基于应变设计的X80螺旋埋弧焊管
2015-01-22编译
孙 宏 编译
(渤海装备华油钢管公司,河北 青县 062658)
对于穿越永久冻土和不连续冻土区域的管道,需要特别关注冻胀和融沉可能会施加给管道的应力和应变。另外,地震和地质灾害等也会造成过量塑性变形并引发管道灾难性事故。北美的陆上管道已经开始启用基于应变设计。我国从西气东输二线开始在地震和地质断层区已经采用了基于应变的管线设计方法。除了周向载荷外,基于应变设计还必须考虑钢管运动所造成的纵向应力。
管线钢具有较高的强度、塑性和韧性,但纵向应变量一般较小。连续加工硬化会导致应变的非均匀分布,同样环焊缝和相关联的热影响区的应变也会有所变化,因为这些区域的延性和韧性会小于管体。此外,为了保持钢管周围的永冻层,管道的运行温度将低于0℃并考虑-20℃的设计。对于基于应变设计的管道,国内外已经做了大量的工作,开发并应用了大量的抗大变形钢管,但基本上均为直缝钢管。本研究应用基于应变设计的X80螺旋焊管,研究内容为:①纵向拉伸性能特性;②通过夏比冲击试验和CTOD试验测定热影响区的性能;③通过弧形宽板试验评估钢管的缺陷容量;④评估现场焊接工艺对环焊缝热影响区(HAZ)性能的影响。
1 试验材料与方法
1.1 试验材料
对于钢管管体和焊接热影响区的低温断裂韧性要求,为了获得细小的针状显微组织,基于应变设计的X80钢采取了低碳(w(C)≤0.06%),Ti-Nb微合金化的设计方案,主要化学成分见表1。利用Ti和Nb来实现得到细小的扁平奥氏体组织,在加速冷却后转变为针状铁素体组织,Mn和Mo能促进组织从奥氏体转变为针状组织,如图1所示。通过提高钢的洁净度,尽可能减少夹杂物来提高钢的韧性。严格控制Ti和N的含量以减少对断裂韧性有害的TiN,这就需要研究特殊的熔炼工艺,将w(N)降到0.006%以下。

表1 试验钢的化学成分 %
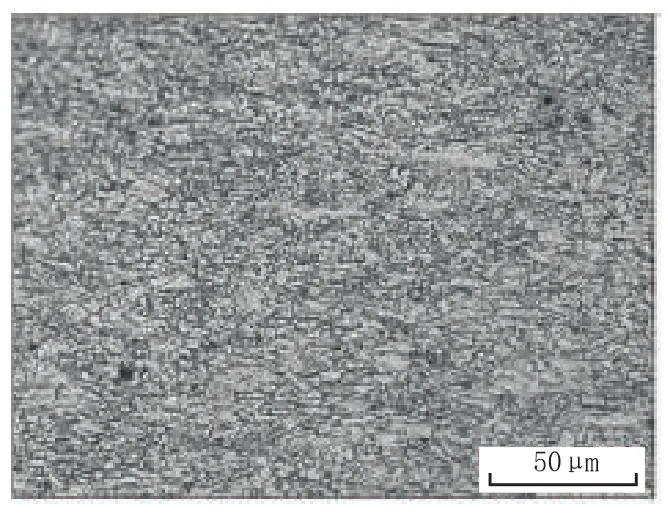
图1 试验用X80管线钢的显微组织
1.2 钢管生产
钢管的制造采用螺旋成型工艺,制管后为了研究钢管环氧涂覆时热循环对钢管性能的影响,对整根钢管进行涂敷工艺中的感应加热,加热温度为240℃,将钢管在不超过100 s的时间内均匀加热到峰值温度后立即开始空冷。
为评价现场焊接性,在埃德蒙顿的RMS进行了GMAW环缝焊接。环焊缝采用了两种焊接工艺,即双焊炬焊接和改进的单焊炬焊接。所有试验用钢管均经过了涂敷热循环,后期少量的环焊试验由休斯敦的CRC-EVANS公司完成。
1.3 材料评价
由于采用压平板状试样测得的结果一般低于钢管的实际强度,因此,采用了CSA Z245《钢管规范》规定的12.7 mm圆棒拉伸试样。试样尽可能靠近钢管的内表面,从而使拉伸圆棒试样可以涵盖钢管表面和中心的组织。纵向性能评价采用的是全壁厚板状拉伸试样。断裂韧性通过钢管的夏比冲击试验和落锤撕裂试验评价。
对螺旋焊缝和现场GMAW焊缝进行了评价。包括硬度试验和使用取自焊缝中心(纵向)的直径5 mm的圆棒拉伸试样对焊缝拉伸性能进行了评价。同时,还进行了全壁厚焊缝横向拉伸试验。
通过-20℃夏比冲击试验对焊缝和热影响区(HAZ)的断裂韧性进行评价,缺口位于焊缝中心、熔合线以及距熔合线1 mm和3 mm处。在-20℃进行了CTOD试验,试样缺口位于焊缝的中心线以及熔合线和钢管壁厚中心交叉点。所有的CTOD试验均由在休斯顿的鲍迪克检测实验室进行,采用宽厚比为2的试样进行检测。-20℃的弧形宽板(CWP)试验在比利时根特大学进行,试样缺口位于熔合线,缺口尺寸为3 mm×50 mm。
2 试验结果
2.1 钢管性能
2.1.1 拉伸性能
优化了化学成分和轧制工艺的X80螺旋焊管的典型拉伸性能见表2。对于焊后状态,管体纵向屈服强度比横向约大40 MPa。

