太阳能硅片电解磨削多线切割远程监控系统的设计
2015-01-23鲍官培
张 霞,汪 炜,鲍官培,章 恺
(南京航空航天大学机电学院,江苏南京210016)
硅片切割作为晶体硅太阳能电池生产过程中的一道重要工序,其加工质量对太阳能电池的性能具有重要影响。太阳能硅片电解磨削多线切割技术是一种新型的太阳能硅片加工方法,其原理见图1。与现有多线切割的不同在于硅锭(阳极)和切割线(阴极)之间添加了外加直流电场,利用切削液的弱导电性,产生阳极钝化或腐蚀的电化学作用,在机械磨削的基础上复合了电解加工,从而具有切割效率高、表面完整性好等优点[1-3]。

图1 电解磨削多线切割加工方法原理图
目前,国内大部分切片企业的生产数据仍经工作人员记录、制表后,再提交给生产管理部门。这种方式不仅时效性差,且不利于数据的长久保存。为解决该问题,本文设计了一种硅片电解磨削多线切割加工的远程监控系统,实现对硅片切割生产过程的实时性、连续性监测,以期提高企业生产管理效率和增强市场竞争力。
1 系统功能分析与设计
现有企业生产管理的主要问题是硅片切割生产过程相对独立,生产数据和设备运行状态无法被管理部门及时获取。针对电解磨削多线切割技术的工艺特点和设备改造要求,系统需满足以下功能:
(1)设计一种具备远程通讯功能的电解磨削多线切割加工电源,以满足硅片电解磨削多线切割技术工艺要求。
(2)实时监控车间现场的加工过程,采集硅片切割过程、机床运行状态等生产数据,实现数据的存档和历史调用。
(3)根据生产调度计划,相关人员可远程监测设备运行状态,针对生产过程中的信息变化,可及时调整加工参数。
(4)从现场设备层到企业管理层,实现对硅片切割生产车间的信息共享与互联。
基于此,本设计以PLC为硅片电解磨削多线切割电解加工电源的控制器,采用C/S为主、B/S为辅的混合式软件架构,使用Visual C#、PHP语言搭建远程监控管理平台。如图2所示,根据各模块功能的不同,监控系统可分为现场设备访问单元(PLC)、系统服务器及系统客户端等三大模块。PLC负责工作现场的数据采集、执行来自上位机的指令及故障诊断与报警等。系统服务器是整个系统的通讯枢纽并提供数据服务,从逻辑上主要包括用户服务器和数据库服务器[4],从结构上主要包括用于C/S架构的数据通讯服务器和用于B/S架构的web服务器。客户端所要读取的查询结果也由数据库中心返回。

2 电解加工电源的设计
2.1 电解磨削多线切割加工对电源的设计要求
电解加工电源是电解加工设备的重要组成部分,其输出波形、电压大小和稳压精度等都会直接影响电解加工的阳极腐蚀(或钝化)过程,从而影响电解加工的精度、稳定性及经济性[5]。
根据电源输出波形的不同,电解加工可分为直流电解加工和脉冲电解加工两大类。相对于直流电解加工,脉冲电解加工在工艺稳定性、零件精度和表面质量等方面的优势更突出[6-7],故本设计的电解磨削多线切割加工电源所采用的输出方式为脉冲输出。此外,根据电解磨削多线切割加工工艺需求,电解加工电源还需满足以下条件:
(1)太阳能级硅锭(阳极)属于半导体材料,与金属材料相比,其电化学反应过程不同,故对电解磨削多线切割电源的要求也不同。除了具备良好的稳压稳流性能之外,还有其他特殊要求。此处不再赘述。
(2)硅片切割设备属于大型精密半导体加工设备,因此,该电源要求操作方便、运行可靠,且具备必要的保护电路,如过载与短路故障检测、快速切断等。
因可编程控制器(PLC)具有可靠性高、抗干扰能力强、编程及安装方便等特点,故本系统选用PLC作为电解脉冲电源的控制器。
2.2 PLC模块程序设计
根据系统的监控功能设计要求及电解脉冲加工电源的功能要求,下位机PLC软件控制程序可分为三大功能模块,分别为:数据采集模块、电解过程控制模块及与上位机PC的以太网通信模块(图3)。

图3 PLC功能模块设计
