,可用于油缸的密封(孔密封)和柱塞的密封(杆密封),其密封机理是一样的。V形夹织物橡胶密封圈通常由支承环、密封环和压紧环3部分组成,在自由状态下,V形夹织物橡胶密封环的唇部外径大于所需密封油缸的内径(如图8所示),其唇部内径小于密封件安装沟槽的直径。因此,V形夹织物橡胶密封圈装入密封件沟槽后就会产生一定的变形。考虑到压紧环和支承环的作用,这种变形仅出现在密封唇部的尖端,并在接触部位产生较大的表面接触应力。即使不施加压紧力,密封唇部也能紧贴其密封表面,阻止无压力液体或压力液体的泄漏。同时,V形夹织物橡胶密封圈与唇形密封件(U形密封圏、Y形密封圏及Yx形密封圏)一样,当压力液体的工作压力升高时,压力液体挤压其密封唇部,促使密封唇部与密封表面贴合得紧密,实现可靠的密封。这就是V形夹织物橡胶密封圈的自密封作用,也是 V形夹织物橡胶密封圈通常被看作是唇形密封件的主要原因之一。
1-压紧环 2-密封环 3-支承环
当液体压力较高时,可将多个V形夹织物橡胶密封环叠加使用,通过压紧环的作用,迫使多个V形夹织物橡胶密封环的密封唇部始终最大限度地贴紧密封表面而实现密封作用,压紧力可根据介质压力进行调整。即使有介质泄漏并且通过第1道密封环时,其压力将降低很多;通过第2道密封环的唇部时,其压力再一次降低。如此多次作用后,其泄漏的介质压力近似等于零,值至最后泄漏被阻止。所以说,V形夹织物橡胶密封圈的密封机理就是唇部的自密封作用和填料密封作用的结果。
与填料密封件一样,V形夹织物橡胶密封圈的摩擦阻力较大并随工作压力的增大和密封环数目(通常
为3~5)的增多而增大,因此,V形夹织物橡胶密封圈常用于中压(≥10 MPa)、高压(<63 MPa)液压传动系统采用,但其相对运动速度通常较低。值得注意的是:虽然支承环和压紧环与密封表面之间存在间隙,但采用锡青铜质支承环和压紧环,利于提高液压油缸的运动精度,并获得良好的密封作用。
3.6 防尘密封件
目前,液压缸活塞和活塞杆常用防尘圈主要有A型防尘圈、B型防尘圈(也称金属骨架防尘圈)、C型防尘圈(也称双唇防尘圈)和TZF型组合防尘圈(也称双唇组合防尘圈)。它们通常是由弹性良好的橡胶材料制造的,其密封机理与唇形密封件一样,安装在密封沟槽内,因设计要求和制造误差等形成的过盈量迫使防尘圈产生变形促使其防尘密封唇部始终贴紧密封表面,并对密封表面产生适宜的接触应力,阻止外界杂质(雨水、水蒸气、酸雾、冰雪和粉尘等尘埃颗粒)侵入到液压传动系统中。
某些低压液压传动系统通常采用价格低廉的毛毡防尘圈(方形或梯形),方形或梯形的毛毡防尘圈浸渍液压油后再安装在密封沟槽后,也因过盈量使它们产生变形,从而促使方形或梯形毛毡防尘圈始终贴紧密封表面,并对密封表面产生适宜的接触应力,阻止外界杂质侵入某些低压液压传动系统中去。显然,其密封机理等同于填料密封件的密封机理,但其防尘能力与接触的紧密程度有关,接触压紧得越紧密,防尘能力越好,但摩擦阻力也较大。
4生产应用