表2 X80螺旋焊管管体的拉伸性能
2.1.2 夏比冲击性能
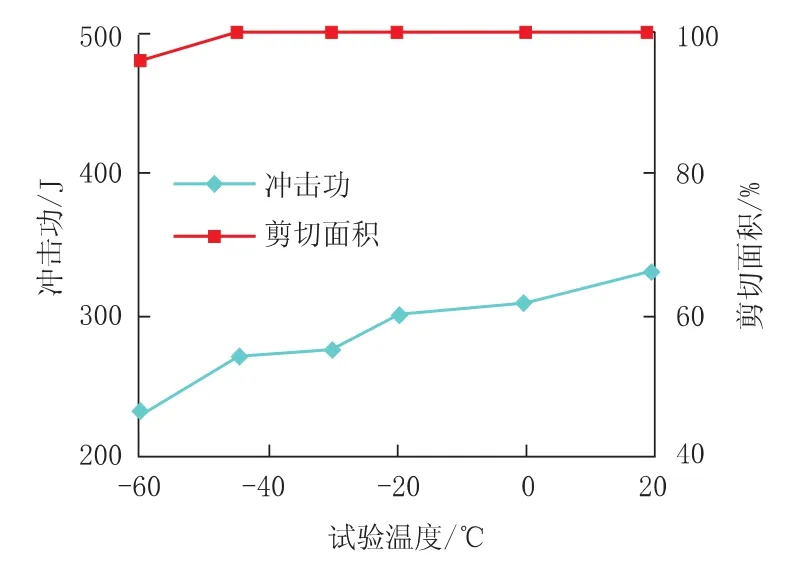
图2 不同温度下的试验钢管夏比冲击性能(焊后状态)
不同温度下试验钢管的夏比冲击性能如图2所示。由图2可以看出,试验钢管的夏比冲击性能和DWTT性能都非常优异,DWTT的转变温度低于-30℃,-20℃的夏比冲击功达到了250 J。
2.2 焊缝性能
X80螺旋焊管焊缝形貌如图3所示,硬度试验的结果见表3。由图3可以看出,紧邻焊缝的部分热影响区有软化的现象。焊缝的拉伸性能见表4,焊缝拉伸试验保留焊缝余高。

图3 X80螺旋焊管焊缝形貌

表3 X80螺旋焊管硬度试验结果 HV10
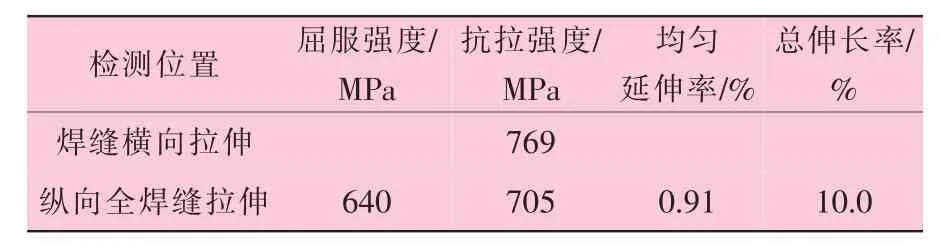
表4 X80螺旋焊管焊缝的拉伸性能(焊后状态)
应该指出的是,所有焊缝金属拉伸性能与管体纵向性能相当。焊缝处更大的壁厚保证了焊缝的承载能力将超过管体,这样塑性应变将转向管体。横向焊缝拉伸试样可能会在硬度最低的热影响区断裂。狭窄的“软化”区与焊缝的组合,加上更厚的焊缝和强度更高的母材所带来的约束使得载荷转向母材,导致最终失效。
-20℃时X80螺旋焊管焊缝的韧性见表5,从表5可以看出,焊缝和热影响区均表现出了良好的韧性。弧形宽板(CWP)试样的方向为钢管的纵向,方向约为40°,试样在失效前能够承受很高的应变(>5%),焊缝失效时的实物照片见图4。