(1)数据采集模块
实时采集电解磨削多线切割加工过程中的机床工作状态及电解工艺参数。其中,电解工艺参数主要包括电解电流、电解脉冲电源输出电压等。
(2)电解过程控制模块
首先,PLC需根据机床工作状态及用户要求控制电解脉冲电源的脉冲输出;其次,因电解液浓度是电解加工质量的重要因素[8],故PLC需根据电解电流大小等限制条件来控制复合工作液的添加,以保证电解电流的稳定性;此外,当加工异常时,PLC需能根据检测到的数据信息及时进行故障诊断与故障处理。
(3)以太网通信模块
3 系统上位机软件设计与实现
本系统采用了一种以C/S架构为主、B/S架构为辅的混合式结构体系,既保留了C/S系统响应速度快、稳定性高的优点,又综合了B/S架构系统的跨平台特性,增加了系统的实用性和可靠性。
3.1 系统软件架构设计
相对应的,上位机的监控系统可分为两个主要模块:一是基于工业以太网的、车间本地的现场监控系统,其客户端为C/S客户端,用户主要为车间现场的工作人员;另一个是基于web的切片信息查询系统,其客户端为B/S客户端,用户主要为企业管理人员。
基于C/S架构的车间现场监控系统是整个远程监控系统的主要组成部分,担任着数据管理、生产过程监测和远程设备控制等任务。本设计选用Microsoft SQL Server数据库操作系统作为该模块的数据库管理平台,使用Visual C#编程语言实现该模块上位机PC和下位机PLC的信息交互及C/S客户端界面设计。
作为整个监控系统主结构的补充模块,基于B/S架构的web端车间生产信息查询系统是系统功能的扩展,其主要作用是方便在生产现场之外的企业管理人员查看生产车间的运行情况。本设计使用了主机屋的云虚拟主机作为网站车间生产信息查询系统的web服务器,并以MySQL作为数据库管理系统,采用PHP等编程语言实现动态网站的开发。
3.2 基于Visual C#的PC与PLC以太网通信的实现
为保证车间本地服务器PC和下位机PLC之间的高效率通信,设备访问程序通过Socket编程实现。Socket也称作“套接字”,是Windows基于ISO模型的网络连接规范,它是应用程序和网络之间的标准接口[8]。考虑到系统的实时性、灵活性等要求,本系统使用了基于流套接字的异步通信实现并发服务机制;设计时,上位机PC设为服务器,下位机PLC作为各客户端。
Microsoft.Net Framework为需访问Internet的应用程序提供了分层的、可扩展的网络服务,程序开发时调用相应的Socket类即可。对于服务器端程序,使用Visual C#实现Socket异步通信的流程见图4[9]。
再次,要提升翻译教材质量,课本是学习的基础,而且中国学生有一定的盲信课本的缺点呢,因此,面对琳琅满目的教材,如何选择极其重要。这就需要广大编者,出版社,教师从实际问题出发,具体问题具体分析。切实根据翻译专业培养目标和学科特点,选择适合的教材。
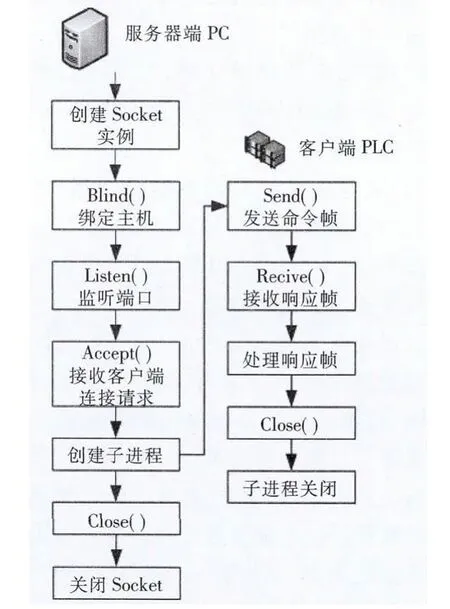
图4 流套接字的异步Socket通信流程
3.3 系统C/S客户端软件设计
监控系统的C/S客户端是系统与车间管理用户的主要交互平台,其界面采用Winform窗体应用程序。通过对太阳能硅片电解磨削多线切割生产过程的监控需求分析,系统客户端主要设有系统设置、数据管理、远程监控及异常警报等功能,具体功能模块设计见图5。
(1)系统设置
用户可根据实际生产需求设置远程数据更新时间间隔、电解电流工作区间等控制参数。其中,系统安全设置主要用于用户信息及其操作权限管理等。
(2)数据管理
拥有相关操作权限的用户可通过系统客户端实现对生产管理信息的添加、删除及修改等操作。其中,生产管理信息主要包括两方面:一是指包含机床编号、型号和分布区域等情况的机床管理信息;二是指包含员工编号、联系方式和管理权限等描述的用户信息。
