自动换刀装置用圆柱分度凸轮CAD/CAM技术的研究
2015-01-27窦胜林崔昭霞程海鹰
刘 江,杨 涛,窦胜林,崔昭霞,程海鹰
(1.内蒙古工业大学,内蒙古 呼和浩特 010051;2.呼和浩特众环(集团)有限责任公司,内蒙古 呼和浩特 010010)
0 引言
根据《国家中长期科学和技术发展规划纲要(2006~2020 年)》的有关要求,国家确立了“高档数控机床与基础制造装备”科技重大专项,支持企业、科研院所、大专院校开发数控机床关键技术和专用装备。自动换刀装置作为数控机床的关键部件,也是规划中所列的重要研究开发对象。
自动换刀装置是专门为大中型加工中型配套,是实现刀具储备及自动交换的重要功能部件。在现有自动换刀装置当中,凸轮式自动换刀装置以其结构简单紧凑,故障率较低、维修维护方便等特点在加工中心中应用越来越广泛[1]。空间凸轮机构是凸轮式自动换挡装置的核心机构,圆柱分度凸轮其关键零件。由于圆柱分度凸轮是不可展曲面,其制造精度和表面粗糙度要求高,设计制造复杂,对此国内外对于圆柱分度凸轮的设计、制造进行了较深入的研究,如徐瑞霞[2]、赵雪松[3]、杨涛[4]等人对圆柱分度凸轮的工作轮廓的获得方法和建模方法进行了研究;尹明富[5]、窦湘屏[6]、关天富[7]对圆柱分度凸轮设的加工方法、加工设备的选择等进行了分析,为了适应圆柱分度凸轮的加工,将三轴数控铣床改造成圆柱分度凸轮专业加工设备,生产准备时间较长。以上研究没有把圆柱分度凸轮的设计和制造作为一个整体进行分析研究,使圆柱分度凸轮的设计与制造脱节;加工采用专用设备,不利于生产活动的组织,也不利于生产效率的提高。
基于上述原因,本文以呼和浩特众环集团刀库事业部研制的20 工位自动换刀装置用圆柱分度凸轮为例,研究基于通用数控机床的圆柱分度凸轮CAD/CAM 的方法。
1 圆柱分度凸轮的设计
1.1 圆柱分度凸轮坐标系的建立
圆柱分度凸轮机构主要由圆柱分度凸轮、从动转盘和均匀的安装到转盘圆周方向的滚子轴承组成。滚子轴承轴线与转盘轴线平行,凸轮与转盘两轴线垂直交错。工作中,圆柱分度凸轮为主动件做匀速转动,带动从动转盘实现间歇式转动,凸轮每转一圈,实现一次换刀。为使换刀过程平稳、无冲击,自动换刀装置使用的圆柱分度凸轮的分度器转角选择的较大,一般为240°,转盘分度期的运动规律常选择改进正弦加速度、改进梯形加速度等。
为获取圆柱分度凸轮工作轮廓的离散坐标值,需利用包络曲面的共轭原理,建立四套参考坐标系,分别为与机架相连的定坐标系O0x0y0z0,与机架相连的辅助定坐标系O'0x'0y'0z'0,与圆柱分度凸轮相连的动坐标系O1x1y1z1及与转盘相连的动坐标系O2x2y2z2[8],建立方法见图1 所示。

图1 圆柱分度凸轮机构的坐标系Fig.1 The coordinate of cylindrical indexing cam mechanism
1.2 圆柱分度凸轮轮廓方程
圆柱分度凸轮工作轮廓是空间不可展曲面,很难用二维图绘制,依据图1 建立的坐标系,得出转盘滚子圆柱面在动坐标系O2x2y2z2中的方程式为:

凸轮与滚子的共轭接触方程式为:

凸轮工作轮廓在动坐标系O1x1y1z1中的方程式为:

圆柱分度凸轮工作轮廓三维坐标是这三组非线性方程的联立求解,既得出圆柱分度凸轮工作轮廓在动坐标系中的三维坐标值。
2 软件的设计
利用VB6.0 编制圆柱分度凸轮计算软件,获得圆柱分度凸轮的工作轮廓三维坐标值,编制软件的程序算法流程图如图2 所示。软件包括凸轮机构参数计算、计算凸轮工作轮廓数据,输出圆柱分度凸轮的工程图三部分功能。凸轮机构参数计算时,需先输入凸轮机构的基本参数,如凸轮转速、凸轮分度器转角、转盘分度期的运动规律、中心距等,如20 工位自动换刀装置选用型号为G11V200S-M20 的减速电机驱动凸轮转动,转速为70.5r/min,转盘分度期的运动规律为改进正弦加速度,中心距为150mm,具体需要输入的基本参数如图3 所示;输出凸轮工作轮廓数据的文件格式为*.pts,此文件格式可直接输入到Pro/E 中。
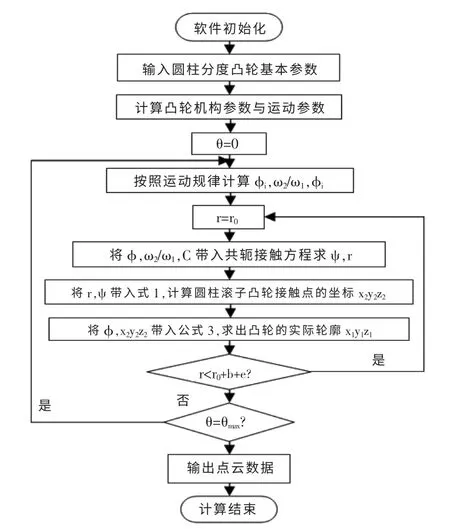
图2 计算软件算法流程图Fig.2 The algorithm flow chart of software

图3 圆柱分度凸轮设计软件界面Fig.3 The software interface of cylindrical indexing cam
3 圆柱分度凸轮模型的建立
以圆柱分度凸轮设计软件输出的点云数据建立基准点,以基准点构建基准线,以基准线构建圆柱分度凸轮的左右工作轮廓曲面,进而构建圆柱分度凸轮的模型。以Pro/E 为建模软件,新建一个实体零件,选择系统默认坐标系为参考坐标系,选择“偏离坐标系方式”批量建立基准点,将凸轮计算软件的点云数据导入到Pro/E软件中,建立圆柱分度凸轮工作轮廓内侧与外侧的离散等间距基准点;点击“基准曲线”按钮,利用新建的基准点,构建出四条基准曲线,里侧的基准曲线即为圆柱分度凸轮工作轮廓内侧的轮廓线,外侧的轮廓线即为凸轮外侧的轮廓线;选择边界混合命令,利用凸轮的内外轮廓线,建立凸轮的轮廓曲面,轮廓曲面如图4 所示。
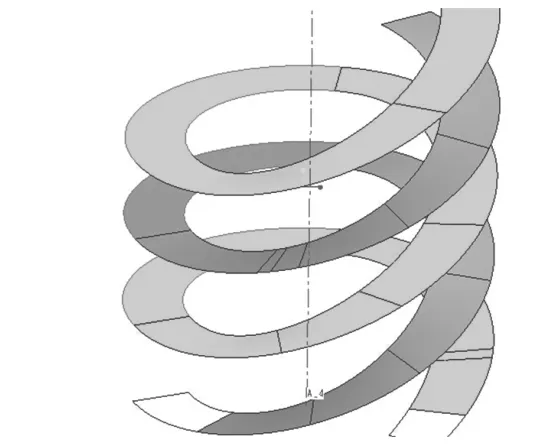
图4 圆柱分度凸轮工作轮廓外形图Fig.4 The outline surface of cylindrical indexing cam
4 圆柱分度凸轮CAM 分析及加工仿真
4.1 圆柱分度凸轮加工工艺分析
圆柱分度凸轮在进行铣削加工前,已进行车削加工,外圆、中心孔与键槽的精加工都已完成,圆柱分度凸轮轮廓槽的粗加工、半精加工与精加工都在铣削加工中心上完成,选用的CAM 软件为PowerMill,其具有丰富的五轴加工策略。将在Pro/E 中建立的模型输入到PowerMill 软件当中,设定圆柱分度凸轮的毛坯,新建用于粗加工、半精加工与精加工的立铣刀,利用SWARF加工策略产生加工刀路。SWARF 加工策略是利用立铣刀的侧刃对被加工零件的曲面轮廓进行加工的多轴加工策略,其既可以应用于精加工也可以应用于粗加工。利用SWARF 加工策略进行粗加工时,需在多重切削下,选择刀路产生方式为偏置向下,即先从圆柱分度凸轮的外表面产生刀路,然互向内表面偏置下切深度产生里侧的刀路,按照表1 中走刀次数与下切深度设置最大下切深度和最大下切次数,并为半精加工和精加工留出加工余量。在半精加工和精加工时需要将多重切削功能关闭,此时SWARF 加工策略会自动根据加工的圆柱分度凸轮工作轮廓的宽度检测下切深度,产生加工刀路。
4.2 加工设备的选择与加工仿真
根据产生的圆柱分度凸轮的刀路,在加工圆柱分度凸轮时,刀具在工件坐标系的X、Y、Z 都有运动,也有绕圆柱分度凸轮轴线的旋转和摆动,所以加工应选用具有3 根线性轴和两根旋转轴的五轴联动机床,如五轴联动的车铣复合加工中心或者五轴联动数控铣削中心都可以进行加工。本文以德国德玛吉公司生产型号为DMU nomoblock 100 的五轴联动万能数控铣削中心作为仿真机床,对圆柱分度凸轮进行仿真加工,粗加工、半精加工与精加工的所用时间为30min,仿真加工得到的圆柱分度凸轮加工模型如图5 所示。