表5 X80螺旋焊管焊缝-20℃的韧性(焊后状态)

图4 弧形宽板试验焊缝失效实物照片
2.3 涂敷热循环
为了确定涂敷热循环对力学性能的影响,将整根钢管送入涂敷车间。该处理使管体横向及纵向的屈服强度提高了大约40 MPa。涂敷热循环前后管体应力-应变曲线如图5所示。值得注意的是,尽管强度提高,但是没有出现不连续屈服的现象。

图5 涂敷热循环前后管体纵向应力-应变曲线
2.4 现场GMAW焊接
X80焊管GMAW环焊缝硬度试验结果见表6。由表6可看出,没有进行热影响区软化,其原因是多道次GMAW工艺具有相对较高的冷却速率。另外还进行了全焊缝金属拉伸试验,结果见表7。

表6 X80焊管GMAW环焊缝硬度试验结果 HV10
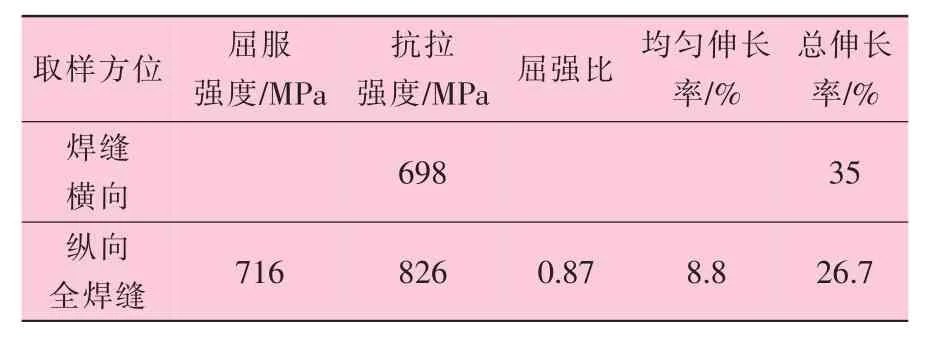
表7 X80焊管环GMAW环焊缝拉伸性能
环焊缝及其热影响区的性能至关重要。为了获得这些性能,根特大学开展了弧形宽板(CWP)试验。优化合金成分和工艺后的GMAW环焊缝韧性性能见表8。远端应变与管体母材的纵向屈服强度之间的关系如图6所示。由图6可看出,随着屈服强度的降低,远端应变显著提高。这是由于采用了常规的焊接工艺和焊材,所以基本上实现了焊缝的过匹配。管体纵向的屈服强度越低,过匹配越大。数据的线性回归表明,如果要实现2%的目标,管体纵向的屈服强度应小于675 MPa。
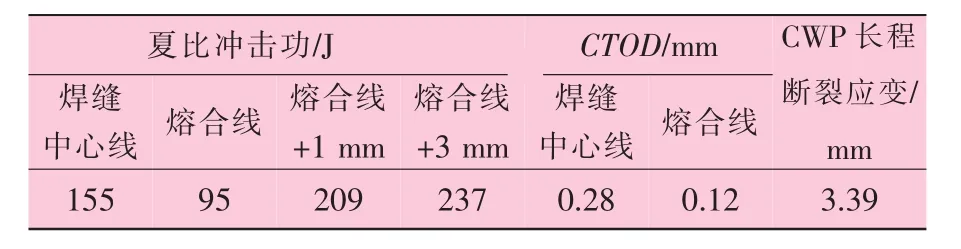
表8 优化合金成分后-20℃的GMAW环焊缝韧性
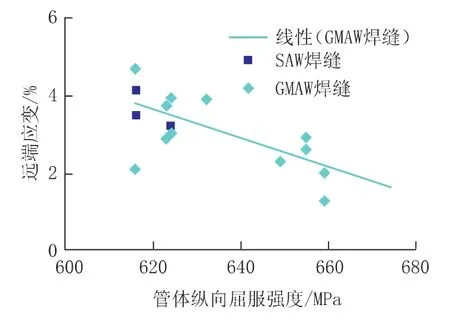
图6 远端应变与管体纵向屈服强度之间的关系
3 分析讨论
3.1 环焊缝的CTOD性能
为了研究焊接工艺对CTOD性能的影响,进行了焊接试验。除了标准的双焊炬工艺外,还试验了单焊炬和串列焊接工艺,结果见表9。对每个焊缝在2点钟和10点钟位置进行了3个CTOD试验。
在CRC Evans也进行了焊缝的夏比冲击系列温度试验。夏比冲击转变曲线如图7所示。由图7可以看出,串列焊和单焊炬焊接的转变温度远低于-30℃,而双焊炬焊接的韧脆转变温度在-20℃。其显微组织表明,低韧性值的双焊炬焊接焊缝的热影响区的晶粒更加粗大。由于对串联焊接工艺的研究比较有限,CRC Evans和RMS对3次试制的钢管进行了单焊炬焊接试验,所有试验结果均达到了0.1 mm的最低目标值,说明选择合适的焊接工艺对环焊缝热影响区韧性有着至关重要的影响。