在陶瓷工业生产设备液压油缸的设计中,液压密封系统通常包括油缸与端盖的静密封及活塞杆和活塞的动密封,液压密封件的正确选型及其组合搭配是决定液压密封系统工作性能的关键因素,下面笔者结合多年的工作经验及实际的生产工况要求,粗略介绍油压推车机、液压柱塞泥浆泵、液压压滤机及液压压砖机的液压油缸及其液压密封系统的选用。
(未完待续)

2014年10~11月卫浴领域节水认证(CQC)证书清单

序号证书编号产品名称制造商发证日期证书截止时间82CQC14704113312蹲便器佛山市顺德区乐华陶瓷洁具有限公司2014-11-242017-11-2483CQC14704113314蹲便器佛山市顺德区乐华陶瓷洁具有限公司2014-11-242017-11-2484CQC14704113315坐便器佛山市顺德区乐华陶瓷洁具有限公司2014-11-242017-11-2485CQC14704117506坐便器佛山市高明安华陶瓷洁具有限公司2014-11-252017-11-2586CQC14704117505坐便器佛山市高明安华陶瓷洁具有限公司2014-11-252017-11-2587CQC14704119125进水阀厦门瑞尔特卫浴科技股份有限公司2014-11-252017-11-2588CQC14704117508坐便器佛山市高明安华陶瓷洁具有限公司2014-11-252017-11-2589CQC14704117509坐便器佛山市高明安华陶瓷洁具有限公司2014-11-252017-11-2590CQC14704117507坐便器佛山市高明安华陶瓷洁具有限公司2014-11-252017-11-2591CQC14704119143单按排水阀厦门瑞尔特卫浴科技股份有限公司2014-11-252017-11-2592CQC14704119122排水阀厦门瑞尔特卫浴科技股份有限公司2014-11-252017-11-2593CQC14704119123排水阀厦门瑞尔特卫浴科技股份有限公司2014-11-252017-11-2594CQC14704119121排水阀厦门瑞尔特卫浴科技股份有限公司2014-11-252017-11-2595CQC14704117503坐便器佛山市高明安华陶瓷洁具有限公司2014-11-252017-11-2596CQC14704117502坐便器佛山市高明安华陶瓷洁具有限公司2014-11-252017-11-2597CQC14704117504坐便器佛山市高明安华陶瓷洁具有限公司2014-11-252017-11-2598CQC14704119241液压式单档水箱配件科斯特(厦门)节水设备有限公司2014-11-262017-11-2699CQC14704119237机械连体式Ф58排水部件科斯特(厦门)节水设备有限公司2014-11-262017-11-26100CQC1470411957340平脚阀芯单把入墙淋浴器佛山市顺德区乐华陶瓷洁具有限公司2014-11-282017-11-28101CQC14704115851陶瓷片密封水嘴佛山市法恩洁具有限公司2014-11-282017-11-28
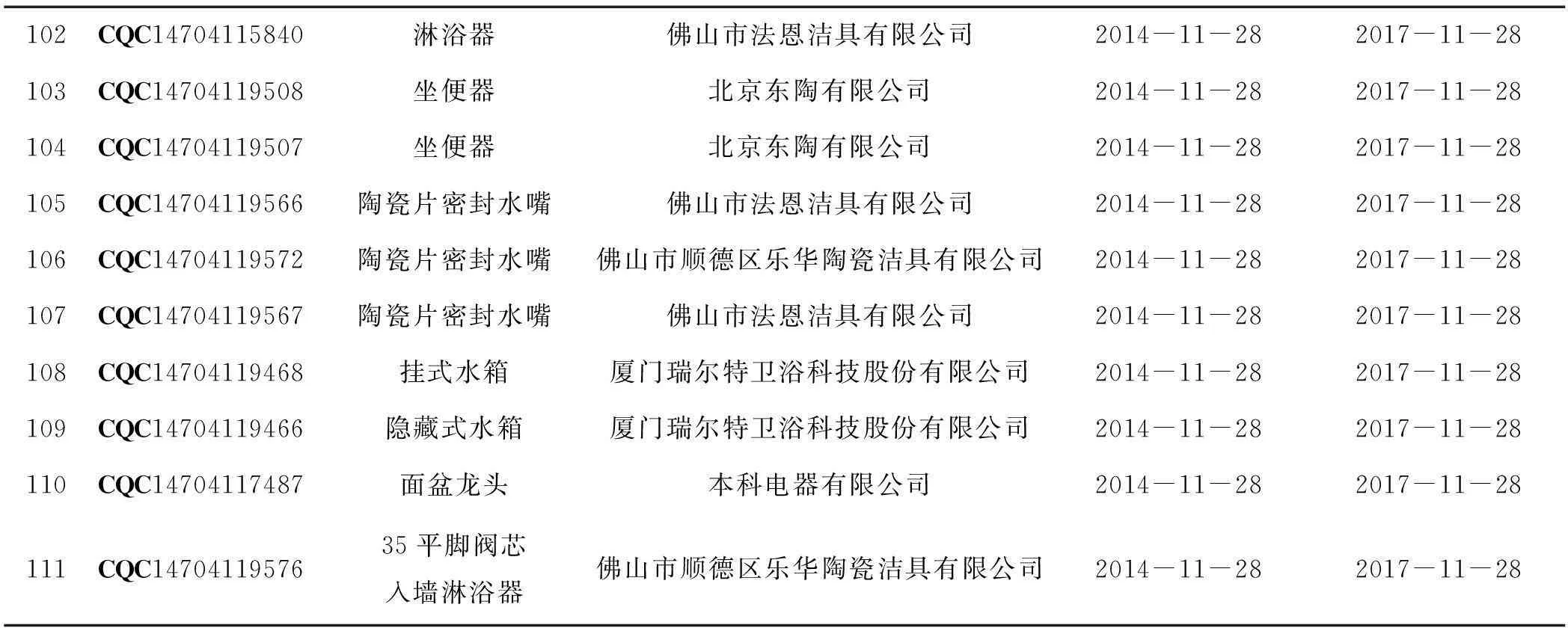