(3)远程监控
一方面,用户可通过动态趋势图或报表等方式查看硅片切割车间各个设备的实时或历史工作数据;另一方面,用户还可通过客户端实现对机床设备的远程操作控制,如电解脉冲电源的通断、复合工作液的添加等。
(4)异常警报
当远程设备工作异常,接收到来自下位机PLC的故障报警时,系统会以自动弹出对话框和邮件的方式提醒相关设备管理人员。在此基础上,系统还会对故障信息进行存档、统计和对比,为以后改善工艺参数作参考,以达到提高直通率及生产效率的目的。
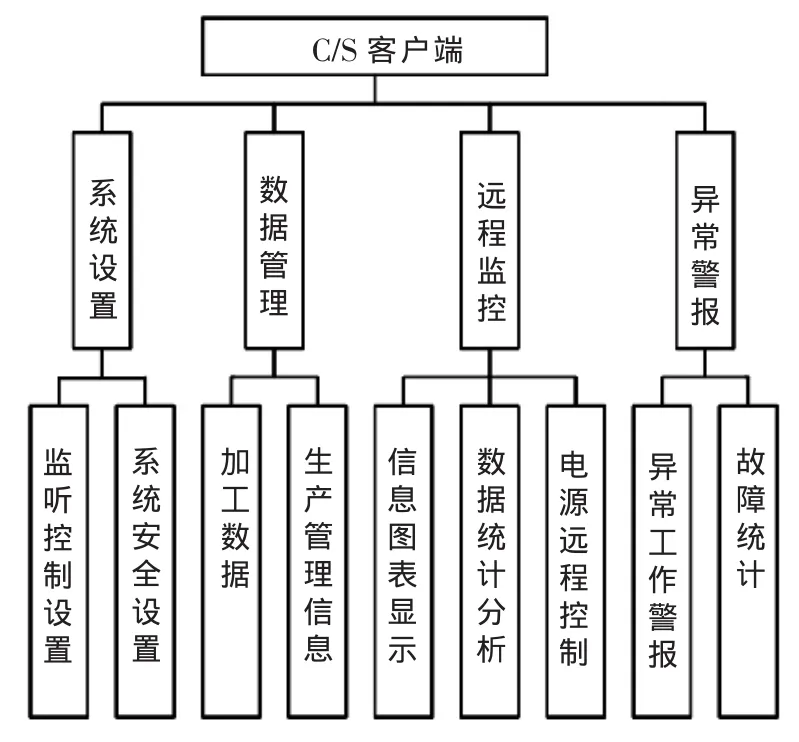
图5 客户端功能模块图
3.4 基于web的信息查询系统设计
为弥补C/S架构监控系统只能在局域网内部使用的局限性,系统中添加了基于web的信息查询系统模块。作为系统的补充扩展,该模块主要实现以下功能:
(1)使用 JavaScript Object Notation(JSON)数据传输格式,实现车间现场监控系统与基于web的信息查询系统之间的信息交互。
(2)利用IE浏览器等,用户便可登录系统网站,经身份验证后即可查看切片车间的加工数据,如设备运行状态、电解过程工艺及故障信息等。
4 系统测试
为验证该远程监控系统的实际工作效果,课题组选用美国HCT B5多线切割系统进行技术改造,在某切片企业的现场做了长时间的生产测试 (图6)。测试结果表明该系统运行安全稳定,可大大降低车间工作人员的劳动强度,提高企业的工作效率和管理质量。目前,该成果正在开展行业推广,进一步拓展系统功能的空间很大。

图6 系统实地测试车间环境
5 结语
根据现阶段太阳能硅片切割精益化生产管理的需求,针对太阳能硅片电解磨削多线切割工艺特点,本文设计了一种基于C/S+B/S混合架构的切片生产监控系统。该系统将PLC与工业以太网技术相融合,实现了整个切片过程的连续、实时监控,并在实际生产中进行了长时间验证,且使用方便可靠,对同类监控系统的设计与实现有重要的参考价值。
[1] 汪炜,刘正埙.硅片的磨削/电解复合多线切割加工方法:中国,ZL201010141727.3[P].2011-08-11.
[2] Wang Wei,Liu Zhengxun,Zhang Wei,et al.Abrasive electrochemical multi-wire slicing of solar silicon ingots into wafers[J].CIRP Annals-Manufacturing Technology,2011,60(1):255-258.
[3] Chen C C A,Chao P H.Surface texture analysis of fixed and free abrasive machining of silicon substrates for solar cells[J].Advanced Materials Research,2010,126:177-180.
[4] 韩思亮,汤建新,马皓.PLC远程监控与故障诊断系统设计与实现[J].工业仪表与自动化装置,2005(1):23-26.
[5] 陈柱春,张永俊,许志永.电解加工电源的发展与应用[J].机电工程技术,2007,36(6):13-16.
[6] 朱荻.国外电解加工的研究进展 [J].电加工与模具,2000(1):11-15.
[7] 王文焕,张之敬,唐兴伦.电解加工电源的发展及特点[J].现代机械,2004(1):54-57.
[8] 张允刚,刘常春,刘伟,等.基于Socket和多线程的远程监控系统[J].控制工程,2006,13(2):175-177.
[9] 王建玲,王亚慧,田乐.基于无线传感器网络的Socket通信研究[J].传感器与微系统,2014,33(2):39-42.