表9 焊接工艺对CTOD性能的影响
3.2 性能检测
第二个关注的问题通过环焊缝和管体纵向的过匹配得到了解决。试验结果表明,采用弧形宽板试验测得的钢管的性能取决于环焊缝过匹配的程度。对于焊接屈服强度大于690 MPa的焊缝将很难确定焊材和工艺,需要使钢管的纵向屈服强度小于650 MPa以保证足够的过匹配。如上所述的焊接状态条件下,管体纵向的屈服强度比管体横向大约大40 MPa。因此,可以预计屈服强度560 MPa的管体纵向屈服强度约为600 MPa。涂敷工艺会使钢管两个方向的屈服强度都提高40 MPa,即管体纵向的屈服强度达到640 MPa。
在螺旋成型过程中,钢管的外表面受到的是拉应力,而内表面则受到压应力。因为螺旋焊管没有整圆的冷扩径工艺,管体横向的强度会额外提高。圆棒拉伸试样取自接近钢管内表面的位置,该位置在成型时受到压缩,由于包辛格效应将导致较低的屈服强度,但这并不代表钢管的真实强度。图8为胀环试验、圆棒拉伸试验和压平板状拉伸试验的结果对比。从图8中可以看出,压平板状拉伸试验的平均屈服强度为512 MPa,圆棒拉伸试验的平均屈服强度为595 MPa,胀环试验的平均屈服强度为640 MPa。这表明圆棒拉伸试验测得的钢管强度非常保守。

图8 3种试样的试验结果对比
为了解钢管在制造过程中性能发生的变化,对焊后、水压试验后和涂敷热循环后的状态进行了试验。钢管在3种不同状态的管体横向屈服强度如图9所示。焊后状态钢管的屈服强度大约为520 MPa, 随后进行了 SMYS 95%(522.5 MPa)水压试验,当水压试验压力接近钢管实际屈服强度时,钢管屈服强度提高(约为545 MPa),钢管涂敷作业预期能使钢管屈服强度提高40~50 MPa,从而使管体横向最终的屈服强度平均达到了595MPa。
钢管焊接后的屈服强度不能准确反映实际钢管的最终性能,利用涂敷热循环以及使用胀环试验,能够使管体横向最低屈服强度达到要求,同时还能确保管体纵向的屈服强度小于650 MPa。
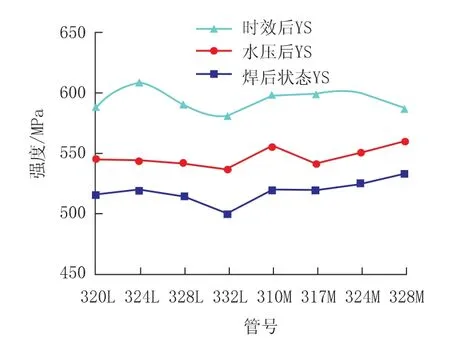
图9 3种不同状态下钢管管体横向屈服强度(圆棒试样)
4 结 语
(1)基于应变设计的螺旋焊管应解决两个关键问题:①环焊缝的韧性,特别是CTOD试验;②环焊缝和管体纵向之间适当的过匹配。研究表明,X80钢级螺旋焊管能够满足应用于北极地区的基于应变设计的苛刻要求。
(2)双焊炬焊工艺可以达到韧性要求,焊接工艺的选择对焊接热影响区韧性有显著的影响,修改焊接工艺可以改进焊缝性能。
(3)建议依据抗大变形钢管相关技术条件对高钢级螺旋埋弧焊管进行分析研究,以研究用于基于应变设计的可行性。