102CQC14704115840淋浴器佛山市法恩洁具有限公司2014-11-282017-11-28103CQC14704119508坐便器北京东陶有限公司2014-11-282017-11-28104CQC14704119507坐便器北京东陶有限公司2014-11-282017-11-28105CQC14704119566陶瓷片密封水嘴佛山市法恩洁具有限公司2014-11-282017-11-28106CQC14704119572陶瓷片密封水嘴佛山市顺德区乐华陶瓷洁具有限公司2014-11-282017-11-28107CQC14704119567陶瓷片密封水嘴佛山市法恩洁具有限公司2014-11-282017-11-28108CQC14704119468挂式水箱厦门瑞尔特卫浴科技股份有限公司2014-11-282017-11-28109CQC14704119466隐藏式水箱厦门瑞尔特卫浴科技股份有限公司2014-11-282017-11-28110CQC14704117487面盆龙头本科电器有限公司2014-11-282017-11-28111CQC1470411957635平脚阀芯入墙淋浴器佛山市顺德区乐华陶瓷洁具有限公司2014-11-282017-11-28
(未完待续)
关于水嘴节水认证执行新版标准和认证规则的通知
各相关认证企业:
中国质量认证中心(简称CQC)水嘴节水认证业务执行新版标准及新版认证规则CQC32-432421-2014。
申请类别:CQC节水认证704001。
1执行新版标准要求如下
GB 18145-2014《陶瓷片密封水嘴》、CJ/T 194-2014《非接触式给水器具》、QB1334-2013《水嘴通用技术条件》代替GB 18145-2003《陶瓷片密封水嘴》、CJ/T 194-2004《非接触式给水器具》、QB/T 1334-2004《水嘴通用技术条件》,新版标准认证实施要求如下:
1.1本次标准换版涉及的范围
使用CQC32-432421-2013实施认证并获得CQC水嘴节水认证证书的产品(CQC产品类别为704001)。
1.2新版标准认证要求
自本公告发布之日起,企业按新版标准申请认证。水嘴节水认证新旧版标准差异见附件。
1.3旧版规则证书转换要求
旧版标准证书持有人应于本通知发布后,向CQC提交转换新版规则认证证书的申请,进行新、旧版标准差异试验项目的检测,完成按新版标准的产品确认工作,换发新的认证证书。旧版标准认证证书转换工作应于2015年12月1日前完成,逾期未完成转换的认证证书,CQC将予以暂停,2016年3月1日仍未完成转换的证书,予以撤销。
2规则换版内容如下
1. 关键零部件增加了起泡器及限流器;
3. 修订了“4.2依据标准、检验项目及要求”;
7. 修订了“产品描述”。
CQC产品认证六部已经开始使用更新后的认证规则及新版标准受理该产品的认证申请,企业可通过CQC网站提交认证申请,具体事宜请与产品认证六部工程师联系。
联系电话:010-83886366
附件:水嘴节水认证新旧标准差异
中国质量认证中心
2014年12月1日
认证问答
问:实施能源管理体系有哪些益处?