图5 圆柱分度凸轮仿真加工模型图Fig.5 The manufacture simulation models of cylindrical Indexing cam
5 结论
本研究利用包络曲面的坐标系变换和共轭原理,得出了圆柱分度凸轮轮廓数据的获取方法,并利用编程软件VB6.0,设计了圆柱分度凸轮工作轮廓数据的计算软件,可以实现圆柱分度凸轮机构参数的计算及工作轮廓点云数据的输出;将点云数据输入到CAD 软件中,构建圆柱分度凸轮的模型,利用PowerMill 中的SWARF 加工策略产生了圆柱分度凸轮的粗加工、半精加工和精加工的加工刀路,并利用通用的五轴数控机床模型对圆柱分度凸轮进行了仿真加工,证实了利用圆柱分度凸轮计算软件、通用的CAD/CAM 软件及通用的数控机床设计加工自动换刀装置用圆柱分度凸轮的方法是可行的、高效的。
[1]王卫兵,董燕,胡志新.圆柱分度凸轮的精确建模与数控编程[J].组合机床与自动化加工技术,2010,10.
[2]徐瑞霞,黄克正,李新强.针对空间凸轮工作廓面的间接建模方法[J].机械设计,2006,2.
[3]赵雪松,高洪.空间圆柱凸轮轮廓曲面的计算机生成方法[J].机械传动,2008,3.
[4]杨涛,张丹丹,李伟.自动换刀装置凸轮机构的设计及实体建模[J].机械设计与制造,2011,1.
[5]尹明富,赵镇宏.圆柱分度凸轮单侧面加工原理及刀位控制方法研究[J].机械传动,2004,3.
[6]窦湘屏,袁光明,刘磊.五轴联动加工中心加工弧面凸轮[J].机械制造与自动化,2010,6.
[7]关天富. 圆柱凸轮的批量数控加工[J].长春理工大学学报(综合版),2006,3.
[8]成大先. 机械设计手册(第五版):机构[M].机械工业出版社,2010.
