影响砂轮切削性能的原因及改善途径
2015-02-06张新国
张新国,王 滨
影响砂轮切削性能的原因及改善途径
张新国1,王 滨2
(1.哈尔滨轴承集团公司,黑龙江 哈尔滨150036;2.哈尔滨轴承集团公司 技术中心,黑龙江 哈尔滨150036)
根据磨削加工中砂轮的形貌特征、切削机理及状态变化, 分析了砂轮钝化的原因,提出了改善砂轮磨削性能与加工效率的措施。
工件材料;砂轮钝化;磨削性能;工艺参数
1 前言
在轴承套圈磨削加工过程中,所加工工件金属表面材料被去除,脱落的金属对砂轮的孔隙产生堵塞,使参与切削部分的磨粒产生钝化现象,特别是加工不锈钢、耐热钢(8Cr4Mo4V、G13Cr4Mo4Ni4V)材料时,由于材料韧性比较大,易出现砂轮急剧堵塞,从而导致砂轮急剧钝化,使零件加工效率及质量下降,砂轮寿命缩短。为了避免砂轮过早钝化,需要对砂轮钝化的原因、机理进行有效的分析。
2 砂轮钝化的产生机理
砂轮的钝化是磨削加工不可避免的现象,无论工艺参数选择得如何合理,要完全防止钝化几乎是不可能的,只是通过工艺参数控制、砂轮特性的选择、改善加工条件等方法能够使钝化程度有所减轻。影响砂轮钝化的主要因素是被加工材料的性能(抗拉强度、硬度、热导率等)、砂轮特性、工艺参数及磨削液的正确使用等。不同的工件材料、加工条件、工艺参数等外在因素所造成的砂轮钝化状态是不同的,砂轮磨削加工过程中的堵塞是造成砂轮钝化的主要原因之一。磨屑嵌塞在砂轮工作面空隙处的堵塞状态称为嵌入型堵塞,磨屑熔结在磨粒及结合剂上的堵塞称为粘着型堵塞。砂轮工作面及空隙处,既有嵌入型堵塞又有粘着型堵塞,这种堵塞状态称为混合型堵塞。
通常用同一砂轮磨削不同材料时,砂轮的磨削性能和寿命是不一样的。用白刚玉砂轮分别对退火GCr15钢、淬火GCr15钢、8Cr4Mo4V钢、不锈钢进行磨削时,通过高倍电子显微镜观察不同材质磨削后砂轮表面形貌,可以看出不同的工件材料对砂轮堵塞状态的影响相差较大。磨退火GCr15钢时,主要是长磨屑嵌塞在砂轮较大的气孔内;磨削淬火GCr15钢时,砂轮工作面上全部空隙几乎都嵌入了细磨屑,使磨粒的锋刃因被包裹住而变短,很快失去切削性能而钝化。有些磨屑熔结在部分磨粒和结合剂上,形成嵌入型堵塞造成砂轮钝化。在磨削8Cr4Mo4V钢时,在高倍电子显微镜观察下可以看到磨屑熔结在部分磨粒和结合剂上,其表面有清晰的磨削挤压过的痕迹,磨粒尖峰和空隙处都粘有磨屑,主要是粘着型堵塞和嵌入型堵塞的混合型堵塞。在粗进給磨削过程中,由于磨削速度较大,粘着型堵塞是磨屑在高温下很快地黏附在磨粒的尖峰上,随着这种黏附物迅速发展、长大,使工作磨粒、结合剂以及空隙处的表面都被黏附物封包起来造成砂轮钝化,此时磨削条件迅速恶化,磨削力和磨削热急剧增大,在砂轮磨削表面产生了较厚的变质层,使残留拉应力增大,磨除工件材料的体积变小,同时加大了砂轮磨损,使砂轮耐用度降低、消耗的磨削功率增大、工件加工表面产生烧伤的几率增大,磨削效率明显下降。