定位精度放大效应在零件加工中的应用
2015-02-19湖北丹江口志成铸造有限公司442700汪国昌
■湖北丹江口志成铸造有限公司 (442700) 汪国昌
定位精度放大效应在零件加工中的应用
■湖北丹江口志成铸造有限公司 (442700) 汪国昌
摘要:通过对具体零件的加工分析,介绍定位基准与定位精度的放大效应,通过加大定位基准相对于基点的旋转半径,减少定位误差,使工装定位更加准确。

定位是零件加工中的重要环节,定位基准选择的好坏直接影响零件的工序安排和加工质量,所以零件在定位基准选择时除遵守六点定位原则外,还必须遵循一定的定位基准选择原则。笔者根据多年的经验,以实例对定位精度放大效应在零件加工中的应用进行探讨。
1. 零件结构及工艺要求
所要加工的零件是汽车发动机上的重要起动件,属于中型盘类零件,零件不同区域有要求不同的孔或螺纹孔,外圆有58个信号槽,其结构、尺寸及位置精度如图1所示。外圆周上58个信号槽相对基准G、H、A的位置度为φ0.2mm,φ(6.1±0.05)mm的销孔相对基准A、B、F的位置度为φ0.2,其余各孔的位置度相对较大,一般容易保证。

图1
2. 零件加工工艺方案分析
该零件在数控车上进行内外圆及端面的车削加工,在加工中心上钻各孔、攻螺纹及铣圆周上的各槽。各孔和所有螺纹加工是在一台加工中心一道工序完成,铣槽是在另一台加工中心上增加第四轴分度一次完成圆周上58个槽加工。
原工艺方案为:10.粗车摩擦面端端面及内外圆→……→80.钻孔攻螺纹→90.铣外圆周上58槽→100.清洗防锈包装→110.入库。
按常规思路一般会按上述流程安排工艺,因为销孔是圆周槽的基准,但以该方案加工,除外圆周上58槽的位置度φ0.2mm始终无法完全保证外,其余都能满足图样质量要求。由于各孔的加工是在一台加工中心上一次完成的,该工序是以基准A、B定位,螺纹孔端面压紧,12×φ18mm孔、φ(6.1±0.05)mm销孔均符合基准统一原则,虽然相对于12×M10×1.5mm的螺孔加工出现基准不符,但它们的基准加工时仍然是以基准A、B定位加工出来的,不仅螺孔遵守最大实体原则,而且位置度公差达到φ0.41,所以各孔均能满足图样要求。
90序加工外圆周上58个槽时,以基准A和内孔φ(50±0.25)mm及销孔φ(6.1±0.05)mm定位,在加工中心上以第四轴进行圆周分度,用自行设计的成形盘铣刀加工。试制中该58个齿槽的位置度基本没有合格的,于是将中心定位孔的定位销改为可胀心轴,但仍不能满足图样要求。经认真分析,认为两销中的中心孔虽用了可胀心轴,但销孔仍用固定销,它与销孔间为间隙配合,由于该间隙的存在,使圆周上58个信号槽的位置存在误差,且由于小孔距中心尺寸为R56mm,信号槽中心距中心尺寸为R246mm,则信号槽距中心距离是销孔距中心距离的4.39倍,那么信号槽的位置度即为销孔位置度的4.39倍,若销孔与定位销的间隙为0.05mm,则信号槽的位置定位误差将为246×0.05/56=0.219 6(mm),该定位误差已经超出了图样的要求,而加工中除定位误差外,还有机床、夹具和刀具等误差,所以由于放大效应的存在,注定这种加工方法不能满足图样位置精度的要求(见图2)。当销孔与定位销的间隙为0.05mm时,信号槽位置度误差为0.219 6mm,已经超出了图样位置度0.2mm的要求,而为便于装件,销孔与定位销的间隙最小为0.05mm也是正常的,加之销孔的公差为0.1mm,所以销孔与定位销的间隙一般会大于0.05mm,故该定位方法的定位误差从理论上来说会大于0.219 6mm。
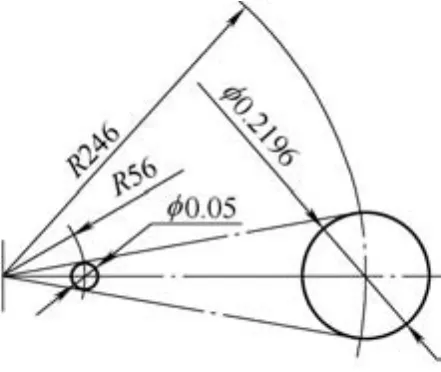
图2 位置度误差示意图
3. 零件加工工艺方案改进
根据上述分析,零件的定位误差存在放大效应,据此可以将零件的加工工艺进行调整,将80序和90序进行调整,即80.铣外圆周上58槽→90.钻孔攻螺纹,其余工序不变,这时先加工出58个槽,然后再以槽定位加工孔和螺纹,这样当槽的定位误差为0.2mm时,销孔的定位误差仅为0.045 5mm;螺栓孔的误差为0.056 1mm;误差较大的螺纹孔误差也仅为0.182 9mm。经上述改进工艺加工的零件基本能够满足图样要求。改进后80序、90序的夹具如图3、图4所示。
4. 结语
在零件加工工艺安排时,既要考虑加工工艺选择的一般原则,还要结合零件结构尺寸,充分考虑定位基准与加工的尺寸关系,避免将定位误差放大,造成零件加工尺寸精度超差,特别是结构尺寸较大的零件,更要注意定位误差的放大效应对零件精度的影响。
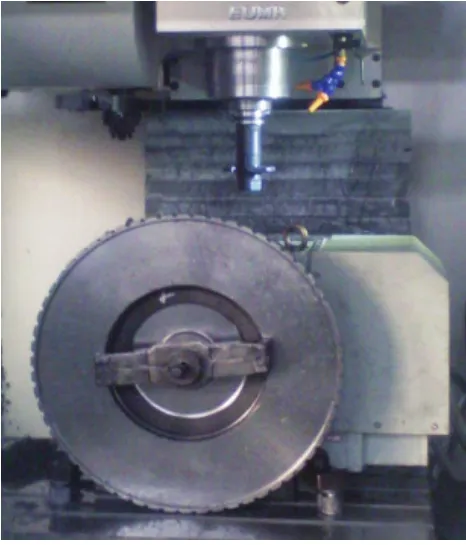
图3 80序夹具及设备图

图4 90序夹具及设备图
参考文献:
[1] 孙光华. 工装设计 [M]. 北京:机械工业出版社,1998.
[2] 张耀宸,马占永. 机械加工工艺设计实用手册[M]. 北京:航空工业出版社,1993.
专家点评
实际加工中,有些误差是无法彻底消除的,只能通过改变定位基准的精度和位置来缩小误差。文章介绍了定位基准与定位精度的放大效应(加大定位基准相对于基点的旋转半径,减少定位误差),使工装定位更准确。
收稿日期:(20150108)
