控制超高强度钢零件电镀渗氢,预防氢脆发生的方法
2015-02-18李博
李 博
(中航飞机起落架有限责任公司 燎原分公司,陕西 汉中 723200)
控制超高强度钢零件电镀渗氢,预防氢脆发生的方法
李博
(中航飞机起落架有限责任公司 燎原分公司,陕西 汉中 723200)
摘要:超高强度钢是一种综合性能优良的结构材料,氢脆敏感性高。零件的电镀过程极易发生渗氢,可导致氢脆延迟性断裂,引发事故。对电镀过程渗氢的主要环节(前处理、电镀过程及后处理等)进行分析、研究,总结出了控制渗氢,防止氢脆发生的实用、有效方法;对氢脆试验方法作了简要介绍。
关键词:高强度钢;电镀;渗氢;氢脆;控制;方法
氢脆是一种由于氢渗入金属内部导致损伤,从而使金属材料在低于材料屈服强度的静应力作用下发生延迟断裂的现象[1]。氢脆一旦产生,就无法消除,所以重在预防、控制。研究表明,高强度钢发生氢脆断裂需同时满足3个条件:1)具有相当高的强度水平;2)含氢超过某一最低值,且氢能通过钢自由扩散;3)承受超过某一最低值的静载荷应力[2]。从材料本身的性能来看,强度越高,氢脆敏感性越大,发生氢脆的可能性越大。本文结合解决某型起落架300M钢活塞杆镀镉钛后花盘发生氢脆性开裂(见图1)问题,对超高强度钢零件电镀过程渗氢的主要环节进行分析,提出切实可行的控制方法,防止了氢脆的发生,保证了零件的电镀质量。
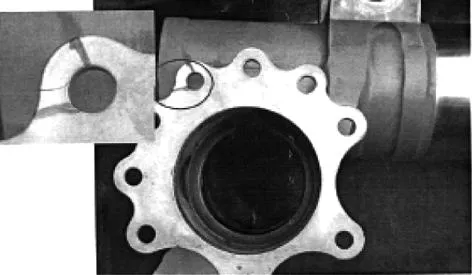
图1 花盘孔氢脆性开裂
1电镀渗氢的主要环节
某型起落架300M钢活塞杆采用的电镀工艺为镀硬铬和镀镉钛。工艺流程为:镀前验收→消除应力→除油→吹砂→水洗→装挂和保护→除油→水洗→镀硬铬→除氢→装挂和保护→除油→酸腐蚀→水洗→镀镉钛→除氢→活化→水洗→出光→水洗→钝化。
1.1镀前处理
镀前处理一般包括消除应力、吹砂、除油和酸腐蚀(活化)等工序,但只有除油和酸腐蚀可能发生渗氢。
1)除油。常用有机溶剂除油、蒸汽除油、化学除油和电化学除油。有机溶剂除油、蒸汽除油和化学除油渗氢量较少。电化学除油主要依靠阴、阳两极发生的电化学反应,阴极析出氢,阳极析出氧。阴极除油效率高,气泡小,数量多,镀件容易渗氢;阳极除油效率低,气泡大,数量少,但镀件不容易渗氢。
2)酸腐蚀。酸腐蚀是去除零件表面氧化物及部分油污,提高镀层结合力的主要手段。酸腐蚀时常伴随Fe+2H+= Fe2++H2↑反应发生,它是高强度钢零件电镀渗氢的主要环节。
1.2电镀过程
电镀时零件为阴极,发生主反应 Mn++ne→M,同时一定伴随副反应 H++e→H,H+H→H2↑或(H3O)++e→H+H2O的发生,因此氢的渗入是不可避免的。
1)镀液体系。在不同性质的槽液中电镀,零件的渗氢程度不同。一般而言,溶液的 pH值越小,含氢离子越多,零件越易渗氢。另外,生产实践表明,有机杂质对松孔镀镉、镀镉钛槽液的氢脆性影响较大。
2)添加剂。同一种镀液使用不同的添加剂,渗氢量也是不同的。某些添加剂的中心原子有未共用的电子对,能与酸性溶液中的质子H+配位,形成带正电的阳离子。这种阳离子被吸附在金属表面的阴极区,阻止溶液中氢离子进一步接近阴极金属,提高了氢离子放电的活化能,减少了氢离子与电子结合成原子氢的机会,使渗透到金属中的氢原子减少,从而改善了镀层的氢脆性。这类添加剂主要是杂环类、醛类及酮类等有机物。
3)工艺参数。电镀的工艺参数主要包括电流密度、温度和时间。在相同的电镀溶液中,电流密度越大越有利于氢离子得电子,导致渗氢量增加;但大电流密度会促使零件表面快速生成一薄层疏松多孔的镀层,有利于氢的析出。电镀一般随着槽液温度的升高,析氢量减少,电流效率降低,阴极附近氢离子形成阻挡层所需要的时间就越长,渗入基体的氢原子就越多。电镀时间越长,渗氢量越大。
4)镀层厚度。镀层越厚电镀所需的时间就越长,副反应产生的氢离子越多,越易渗氢;同时镀层越厚,越不利于渗入氢的逸出。
1.3后处理
后处理一般包括除氢、钝化等工序。除氢是通过加温将渗入到零件基体或镀层中的氢原子驱散出去,进而减少氢原子结合成氢分子的机会,达到控制渗氢的目的。钝化及钝化的前处理活化、出光工序均在酸性溶液中进行,渗氢不可避免。
1.4镀层返修
镀层返修中的补镀或退除镀层重新电镀会产生渗氢现象。
2控制电镀过程渗氢,预防氢脆的做法
2.1前处理
1)消除应力。为减少超高强度钢零件在机械加工、磨削、冷成形和冷矫正等工序产生的残余应力,并防止镀覆时开裂,镀覆前均要求消除应力,温度为190±10 ℃,时间≥4 h。
2)除油。对超高强度钢零件不允许阴极电化学除油,可选用有机溶剂除油、蒸汽除油和化学除油加阳极电化学除油的方式进行。生产中,一般选用大电流密度及时间≤5 min的电化学除油,效果最佳。
3)酸腐蚀。超高强度钢零件不允许用强酸溶液进行表面活化、清理,表面氧化皮的清理一般采用喷砂方法。若要进行酸腐蚀,一般采用弱酸溶液或在稀强酸溶液中添加缓蚀剂形成的混合溶液,并且严格控制腐蚀时间。
2.2电镀过程
1)镀液体系。对超高强度钢的防护选用低氢脆镀层镀液体系。例如:镀镉钛(镀层含钛量为0.1%~0.7%)代替普通镀镉,能使引起氢脆的初生氢大大减少;松孔镉代替普通镀镉,其镀层多孔,有利于氢的逸出。另外,控制镀液pH值(例如,镀镉钛溶液pH控制为6~7),加强槽液维护,定期过滤槽液,滤除混入的有机杂质,均能预防氢脆的发生。