当磨削继续进行,磨削力大到一定程度时,粘着的磨屑与磨粒一起脱落,露出了新的磨粒,切削性能开始进入最佳状态。随着磨削继续进行,而黏附又在新的磨粒上开始,使得磨粒的切削刃被磨屑重新包裹住。此种情况周而复始地产生,使得砂轮产生周期性的钝化。随着粗进給结束,精进给开始。由于进给速度下降,磨粒的磨损和黏着程度急剧下降,使砂轮的切削性能明显改善,降低了由于粗进给速度较大而产生的磨粒快速钝化现象。用白刚玉砂轮磨削不锈钢材料(如1Cr18Ni9Ti)时,同样会出现磨屑急剧黏附磨粒的现象,在高倍电子显微镜下观察,清除磨粒黏附物后磨粒表面残留有较为明显的化学反应痕迹,虽然磨粒仍然保持有凸起的锋刃,但经过这种化学反应的磨粒出现了许多皱折、微孔及残留物,几乎丧失了切削性能。之所以造成磨削不锈钢、耐热钢等材料容易对砂轮产生粘着型堵塞,主要原因是由于钢中的元素(如Ti)与白刚玉中的Al2O3在高温下发生了化学反应:3Ti+2Al2O3→3TiO2+4Al,形成了钛氧化合物和一部分Al,这种化学反应过程产生的氧化物黏附在磨粒表面,同时钛的氧化物和Al2O3在高温、高压下产生粘合,提高了对砂轮黏附的可靠性。由于以上原因,不锈钢材料(如1Cr18Ni9Ti)在磨削时,砂粒与磨屑之间极易产生化学粘合现象,当磨粒锋刃被黏附层包住后大大降低了磨削能力,磨削实际是在黏附的磨屑与工件表面间的滑动和挤压过程中进行的,造成磨削热急剧增加,在高温、高压、大摩擦力共同作用下,产生磨屑之间的压焊过程,形成粘着型堵塞,砂轮很快钝化。
3 砂轮磨削试验分析
在对三点接触球轴承套圈沟道磨削加工过程中,分别采用白刚玉砂轮和单晶刚玉、微晶刚玉砂轮加工试验,对套圈沟道表面变质层深度、表面残余应力进行检测对比。
检测轴承零件的材料为8Cr4Mo4V;变质层检测采用的仪器为VMH-I04型显微硬度计,应力测试仪器为X-350A型X射线应力测定仪。
3.1白刚玉砂轮磨削试验分析
采用白刚玉砂轮进行沟道磨削加工时,被磨削表面状态检测如下。
(1)套圈磨削表面应力
套圈磨削表面残余应力的测试结果见表1。
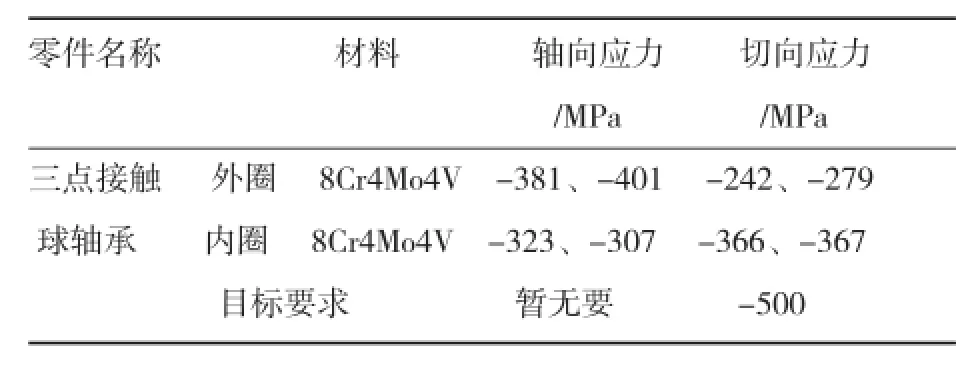
表1 套圈磨削表面残余应力测试结果
(2)磨削表面变质层的深度和硬度
轴承零件工作表面变质层的深度和硬度降测试结果见表 2。

表2 轴承零件磨削表面变质层测量结果
3.2单晶刚玉、微晶刚玉砂轮磨削试验分析
采用单晶刚玉、微晶刚玉砂轮进行沟道磨削加工时,被磨削表面状态检测如下。
(1)套圈磨削表面应力
套圈磨削表面残余应力的测试结果见表 3。
