工业机器人RV减速器关键部件制造及对我国精密机床发展思考
2015-02-19北京圣蓝拓数控技术有限公司总经理
■北京圣蓝拓数控技术有限公司总经理 宋 松
工业机器人RV减速器关键部件制造及对我国精密机床发展思考
■北京圣蓝拓数控技术有限公司总经理 宋 松

2014年我国制造业乃至经济领域有一个非常热的词——工业机器人。由于劳动成本上升和产业结构调整,特别是工业机器人售价已经达到了一个可以接受的水平,工业机器人四大家族的上下料机器人(15kg以下)的售价,不含工艺工装,仅机器人本体已经接近20万元,虽然是一个普通操作工年收入的5~6倍,但是工业机器人可以三班24h工作,没有情绪,不需要五险一金、不需要宿舍和劳保,另外机器人的平均寿命超过10年,按年折旧计算,加上维护保养费用,每年不过3万~4万元的使用成本,由于工业机器人能够24h工作,实际使用成本大大低于人工成本。
加之国家层面产业升级的倡导和政策倾斜,2014年工业机器人前所未有的备受关注,业内人士估算我国2014年工业机器人装机量超过4万台,占到世界总产量的20%,超过日本,并成为世界工业机器人第一大消费市场。
1. RV减速器技术
然而工业机器人核心技术之一,也是工业机器人机械部分最核心的技术——机器人关节,特别是机器人关节的RV减速器技术,我们目前处于什么水平呢?
目前应用于机器人领域的减速机主要有两种,一种是RV减速器,另一种是谐波减速器。在关节型机器人中,由于RV减速器具有更高的刚度和回转精度,一般将RV减速器放置在机座、大臂、肩部等重负载的位置,而将谐波减速器放置在小臂、腕部或手部。对于高精度机器人RV减速器(见图1),日本具备绝对领先优势,目前全球机器人行业75%的精密减速机被日本的Nabtesco(帝人)和Harmonic Drive两家垄断(业界俗称RV减速机和谐波减速机),包括ABB、FANUC、KUKA等国际主流机器人厂商的减速器均由上述两家公司提供。

图1
其中Harmonic Drive在工业机器人关节领域拥有15%的市场占有率。另外,德国SEW传动设备公司和德国弗兰德FLENDER公司也占据了一定的市场份额。
目前国内机器人制造企业所使用的大部分的机座、大臂、肩部等重负载RV减速器仍然严重依赖进口,并且主要来自Nabtesco(帝人)和Harmonic Drive两家企业的产品。
虽然国内的上海电机和秦川发展两家企业开始投入研发,秦发展拟投资1.94亿元投资投建机器人关节项目,但目前也是难以在激烈的市场竞争中占据有利地位。
2. RV减速器关键部件制造与机床
RV减速器结构如图2所示。
其中,关键零部件的制造是RV齿轮(见图3)和针齿壳齿槽的加工:对于RV弧形齿,其弧形齿面的精度要求非常高,齿形、齿面精度制约机器人关节的精度、运行速度,特别是加速度,以及承重等技术指标。而此齿面的加工不是通用齿轮磨床能够加工出来的,因为它不是渐开线齿轮,不适用范成法加工和计算。

图2

图3 RV齿轮
2014年6月18~22日在北京举办的CIMES2014展会期间,联合磨削集团在展台展出了美盖勒(MÄGERLE)公司的MFP–125.50.65高精度数控成形磨床(针齿壳齿槽)以及高精度数控成形磨床(摆线齿盘)(见图4~图6)。
该机床特点:采用大功率水冷式磨削主轴电机、全自动砂轮动平衡系统、数控随动喷水系统。
主轴径向跳动可达0.001mm左右,并可实现在线测量,其工件磨削精度和表面粗糙度无可挑剔。机床主机(不含冷却系统)占地面积约5m2,重量不足10t,但是售价折合1 200万元。

