激光的加工参数对凹坑的形貌及性能的影响
2015-02-05张海峰宋玉梅
张海峰,宋玉梅
(长春大学机械与车辆工程学院,长春130022)
0 引言
随着工业的发展,激光加工技术在工业领域得到了广泛的应用。激光织构技术(Laser-texture)是近年出现的一种新型的表面改性技术。这种技术可在材料表面微小区域内聚焦较高的能量,形成极快的加热、熔化(汽化)和凝固过程,从而改变材料表面的形态及性能[1-3]。
M2高速钢具有高硬度、高强度和高耐磨性,而且在高温下还有较好的红硬性,在工业领域常应用于高温摩擦磨损工作环境中。由于科技的发展对高速钢的表面耐磨性要求越来越高,许多学者在强化高速钢表面的耐磨性上做了许多的工作[4-6]。其中利用激光加工技术在材料表面加工出不同形态的表面结构来改善表面的性能,正在逐步引起重视。吉林大学采用模仿生物的表面形态,合理设计不同仿生耦元的尺寸、分布和形态,提高了耐磨性[7]、材料的强度[8]和热疲劳性[9]等。对凸包形、凹坑形、波纹型及鳞片形的仿生耦元的耐磨性测试表明,凹坑形的仿生耦元的耐磨性较好[10]。在近年来的研究中,凹坑形表面形貌对M2高速钢的表面改性的研究还较少。本文主要探讨激光织构技术在M2高速钢表面的凹坑加工过程中,激光的主要参数对凹坑的形貌及周围金属组织及硬度的影响。

图1 M 2高速钢显微形貌
1 实验材料与研究方法
实验选用的材料为M2(W6Mo5Cr4V2)高速钢,化学成分如表1,图1为其显微组织照片,常温下其硬度为65HRC。用线切割把M2高速钢切成厚度为6mm的试样,应用砂纸打磨并抛光后,用无水乙醇及丙酮超声波清洗。应用型号为JHM-1GXY-500B的激光器对材料的表面加工处理;应用型号为:Wyko NT9100的表面形貌仪对处理过的表面形貌进行检测并记录;应用型号为:HXD-1000TM/LCD的显微硬度计对加工出的凹坑周围材料硬度测量;应用ZEISS显微镜(Axio.Imager.A2m)对凹坑周围金属组织观察。

表1 M 2高速钢的化学成分
2 结果与讨论
2.1 激光汽化和熔凝对凹坑周围组织的影响
在特定激光参数下(表2),用激光器在M2高速钢表面加工出凹坑形貌。图2为加工后,经4%硝酸酒精腐蚀之后的组织形貌。由图2可见,凹坑形貌的周围形成了白色的亮环,此白色圆环区域为熔凝区,圆环状的熔凝区内部为汽化区。在激光加工时,把激光的焦点放置于M2高速钢的表面(离焦量为0mm),激光的全部能量都集中在这一区域。这一区域的温度被迅速提高,达到并超过了M2高速钢的汽化点,区域的中心部位的物质被汽化掉,形成了凹坑形貌,即汽化区的形成。由于热的传导,汽化区域周围的金属会形成一定的温度梯度。在超过熔化温度,但没有达到汽化温度的区域就形成了熔化区域,激光加工的延时结束后,这个区域迅速冷却、凝固,即熔凝区的形成。图3为凹坑形貌边缘的组织形貌。由图3可知,凹坑边缘的组织形貌由熔凝区和热影响区组成。热影响区外侧为基体组织,基体组织上分着白色的不规则的亮点,这些亮点为不同元素形成的碳化物。亮白色区域为熔凝区,熔凝区与基体的最大不同就是这个区域原有的碳化物被全部溶解了。熔凝区呈现亮白色的,反映了熔凝区的金属组织在经历了快速的熔化和凝固后,新形成的金属组织的耐蚀性大大提高了。熔凝区的边缘为热影响区,由图3可见,热影响区耐蚀性较差,形成了黑色的腐蚀坑。热影响区的温度没有达到M2高速钢的熔化温度,但是达到了相变的温度,这个区域的金属组织发生了金相的改变。
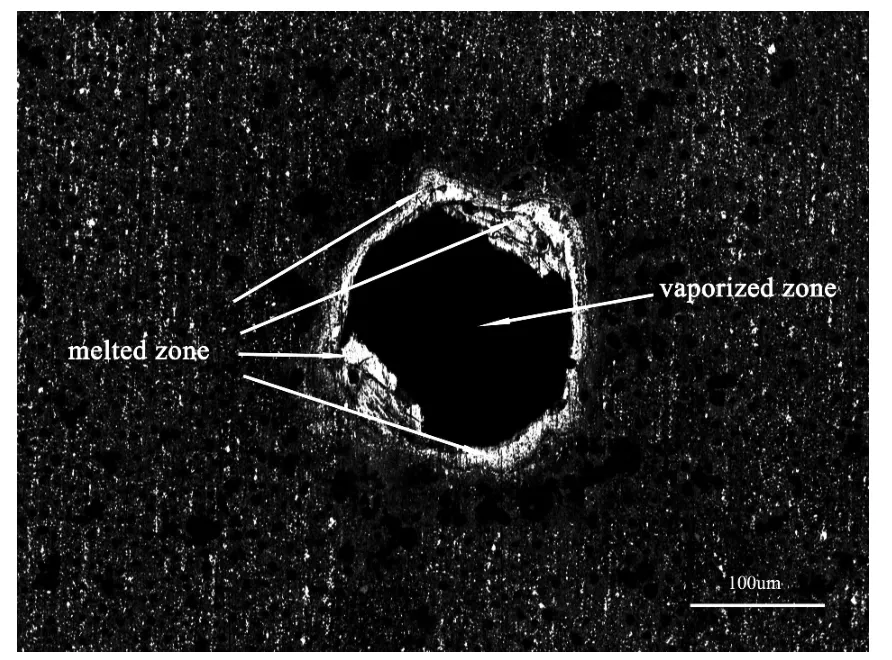
图2 激光加工的凹坑显微形貌