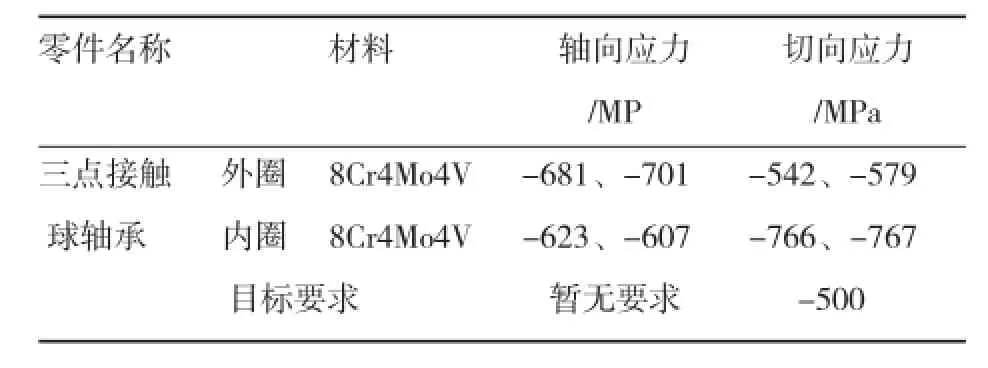
表3 套圈磨削表面残余应力测试结果
(2)磨削表面变质层
轴承零件磨削表面变质层的深度和硬度降测试结果见表 4。
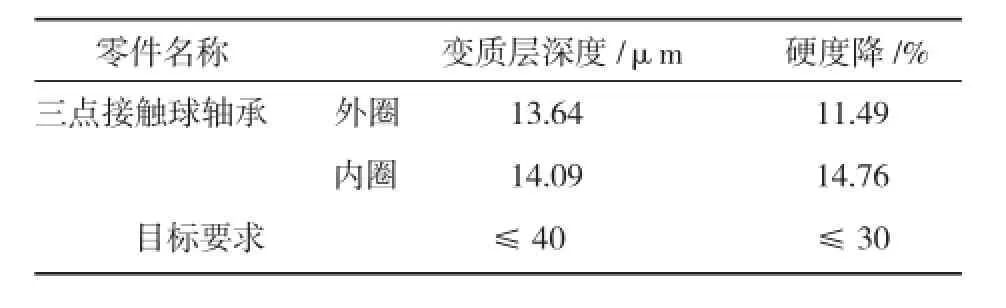
表4 轴承零件磨削表面变质层测量结果
从检测结果可以看出,采用单晶刚玉、微晶刚玉砂轮磨削的加工表面,无论是套圈加工表面的残余应力还是变质层深度所达到的数值,都好于采用白刚玉砂轮磨削的表面质量。其主要原因就是前面所分析的磨削过程中白刚玉砂轮比较容易产生粘着型堵塞和嵌入型堵塞,使磨刃钝化,造成砂轮对工件加工表面的挤压和强烈的摩擦,从而产生较大的磨削热,影响了被磨削表面的加工质量。
4 影响砂轮切削性能的因素及改善途径
首先,不同的工件材料要选择不同的磨料种类。磨削GCr15钢时,选用价格便宜、切削性能较好的白刚玉、棕刚玉磨料,能够有效提高生产效率,降低加工成本;磨削8Cr4Mo4V、G13Cr4Mo4Ni4V钢时,选用多角多棱单晶体、切削能力强的单晶刚玉磨料以及晶体尺寸小(0.28mm左右)、强度高、具有良好自锐性的微晶刚玉磨料,能够明显减少采用白刚玉砂轮所出现的堵塞现象,提高加工效率。
其次,磨料粒度的大小对砂轮磨削性能有较大影响,一般情况下细粒度砂轮比粗粒度砂轮容易产生堵塞现象。因为粒度小砂轮空隙容积小、切刃数增加、切屑数量多、体积小,加之磨削温度升高等原因,使砂轮空隙内、磨粒和结合剂上的切屑及熔结物数量较多,形成砂轮堵塞。另外,砂轮硬度及组织对磨削性能影响也较大,砂轮越硬,堵塞量越大,一般情况下砂轮硬度采用D(超软)~Q(中硬)等级段。同时,砂轮组织越密,参与工作的磨粒数越多,切削刃间距离越短,越容易堵塞。在磨削易产生堵塞的加工材料(如8Cr4Mo4V、G13Cr4Mo4Ni4V钢、不锈钢等)时,一般选用7~8级组织大气孔砂轮,磨削效果较好。
除砂轮本身特性外,工艺参数对砂轮磨削性能也有明显影响。在磨削8Cr4Mo4V、G13Cr4Mo4Ni4V钢、不锈钢时,砂轮线速度提高后使磨粒的切削次数和磨削热增加,使砂轮堵塞增加,但是当砂轮线速度提高到50m/s时,由于单位时间内参与切削的磨粒数明显增多,磨粒上承受的切削负荷减少,每个磨粒的切削能力可相对地延长,砂轮的堵塞反而明显下降。其次,砂轮修整速度对砂轮磨削性能也有明显影响。砂轮修整是为了去除钝化的磨粒,露出新的磨粒和空隙。砂轮随着修整频率和修整速度的提高,其磨削性能相应提高,因为提高修整频率可以及时去除钝化的磨粒,露出锋利的刃口。同时对砂轮修整的速度快慢也是改善切削性能的有效手段,砂轮修整速度越低,砂轮参与磨削的工作面越平坦,单位面积内有效磨刃数增加,切屑数量增多,容易对砂轮造成堵塞。