基于边频带分析的齿轮故障诊断研究
2015-02-13吴吉瑞
汪 超,吴吉瑞,张 键
(武汉工程职业技术学院机电工程学院,湖北武汉430080)
基于边频带分析的齿轮故障诊断研究
汪 超,吴吉瑞,张 键
(武汉工程职业技术学院机电工程学院,湖北武汉430080)
齿轮啮合时边频率带携有大量的有效信息。齿轮点蚀时边频带阶数少而集中在啮合频率及其谐频的两侧,左右基本对称;出现裂纹时啮合频率两侧边频对应幅值明显不对称,且两侧幅值变化较大;齿端折断时一阶啮合频率两侧有少量的边频带且两侧不对称,一侧边频幅值是另一侧边频幅值的2~3倍;轮齿折断时伴有啮合频率的高次谐波成分,且两侧有边频现象,啮合频率左侧高次边频幅值升高,啮合频率右侧2次边频幅值升高,一般会超过啮合频率处的幅值。边频分析的结果与拆箱检查情况基本吻合,验证边频分析的可靠性。
边频带;齿轮;点蚀;裂纹;折断
0 引言
齿轮传动系统是一个弹性的机械系统,由于结构和运动关系的原因,存在着运动和力的非平稳性。当齿轮副只有一个啮合点时,随着啮合点沿啮合线移动,被动轮的角速度存在波动;当有两个啮合点时,因为只能有一个角速度,因而在啮合的轮齿上产生弹性变形,这个弹性变形力随啮合点的位置、轮齿的刚度以及啮合的进入和脱开而变化,是一个随时间变化的力。齿轮传动系统的啮合振动是不可避免的,振动的频率就是啮合频率。由于传递的扭矩也随着啮合而改变,它作用到转轴上,使转轴发生扭振。而转轴上由于键槽等非均布结构的存在,轴的各向刚度不同,刚度变动的周期与轴的周转时间一致,激发的扭振振幅也就按转轴的转频变动。这个扭振对齿轮的啮合振动产生了调制作用,从而在齿轮啮合频率的两边产生出以轴频为间隔的边频带[1][2][3][4]。
边频带也是齿轮振动的特征频率,啮合的异常状况反映到边频带,造成边频带的分布和形态都发生改变。齿轮啮合时边频率带携有大量的有效信息,包含了齿轮故障的丰富信息。要提取边频带信息,在频谱分析时必须有足够高的频率分辨率。当边频带谱线的间隔小于频率分辨率时,会阻碍边频带的分析,必要时应对感兴趣的频段进行频率细化分析(ZOOM分析),以准确测定边频带间隔。一般可从两个方面进行边频带分析,其一是利用边频带的频率对称性,找出 (n=1、2、3… )的频率关系,确定是否为一组边频带(若是一组边频带,则可知道啮合频率fz和调制信号频率fr);其二是比较各次测量中边频带幅值的变化趋势[3][5]。
1 齿轮发生点蚀时边频带的分析研究
从图1某单位第23架锥箱输入端水平测点可以看出,在12月1日23:00所测到的频谱图中,在频域中的Z5/Z6齿轮啮合频率(1651 Hz)处出现等间隔为45.8 Hz的边频,此间隔频率与(Ⅱ/Ⅲ)轴转频45.776 Hz接近,初步判断锥箱(Ⅱ/Ⅲ)轴上齿轮可能存在故障隐患。齿轮的点蚀在频谱图上形成边频带,其边频阶数比较少且集中在啮合频率及其谐频的两侧。经过ZOOM分析,在啮合频率两侧均出现3次边频,左右基本对称,这是明显的齿轮发生点蚀的征兆。后期检修中发现Z5齿轮表面有明显的点蚀痕迹。