图4 美盖勒高精度数控成形磨床(摆线齿盘)
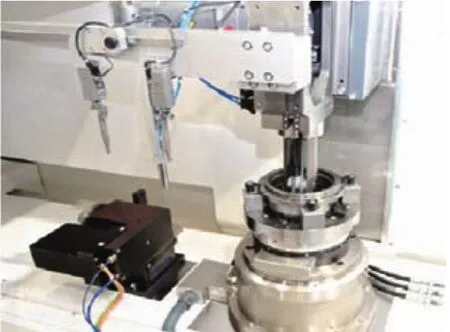
图5 美盖勒高精度数控成形磨床(针齿壳齿槽)

图6 采用西门子840D-SL数控系统,编制专用的HMI个性化界面
3. 对我国精密机床制造业的发展思考
从上面提到的美盖勒RV齿轮磨齿机,之所以售价如此之高,是因为做到了“新(技术创新)”、 “专(工艺精良及专业)”、“精(机床校验精度及精度保持性)”,从而达到了机床制造的“强”!
如果仅从产量和产值比较,美盖勒公司的年产量和产值比我国量产机床厂却少得多!美盖勒公司为了保证产品的质量和合理的劳动生产率,严格控制订单数量。但是一台美盖勒RV齿轮磨齿机的价格可以购买120多台国产数控车床,这就是“强”与“大”的差异。
在中国制造业高速发展的时候,市场需求也是多样化、多层次的,我们不可否认,我国机床企业经过不懈努力,把数控机床从“神坛”上拉到我们最普通的制造业中,使我国机床数控率在短时间得到了大幅提升,同时将数控应用技术快速普及,使我们与国外的差距快速缩小。
但是当我们用流水线的方式,以每30min下线一台数控车床的时候,我们的工人在不到30min安装完一套滚珠丝杠的时候,我们这种所谓生产方式的创新是否背离了机床制造最基本的理念?正如原机械工业部副部长沈烈初在《从现实与历史剖析,机床工具行业如何走出困境》中描述的那样,“作为工作母机的机床工具行业与IT行业不完全相同,它需要长期的经验累积而发展的。因此没有一大批像周勤之、张梅华这样的科技工作者,
没有一大批拥有技术诀窍的关键工种的技师与调试技师,如何保证精度一致性?”
那么我们距离“做强”的距离就那么遥远吗?答案是否定的,下面讨论两个案例,一个是国内的,一个是国外的。
2002年笔者曾去湖南南方动力做工程,给我印象很深的一件事是,这家生产直升机发动机精密制造的企业,将一台我国昆明机床厂20世纪70年代末生产的一台坐标镗床与瑞士精密机床一起放置在恒温车间,操作师傅说,这台国产坐标镗虽然用了30年,但是精度非常好,导轨上的刀花依旧清晰可见,厂里的一些关键部件还要在这台机床上加工。此案例说明我们昆机当年生产的机床精度保持可达30年之久,与其精湛的铸造、铸造时效、精刮研等传统工艺的传承密闭可分。昆明机床厂始建于1936年,底蕴深厚的企业背景,造就出了优质的产品。
另一个案例是,2011年KMT科美腾中国总经理李阳来我公司考察,讲了一个科美腾的发展史,这家1875年在瑞典斯德哥尔摩成立的公司,1908年开始从事机床制造业务,至今已有100多年的历史。这100年来,也是欧洲工业革命、经济大发展的100年,也同样经历了房地产、金融大发展的阶段。KMT公司的掌门人认为他们只会做机床,外面的诱惑再多,跟他们无关,他们潜心一直致力于精密磨床的制造和研究,时至今日,他们的确没有成为金融大鳄,但是他们把针孔磨床做到了极致,在今天油泵油嘴行业,没有谁不知道KMT这个品牌的,知名的汽车油泵油嘴企业首选他们的精密磨床。
从上面两个案例,想说明的是,把事情做好真的没有那么难,难的是我们的观念!今天我们进入了互联网时代,挣快钱的思维有形无形的影响着我们,我们在千方百计得到“利”的时候,千万别失去了“业”。从逻辑上讲,有得必有失,有取必有舍。如何取舍?是我们业内人士认真思考的时候了,否则我们永远走不出制造强国的路。
收稿日期:(20150220)