答:近年来,随着能源危机、环境保护等因素的影响,能源的有效利用已成为影响各行业经济效益提高及可持续发展的重要因素。对于我国的能源发展战略而言,提高能源的开发和利用效率应摆在首位。各种统计数据表明,我国建筑卫生陶瓷行业的单位产品综合能耗为350~400 kgce/t、单位产品综合电耗为300 kW·h/t,是世界先进水平的近两倍。这说明我国在技术水平、管理水平和经济结构方面还比较粗放,存在着较大的节能潜力。解决能源问题的根本途径之一,便是加强企业的能源管理体系建设,推进和深化节能减排工作。节约能源是中国经济发展和提高人民生活水平的长期战略方针,是缓解能源供应与需求矛盾的重要手段之一。
目前陶瓷行业的能源成本约占陶瓷生产成本的35%,这也就是说陶瓷企业每降低1%的能源消耗就相当于每年为企业创造近百万的利润。
问:国家及地方政府就能源管理体系认证工作已发布了哪些法律法规及相关规定?
答:国家和地方政府已发布了以下法律法规:
1)2011年12月7日国家发改委等十二个部委联合发布了“关于印发万家企业节能低碳行动实施方案的通知”;
2)2012年2月1日国家认监委发布了“关于扩大能源管理体系认证试点工作范围的通知”;
3)2012年11月28日国家发改委和国家认监委联合发布了“关于加强万家企业能源管理体系建设工作的通知”;
4)2012年12月24日广东省经济和信息化委等4部门下发了“关于印发广东省能源管理体系建设及认证试点名单(第一批)的通知”(粤经信节能〔2012〕980号)。
问:国建联信认证中心为哪些陶瓷企业开展了能源管理体系认证?
答:国建联信认证中心(简称GJC)至今已为广东嘉俊陶瓷有限公司、广东萨米特陶瓷有限公司、恩平百强陶瓷有限公司、广东博德精工建材有限公司、佛山市博华陶瓷有限公司等多家企业开展了能源管理体系认证工作。通过实施能源管理体系,各企业均有效地提升了能源管理水平,节能管理工作也取得了良好的成绩,单位产品综合能耗和单位产品综合电耗均有较大幅度下降。
问:国建联信认证中心何时获得能源管理体系认证资质?
答:能源管理体系认证试点工作于2010年开始,国建联信认证中心于同年获得认证资质,是首批获得在建材行业开展能源管理体系认证的机构。批准时间为2010年5月1日,批准号为:CNCA-R-2002-025。
问:申请能源管理体系认证的流程有哪些?
答:通常情况下,申请能源管理体系认证的流程为:
1)向认证机构递交认证申请书,并同时与认证机构签订认证合同;
2)开展GB/T 23331-2009标准培训,内审员培训、指定管理者代表、成立能源管理体系推进小组等;
3)应按GB/T 23331-2009的要求编制相应的管理文件;
4)运行并改进能源管理体系(如开展内部审核、合规性评价及管理评审等);
5)向认证机构提交相关文件如营业执照复印件、组织机构代码证复印件、CCC认证证书(瓷质砖企业)复印件等;
6)迎接外审;
7)颁发认证证书。
问:实施能源管理体系认证的标准是什么?
