四工位电动刀架“转不停”故障分析与排除
2015-02-19许昌技师学院河南461000王银洲
■许昌技师学院 (河南 461000) 王银洲
四工位电动刀架“转不停”故障分析与排除
■许昌技师学院 (河南 461000) 王银洲
摘要:电动刀架故障是数控车床最常出现的故障,也是影响数控车床正常使用和加工精度的重要环节。本文通过两个维修实例分析刀架“转不停”故障的排除思路及方法。
1. 案例1
(1)故障现象一:1台云南机床厂生产的型号为CYK6150数控车床,系统为GSK980TDb,采用四工位电动刀架,出现“转不停”故障。
(2)故障分析与排除:此故障与机械部分无关,一般情况下是由于发信盘损坏,磁钢极性相反,或控制系统发生故障造成的。
询问操作工人得知,机床产生故障之前一直在正常使用,发生故障后也没有私自拆机维修,那么可以排除磁钢极性相反。
接下来判断发信盘是否损坏,具体步骤如下:①取下刀架上盖,如图1所示。图1中霍尔元件位置笔者用黑点作标记。②检查发信盘及控制线路。首先,双击“诊断”按键进入“PLC状态”画面(见图2);然后让磁钢与发信盘上4个霍尔元件分别接触,查看诊断号X0001的第7位(刀位信号T01)和X0002的0、1和2位(分别为刀位信号T02、T03和T04),在换刀过程中是否有变化。磁钢与发信盘上任意一个霍尔元件接触时,该位由“1”变为“0”,说明发信盘正常。③用万用表直流挡测量发信盘“+”极和“-”极之间电压为24V,说明发信盘供电正常;分别测量发信盘“+”极与1、2、3和4接线柱电压,测量得到的电压分别是7.6V、24V、7.6V和4.2V。由于磁钢在2号霍尔元件处,霍尔元件遇磁导通,故电压为24V,其他位置由于控制线路中串联有电阻(见图3),故电压应在7.6V左右,也就可以初步判断4号位置控制线路中串联的电阻异常,更换新的电阻(2kΩ)后,故障排除。
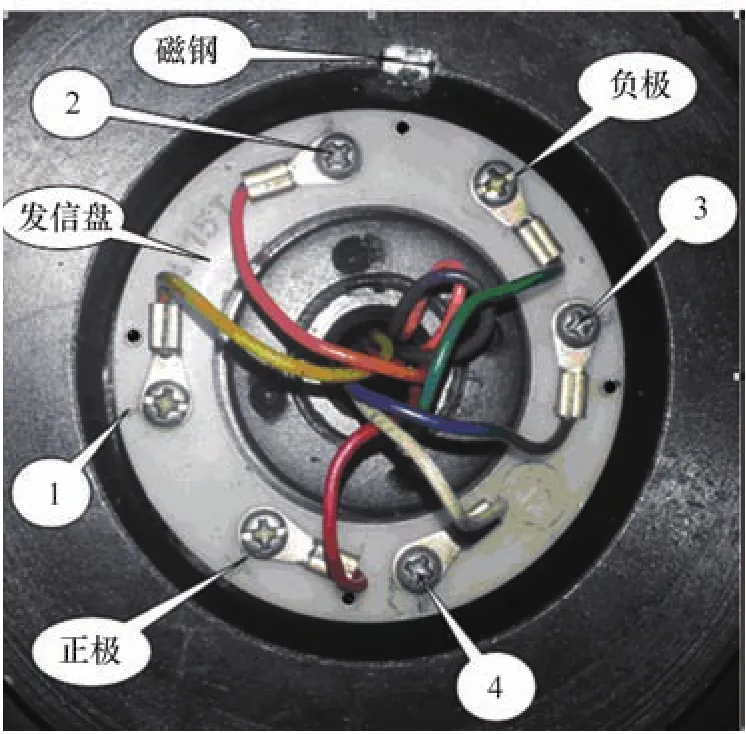
图1 四工位电动刀架发信盘安装图

图2 PLC状态画面
2. 案例2
(1)故障现象二:同样1台云南机床厂生产的型号为C Y K6150数控车床,系统为
GSK980TDb,采用四工位电动刀架,出现“转不停”故障。
(2)故障分析与排除:首先用万用表直流挡测量发信盘“+”极和“-”极之间电压为0V,说明直流电路异常。
由于C N C系统和发信盘都是由直流电源模块供电的,现在CNC系统能正常开使用,说明电源模块正常,故障出现在控制线路上,如图3所示。用万用表测量接线端子排上方24V与负极,电压正常,那么问题可能出现在从端子排到电动刀架之间的线路中,再次用万用表测量这两根线并没有断路。正当笔者百思不得其解时,发现24V端子排上红色的短接片松动,重新安装后,故障解除。
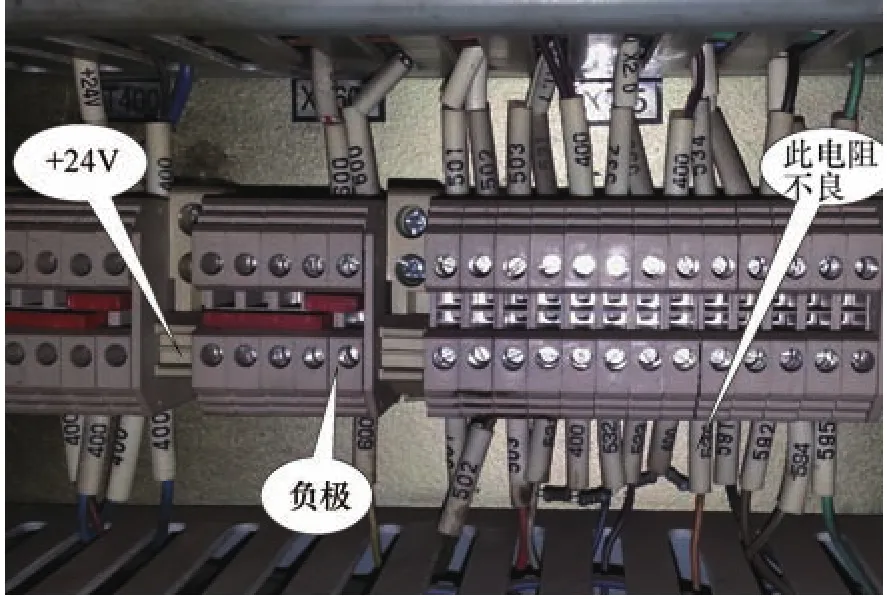
图3 电动刀架控制线路
参考文献:
[1] 广州数控设备有限公司. GSK980TDb车床CNC使用手册(第2版)[E]. 广州:广州数控设备有限公司,2010.
[2] 张光跃. 数控设备故障诊断与维修实用教程[M]. 北京:电子工业出版社,2005.
收稿日期:(20150210)