图3 凹坑边缘金属组织形貌

表2 激光加工参数
2.2 激光加工对凹坑周围硬度的影响

图4 凹坑边缘显微硬度分布曲线
图4显示了激光加工的凹坑边缘的硬度曲线。由图4b可见,硬度的测量由熔凝区的边缘向基体间隔一定距离测量的。由图4a可知,在熔凝区,显微硬度不但没有升高,反而较基体下降了。虽然在快速的熔凝过程中形成了细小的晶粒及马氏体组织,能够提高硬度及强度,但是由于碳化物完全被溶解了,形成了网状碳化物,这是硬度下降的主要原因。在热影响区基体没有熔化,碳化物没有溶解,但是温度已经达到了相变点,在温度快速的升高和降低的过程中,热影响区经历了一个淬火的过程,形成了残余奥氏体和马氏体,这是热影响区硬度提高的主要原因。
2.3 激光参数的变化对凹坑形状的影响
在激光加工过程中,不同的电流参数,会对加工出的凹坑形状产生影响。在其它参数不变的情况下,设计了四种不同的电流参数(150A、200A、250A、300A),对比研究四种凹坑的形状变化,如图5所示。
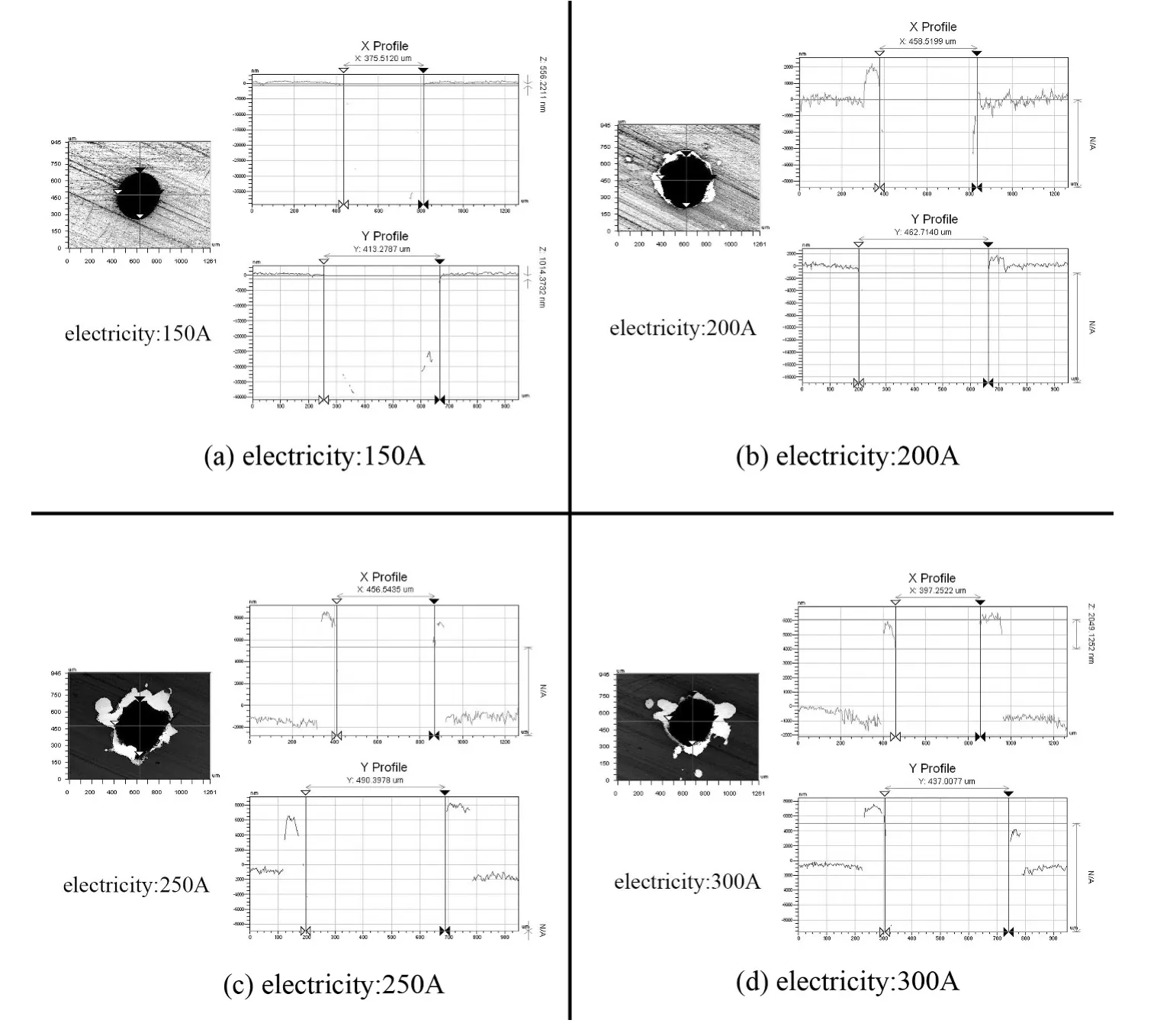
图5 凹坑的表面形貌:(a)电流150A;(b)电流200A;(c)电流250A;(d)电流300A
图5a显示了电流为150A时的凹坑表面形貌。凹坑的直径为375.5um-413.2um,凹坑周围区域平整,未见熔凝金属出现。电流增加到200A时(图5b),凹坑的直径为:458.5um-462.7um,凹坑周围有明显的熔凝区出现,且可见点状熔凝物在基体上出现。这说明随着电流的增大,能量相应增强,激光加工时汽化区域周围温度升高,形成了熔凝区,且出现了飞溅的物质。电流增大到250A时,凹坑的直径为:456.5um-490.4um,凹坑周围的熔凝区域呈现不规则形状,说明了在加工时凹坑的汽化和周围组织熔凝的过程更加剧烈。电流增大到300A时,凹坑的直径为:397.25um-437um,与图1a、b、c比较,凹坑的直径有所减小。在图中观察,凹坑周围的熔凝区更加不规则,且出现的飞溅物质增多。这说明了电流的增加使得加工时更加剧烈,但是与凹坑直径的大小为非线性关系。
3 结语
1)观察了激光在M2高速钢表面加工凹坑的周围金相组织的变化,出现了汽化区、熔凝区及热影响区。熔凝区与基体的最大区别在于碳化物全部溶解。
2)测量了熔凝区、热影响区及基体的显微硬度。熔凝区由于碳化物的溶解,显微硬度下降。热影响区由于相变,使得显微硬度升高。
3)观察并测量了不同电流参数时,凹坑表面形貌的变化。随着电流的增加,凹坑的直径有所增加,但是到300A时由于反映剧烈,直径减小了。说明了电流的增加与凹坑直径的大小为非线性关系。
[1] Etsion I.Improving Tribological Performance of Mechanical Components by Laser Surface Texturing[J].Tribology Letters,2004(17):733-737.