当修整速度高时,砂轮参与磨削的工作面变粗,有效磨粒数减少,在砂轮表面形成凹陷部分增多,切屑易被冲掉,熔结物易脱落,因此在能够满足加工质量要求的前提下,为减少砂轮堵塞,尽量提高砂轮修整速度。另外,工件线速度及磨削液的选择对磨削性能也有较大影响,工件线速度提高,磨粒切入深度就会变浅,切削截面积变小,相当于砂轮变硬,砂轮堵塞量就会增加,工件磨削表面出现因磨不下去材料产生振动而形成棱波形象。同时,磨削液的选择对磨削性能影响更为明显,通用的乳化液是由矿物油和油性添加剂稀释后呈水包油乳白色,它具有较好的润滑、防锈功能,但冷却效果差,在磨削过程中由于剧烈摩擦产生的高温容易造成工件与砂轮间的黏附磨损,使砂轮钝化,磨削性能下降。与乳化液相比,化学合成液浸润性能及冷却性能较好。在对8Cr4Mo4V、G13Cr4Mo4Ni4V钢磨削加工中采用马斯特315化学合成冷却液,对磨削表面变质层及表面应力控制取得了良好的效果。因此选择能够改善砂轮磨削性能的磨削液是提高磨削质量的重要因素。
5 结束语
通过对砂轮钝化过程的分析,明确了影响砂轮切削性能的内在原因之一是磨削过程中砂轮的堵塞,使砂轮钝化。通过采取减少砂轮堵塞的措施,减轻了砂轮的钝化,改善砂轮的磨削性能,提高生产效率及工件加工质量。
(编辑:钟 媛)
Reasons of affecting cutting performance of grinding wheel and improving way
Zhang Xinguo1,Wang Bin2
(1.Harbin Bearing Group Corporation,Harbin 150036,China;2.Technical Center, Harbin Bearing Group Corporation,Harbin 150036,China)
According to the characteristics of morphology, grinding wheel cutting mechanism and change of state, the reason of passivation was analyzed, and the improvement measures of grinding performance and machining effciency for grinding wheel were put forward.
part material; grinding wheel passivation; cutting performance; technology parameter
TG 580.63
B
1672-4852(2015)01-0016-03
2015-02-10.
张新国(1960 -),男,工程师.