图1 某单位第23架锥箱输入端水平测点细化幅值谱
2 齿轮出现裂纹时边频带的分析研究

图2 某单位第23架齿轮箱垂直测点细化幅值谱
从图2中可以看出,在3169.922 Hz处幅值为15.661 m/s2,在其两侧伴有边频带,边频间隔为70.3 Hz,与锥箱II轴转频接近,说明第23架锥箱II轴上齿轮有故障隐患。从边频带分析,啮合频率两侧边频对应幅值明显不对称,而且两侧幅值变化较大,推断可能是II轴上齿轮有裂纹。厂方对精轧机第23架拆箱检查,发现锥箱II轴上齿数为31的齿轮有裂纹(如图8所示),立即进行了更换,啮合频率处幅值及边频值迅速下降,恢复到正常范围,产品的质量达到正常值。

图2 齿轮裂纹
3 齿轮发生齿端折断时边频带的分析研究
由图3的频域信号可见,某单位精轧机第22架辊箱的Z5/Z6啮合频率(1142.578 Hz)幅值在9月18日为5.647m/s2,与9月14日相比幅值有近3倍多的上升,并且其两侧有少量的边频带,间隔为35.383 Hz,啮合频率的右侧一次边频对应幅值明显高于左侧一次边频对应的幅值,即一次边频左右不对称,与锥箱II轴的转频(36.85 Hz)基本一致,可以推断II轴上齿轮Z5有故障,由于边频率带少且两侧不对称,啮合频率的幅值增大3倍以上,齿轮啮合时振动加剧,有较明显的冲击现象,故推断有齿端折断现象。

图3 某单位精轧机第22架辊箱齿轮啮合频率

表1 边频带细化后的啮合频率与轴频[3]
在啮合频率其及谐频两侧产生一系列边频带,其特点是边频带阶数少而谱线分散,由于高阶边频的互相叠加而使边频族形状各异。严重的局部故障还会使旋转频率及其谐波成分增高。边频带中出现的轴频,即旋转频率所在的轴上的齿轮出现故障。

图4 齿端折断
拆箱检查后发现II轴上齿轮Z出现齿端折断,如图4所示。
齿端发生折断时,主要表现在啮合频率处的振动幅值急剧上升,两侧边频不对称,且有高次谐波处振幅上升现象。
4 齿轮发生折断时边频带的分析研究
从图5某单位第27架齿轮箱输入水平测点波形细化幅值谱可看出现Z5/Z6啮合频率(约为215 Hz)的幅值为1.237 m/s2,并伴有高次谐波成分,且两侧有边频现象见特征频率表2。在啮合频率的左右两侧出现了5次边频,啮合频率左侧1~3次边频幅值基本不变,4、5次边频幅值升高,而啮合频率右侧边频幅值升高,特别是2次边频幅值达到2,超过啮合频率处振动的幅值,反映出在此处啮合时有特别明显的冲击,推断是出现齿轮折断现象。齿轮折断与齿端折断的区别在于后者的边频振动幅值不会超过啮合频率时振动幅值,且冲击现象较低。