[2] Wu Z,Deng J,Xing Y,Cheng H,Zhao J.Effectof surface texturing on friction propertiesofWC/Co cemented carbide[J].Materials& Design,2012(41):142-149.
[3] Amanov A,Tsuboi R,Oe H,Sasaki S.The influence of bulges produced by laser surface texturing on the sliding friction and wear behavior[J].Tribology International,2013(60):216-23.
[4] 李生志,李玉海,许婷婷.高速钢 M2强流脉冲电子束表面改性研究[J].表面技术,2009(38):24-26.
[5] 曹怀华,陈传忠,孙毅,等.W18Cr4V钢表面激光熔覆TIC-Co金属陶瓷[J].应用激光,1999(19):103-106.
[6] Benyounis KY,Fakron OM,Abboud JH.Rapid solidification of M2 high-speed steel by lasermelting[J].Materials& Design,2009(30):674-678.
[7] Zhou H,Zhang P,Sun N,Wang C-t,Lin P-y,Ren L-q.Wear properties of compactgraphite cast iron with bionic units processed by deep laser claddingWC[J].Applied Surface Science,2010(256):6413-6419.
[8] Wang C,Zhou H,Zhang Z,Zhao Y,Cong D,Meng C,etal.Mechanical property of a low carbon steelwith biomimetic units in different shapes[J].Optics & Laser Technology,2013(47):114-20.
[9] Meng C,Zhou H,Zhou Y,Gao M,Tong X,Cong D,etal.Influence of different temperatureson the thermal fatigue behavior and thermal stability of hot-work tool steel processed by a biomimetic couple laser technique[J].Optics & Laser Technology,2014(57):57-65.
[10] 王再宙,王忠良,张春香,等.仿生非光滑表面磨损机理的试验研究[J].材料科学与工艺,2006(14):275-278.