一种汽轮机喷嘴室特殊结构T型槽加工方法
2015-02-18季东军陈佩娟
季东军, 陈佩娟
(哈尔滨汽轮机厂有限责任公司,哈尔滨150046)
0 引言
汽轮机是一种利用蒸汽热能来做功的回转动力机械,是将热能转化成机械能,向外输出动力的机械装置,在电力工业、交通运输及国防等众多部门得到了广泛应用。在冶金、化工等部门中也有不少使用汽轮机来带动水泵和风机,此外许多大型舰船也是使用汽轮机作为原动机。在工业生产过程中有余能和余热的地方,也广泛使用着不同类型的工业汽轮机,以充分发挥热能多次梯级利用的优点,提高了生产的综合效益。所以,到目前为止,汽轮机无论在生产电能还是供应热能方面,都发挥着重要的作用[1]。
喷嘴是由相邻的静叶片构成的汽流通道,它的作用是将蒸汽的热能变成动能,或者简单地说成是用来产生高速汽流的。通常汽轮机的第一级喷嘴都是直接装在汽缸喷嘴室的T型槽中,形成汽轮机第一级的调节级,而其余各级则装在隔板上,再随隔板装配在汽缸上[2]。
1 工艺分析
常见的喷嘴室T型槽结构如图1(a)所示,由横向槽和竖向槽构成,此类结构使用通用成型铣刀在数控镗铣床上即可直接在零件正面实现加工。对于某型汽轮机组喷嘴室,其上的T型槽结构如图1(b)所示,相对常见的结构图1(a)来说,这类T型槽结构的特殊之处在于其T型的横向槽左右两侧多出了一个“耳垂式”结构。同时由于设计要求,需喷嘴室与汽缸焊接成一体后才可以加工T型槽,而汽缸的轴向长度近2mm,汽缸两端进口直径分别仅有250mm和350mm,T型槽位于汽缸一侧,回转中心直径为800mm(如图2所示),致使通常的正面镗铣加工无法实现,必须使用角铣头进行变向。另外,由于横向槽多出的“耳垂式”结构影响,单一使用角铣头又无法直接实现镗加工,必须通过增加角铣头的可控轴,以角铣头轴向为回转中心,并使用专用镗(车)刀才能实现此结构的加工。

图1 喷嘴室T型槽结构类型对比简图
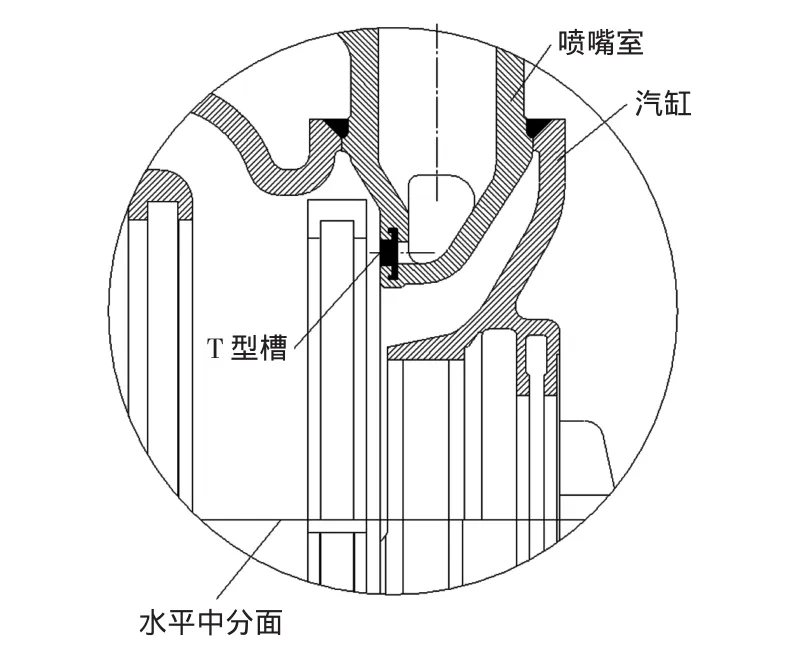
图2 某型机组喷嘴位置(汽缸上半)示意图
2 解决方案
根据工艺分析可知,某型机组喷嘴室T型槽加工关键点集中在如何实现“耳垂式”结构的加工。同时,如何科学地进行工艺方案设计,也是保证T型槽与汽缸轴线、水平中分面以及各开档的位置关系及精度的关键。
为有效解决上述某型机组喷嘴室T型槽加工过程中存在的关键问题,根据现有设备实际情况,做了针对性的工艺安排,具体过程如下:
1)加工前的准备工作。将汽缸上下半的两端按着同一方向同时装夹在数控龙门铣床上,首先确定数控零点,均匀毛坯的加工余量,加工中分面上的各个孔。
2)加工汽缸内的各个开档。各开档圆采用数控龙门铣床上的直角铣头接三面刃盘铣刀进行粗加工,粗加工的具体参数为:三面刃刀盘直径为φ500mm,转速为100~120r/min,进给率为 700~900mm/min,单面余量为 1mm。粗加工完成后,采用精加工刀片进行精加工,精加工的具体参数为:三面刃刀盘直径为φ500mm,转速为100~120r/min,进给率为 950~1100mm/min。
3)加工竖向槽。在数控龙门铣床上选择直角铣头接立铣刀,采用玉米铣刀粗铣竖向槽,粗铣的具体参数为:玉米铣刀的直径为φ40mm,转速为300~340r/min,进给率为290~310mm/min,单面余量为1mm。粗铣完成后,采用棒铣刀精铣竖向槽完成竖向槽的精铣加工,精铣的具体参数为:棒铣刀的直径为φ40mm,转速为110~130r/min,进给率为 70~90mm/min。
4)加工横向槽。完成竖向槽的精铣后,采用硬质合金T型槽铣刀粗铣横向槽,粗铣的具体参数为:铣刀为φ63×10mm,转速为 290~310r/min,进给率为 90~110mm/min。粗铣完成后,采用三面刃铣刀精铣T型槽,精铣的具体参数为:三面刃铣刀为 φ80×10mm,转速为 390~410r/min,进给率为110~130mm/min。精铣完成后,将平旋盘安装在直角铣头上,将镗刀杆安装在平旋盘上,并将镗刀杆调至横向槽的中心处,将专用镗刀安装在镗刀杆上,粗镗横向槽。粗镗的具体参数为:平旋盘转速为28~32r/min,进给率为28~32mm/min。精镗横向槽,精镗的具体参数:平旋盘转速为 23~27r/min,进给率为 32~37mm/min,精镗完成后横向槽与竖向槽相连通,形成T型槽,进而完成上下半合缸后无错牙的T型槽加工。
3 结语
本文所述工艺方法具有以下效果:1)加工出的T型槽精度高,避免了T型槽无法进行直接加工的问题;2)保证了汽缸上下半对称性,避免了立式加工时大小半问题的产生;3)水平装夹加工与安装调试和工作时的状态相一致,可以避免加工过程中不必要的重力变形,保证了加工精度。
经实践证明,本文所提供方法是实现某型汽轮机喷嘴室特殊结构T型槽加工的有效方法。
[1] 翦天聪.汽轮机原理[M].北京:水利电力出版社,1992.
[2] 西安电力学校.汽轮机[M].北京:电力工业出版社,1981.