2)添加剂。根据镀液的不同,有针对性的选择杂环类、醛类及酮类等有机物添加剂,可有效控制零件电镀时的渗氢。
3)工艺参数。同一种镀液体系,选用不同的工艺参数得到的镀层性质也不同。例如,在组分为氰化钠、氧化镉和碳酸钠的镀镉溶液中,在17~33 ℃的温度下,电流密度为6.5~8.5 A/dm2时,电镀即为低氢脆镉,电流密度为1.5~2 A/dm2时,电镀却为普通镉。另外,在电镀开始时,采用正常电流密度的1.5~2倍的大电流冲击电镀30~90 s,有利于在阴极表面迅速形成覆盖层,能有效阻止氢原子的渗透。
4)镀层厚度。在满足图样或数模要求的情况下,电镀时严格控制镀层厚度,一般不允许加大电镀。
2.3后处理及返修
1)除氢。超高强度钢电镀后应尽快除氢,因为镀层中的氢向钢基体内扩散聚集的数量随时间的延长而增加,导致引起氢脆的危险性增大[3]。电镀距除氢的时间间隔越短越好,最长≤4 h。超高强度钢零件镀铬、镀镉钛后除氢要求温度为190±10 ℃,时间≥12 h。
2)返修。对不合格镀层需要退除返修时,应先除氢,退除后再除氢,并严格限制返修≤3次。
3控制氢脆的试验方法
生产上控制氢脆的试验方法有缺口拉伸试验和测氢仪法。
1)缺口拉伸试验。选用符合HB 5067.1要求的试样(见图2),材料为300M钢,数量为4根;对电镀后的缺口拉伸试样加载200 h,检查其是否断裂,判断氢脆性是否合格。优点:准确性高;缺点:周期较长,及时性差。

图2 缺口拉力试棒
2) 测氢仪法。测氢仪是一种测量电镀时氢的吸收量和镀层的氢渗透性的仪器,在2 h内就能断定槽液氢脆性是否合格,电镀产品是否可接受。优点是周期短,及时性好;缺点是准确性差。
当上述两种试验方法发生冲突时,以缺口拉伸试验方法为准。
4结语
综上所述,可以得出以下结论。
1)电镀过程中零件的渗氢是不可避免的,但通过控制前处理、优选槽液、优化工艺参数、严格除氢及加强槽液维护等方法的实施,能够达到控制的目的。
2)控制超高强度钢零件电镀过程渗氢是从源头上预防零件服役过程中发生氢脆性断裂、引发事故的最直接和最根本的方法。
3)控制氢脆的试验方法简便、易行。生产中若能付诸实施,对预防氢脆的发生定能起到积极的作用。
参考文献
[1] 宣晓东.高强度钢的表面防护及氢脆问题[J].电镀与精饰,1998,20 (3):27-29.
[2] 徐德明,刘颖.金属腐蚀与防护标准手册[M].北京:中国环境科学出版社,1996.
[3] 商红武,安茂忠,杨培霞.电镀过程中氢脆的产生及其抑制措施[J].电镀与涂饰,2008,27(12):4-7.

责任编辑彭光宇
Method for Controlling Electroplating Absorption Hydrogen of Ultrahigh-strength
Steels to Prevent Hydrogen Embrittlement
LI Bo
(AVIC Landing Gear Advanced Manufacturing Corp.Ltd., Liaoyuan Division, Hanzhong 723200, China)
Abstract:Ultrahigh-strength steel is a kind of structural material of premium properties, and its sensitivity of hydrogen embrittlement is high. The electroplating process of the part is very easy to cause absorption hydrogen, and it may result in hydrogen embrittlement delay fracture in use with accident. By analyzing and researching main factor-preprocessing affected absorption hydrogen of electroplating process, electroplating process, and postplating etc, summarize a practical and valid method that controls absorption hydrogen of electroplating process to prevent hydrogen embrittlement. Make a brief introduction to test method for hydrogen embrittlement.
Key words:ultrahigh-strength steels,electroplating,absorption hydrogen,hydrogen embrittlement,controlling,methods
收稿日期:2015-01-16
作者简介:李博(1969-),男,高级工程师,主要从事飞机起落架表面处理工艺等方面的研究。
中图分类号:TQ 153.11
文献标志码:B