图5 某单位第27架齿轮箱输入水平测点波形细化幅值谱
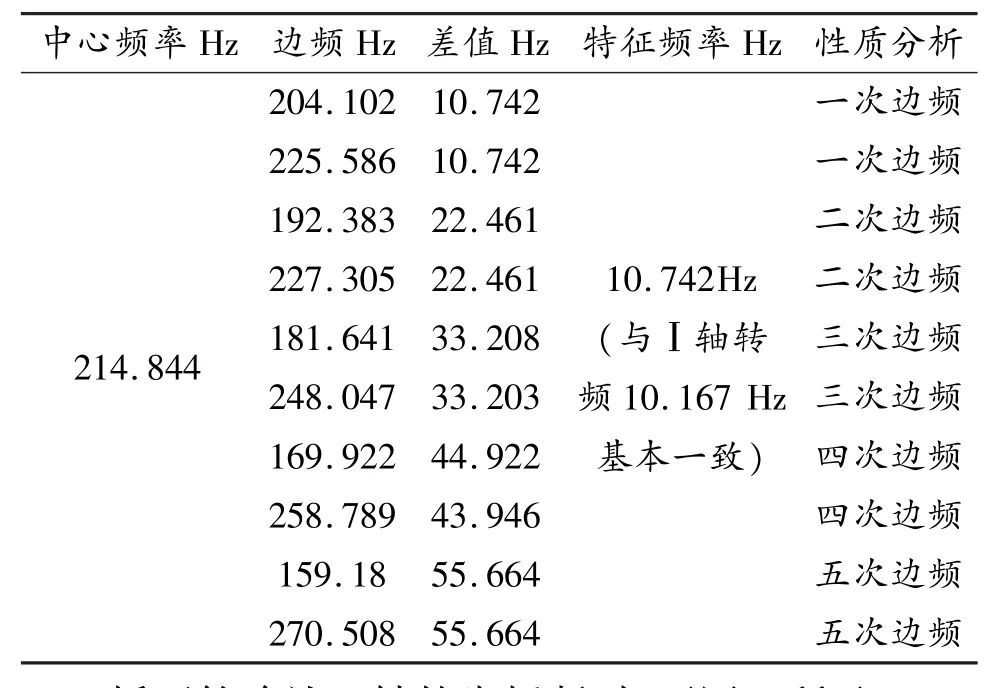
表2 特征频率细化
拆开箱确认一轴轮齿折断,如下图6所示。

图6 轮齿折断
5 结语
根据边频带呈现的形式和间隔,齿轮出现裂纹时啮合频率两侧边频对应幅值明显不对称,且两侧幅值变化较大;齿轮点蚀时边频带阶数少而集中在啮合频率及其谐频的两侧,左右基本对称;齿端折断时一阶啮合频率两侧有少量的边频带且两侧不对称,一侧边频幅值是另一侧边频幅值的2~3倍;轮齿折断时伴有啮合频率的高次谐波成分,且两侧有边频现象,啮合频率左侧高次边频幅值升高,啮合频率右侧2次边频幅值升高,一般会超过啮合频率处的幅值。通过对齿轮啮合频率处边频带的分析,可以对故障齿轮所在的轴作出正确判定,对检修工作具有实际指导意义。
[1]陈长征,胡立新,等.设备振动分析与故障诊断技术[M〛.北京:科学出版社,2007:70⁃76.
[2]盛兆顺,尹琦岭.设备状态监测与故障诊断技术及应用[M〛.北京:化学工业出版社,2003:82⁃84.
[3]张 键.机械故障诊断技术 [M〛.北京:机械工业出版社,2010:153⁃162.
[4]肖 强,李学仁,杜 军.滚动轴承振动相图的特征提取及在故障诊断中的应用[J〛.轴承,2012,395(10):34⁃37.
[5]汪 超,张 键.高线轧机增速箱振动的故障诊断[J〛.武汉工程职业技术学院学报,2012,26(4):26⁃27.
Study on Gear Fault Diagnosis Based on Sideband Analysis
WANG Chao,WU Ji⁃rui,ZHANG Jian
(Dept.of Mechanical and Electrical Engineering,Wuhan Engineering Institute,Wuhan 430080,China)
When the gearmeshes,sideband conveys lots of useful information.When the gear appears pitting,sideband degree is less and focuses on both sides of themeshing frequency and its harmonic frequency with basic symmetry.When the crackles appear,themeshing frequency on both sides of the corresponding amplitude frequency is obviously asymmetric.When the tooth end breaks,first degreemeshing frequency has little sideband on both sides with asymmetry,and side frequency amplitude of one side is two or three times of the other.Side frequency analysis is in agreement with the unpacking inspection to verify the reliability of side fre⁃quency.
sideband;gear;pitting;crackle;breakage
TH132.4
A
2095⁃8153(2015)03⁃0107⁃03
2015⁃05⁃07
汪 超(1973-),男,武汉工程职业技术学院机电工程学院副院长,副教授,硕士,研究方向:机电设备故障诊断和机械设计及理论。