答:目前,建筑卫生陶瓷企业实施能源管理体系认证的标准是《能源管理体系要求》(GB/T 23331-2009)。待《能源管理体系陶瓷企业认证要求》标准发布实施后(预计2013年6月发布),将同时作为陶瓷企业的认证标准。
问:能源管理体系认证证书的有效期是多少年?
答:按照国家认证认可监督管理委员会的要求,试点期间能源管理体系认证证书有效期为2年,每年监督审核4次,监督审核实施的方式视乙方能源管理体系运行情况决定是否到现场监督审核。试点工作完成后,按照国家要求实施年度监督。再认证审核的现场审核时间应在证书到期前2个月实施,以确保认证证书有连续性。若获证企业的认证内容发生重大变更、或发生影响能源绩效的重大事故时,认证机构将会及时实施非例行的监督审核。
问:建筑卫生陶瓷综合能耗和综合电耗的统计范围是如何规定的?
答:按照《建筑卫生陶瓷单位产品能源消耗限额》 GB 21252-2007的规定,其统计范围分别为:
1卫生陶瓷综合能耗和综合电耗的范围
包括原料粗中细碎、原料制备输送、模型制作、釉料制备、成形、干燥、施釉、烧成、冷修、检验包装等生产过程,供水、供热、供气、供油、机修等辅助和附属生产系统及生产管理部门等所消耗的燃料和电力。
不包括:石膏加工过程、匣钵及窑具加工制作、熔快制备、色料制备、生活设施(如:宿舍、学校、文化娱乐、医疗保健、商业服务和托儿幼教等)及运输保管、采暖、技改等所消耗的燃料和电力。
2陶瓷砖综合能耗和综合电耗的范围
包括原料粗中细碎、原料制备输送、粉料制备、成形、干燥、施釉、烧成、冷修、抛光、检验包装等生产过程,供水、供热、供气、供油、机修等辅助和附属生产系统及生产管理部门等所消耗的燃料和电力。
不包括:熔快制备、色料制备、窑具加制作、生活设施(如:宿舍、学校、文化娱乐、医疗保健、商业服务和托儿幼教等)及运输保管、采暖、技改等所消耗的燃料和电力。
问:按照《建筑卫生陶瓷单位产品能源消耗限额》GB 21252-2007的规定,建筑卫生陶瓷产品分为哪几类?
答:按照《建筑卫生陶瓷单位产品能源消耗限额》GB 21252-2007的规定,建筑卫生陶瓷产品应按"卫生陶瓷、吸水率E≤0.5%的陶瓷砖、吸水率0.5%
问:何谓建筑卫生陶瓷产品综合能耗?
答:在报告期内及建筑卫生陶瓷生产全过程中,用于生产实际消耗的各种能源总量。包括生产系统、辅助生产系统和附属生产系统的各种能源消耗量和损失量,不包括基建、技改等项目建设消耗的、生产界区内回收利用的和向外输出的能源量。
问:何谓建筑卫生陶瓷生产界区?
答:从原料、釉料、煤、油、气等原材料和能源,从进入计量工序开始,到成品建筑卫生陶瓷计量入库和辅助生产系统、附属生产系统整个建筑卫生陶瓷产品生产过程,由生产系统工艺装置、辅助生产系统和附属生产系统设施3部分用能构成。
问:何谓建筑卫生陶瓷单位产品综合电耗?
答:以建筑卫生陶瓷单位产量表示的直接消耗的电量,即建筑卫生陶瓷产品单位电耗,不包括动和设备等的耗电量。
作者简介:*蔡祖光(1964-),本科,高级工程师;主要从事陶瓷机械的设计与制造工作。
中图分类号:TQ174.5
文献标识码:B
文章编号:1002-2872(2015)04-0034-07
