Da vinci IntelliMap软件在 特种纸机上的应用
2015-01-18陆平
陆 平
(牡丹江恒丰纸业股份有限公司,黑龙江牡丹江,157013)
·横向定量控制软件·
Da vinci IntelliMap软件在 特种纸机上的应用
陆 平
(牡丹江恒丰纸业股份有限公司,黑龙江牡丹江,157013)
介绍了Da vinci IntelliMap横向控制优化软件的技术特点,以及该软件在牡丹江恒丰纸业股份有限公司特种纸机上的应用情况。详细总结了Da vinci IntelliMap软件的各种功能、使用方法和注意事项。
横向控制;质量控制系统;横向控制优化
Abstract:CD control; QCS; CD control optimization
牡丹江恒丰纸业股份有限公司是国内五大卷烟纸生产厂家之一,至今已有60多年生产卷烟纸的历史。先后全套引进了8条国际先进的卷烟配套用纸生产线,其中两条具有横向定量控制系统,一条是福伊特公司生产线,年生产能力1.2万t卷烟纸,横向定量控制采用36点流浆箱唇板控制。一条是阿里曼德公司生产线,年生产能力2万t卷烟纸,横向定量控制采用中央布浆器57个稀释水阀门控制。众所周知,质量控制系统(QCS)的横向控制非常重要,也是纸机生产优质纸的瓶颈。在特种纸生产中,常常因为横向控制不好导致纸张质量达不到工艺要求,造成产品合格率的下降。在采用霍尼韦尔公司Da vinci IntelliMap软件对横向定量(也可控制横向水分)控制系统进行优化后,有效地解决了这个生产瓶颈,从而提高了产品合格率。
横向定量优化工作一般在开机调试的时候或是定期由专责工程师进行优化调试。如果优化调试不成功则会影响产品质量,所以这项工作非常重要。本文着重介绍了Da vinci IntelliMpa软件优化横向定量控制系统的方法和注意事项。在这里需要指出的是每条生产线装有两套QCS扫描系统,分别安装在施胶机和卷曲机的前侧。实践证明特种纸的横向控制,用卷曲机前侧的QCS扫描架进行采样控制的效果比用施胶机前侧QCS扫描架采样控制效果要好,这与其他纸机采样控制可能有所不同。
1 横向控制的重要性和横向控制优化软件介绍
从纸张过程控制的角度来讲,分为横向控制和纵向控制。横向定量和纵向定量是纸张重要的工艺控制参数。纵向控制比较成熟常用,所以纵向定量也比较好控制[1-2]。但是横向定量控制中2σ值的控制,往往是高车速、宽纸幅、特种纸机的生产瓶颈,所以横向控制在该类纸机上尤为重要。
霍尼韦尔Da vinci IntelliMap软件(以下简称IntelliMap软件)是横向控制优化软件,是一个横向自动调整工具。在初次使用时需要安装IntelliMap软件和对IntelliMap软件进行数据配置。在横向控制优化过程中,通过QCS对纸张绝干定量采样和先进的算法过程,建立一个横向优化过程模型。从而生成横向执行器的响应时间和每个横向执行器与相应纸张区域对齐关系以及整幅纸面的收缩率,然后把上述参数下载到QCS软件系统中,QCS横向控制系统根据这些参数进行纸张横向控制。
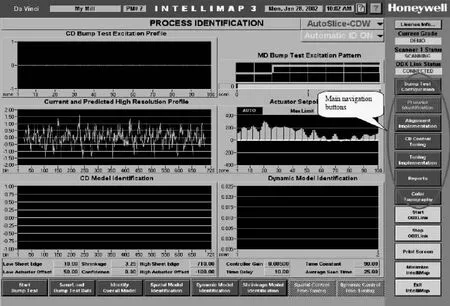
图1 主页导航
2 校准和优化系统
本文着重介绍横向优化软件的使用方法,IntelliMap软件的使用包括以下5个部分。
2.1 设定扰动格局和扰动测试配置。
2.2 运行扰动测试和识别过程模型参数。
2.3 对齐的执行情况,即一旦生成IntelliMap软件过程模型,就对横向执行器进行校准更新。
2.4 横向控制器调整,IntelliMap软件会根据每个横向执行器的性能自动生成完整参数列表。
2.5 调整实施,调整好横向控制器的参数列表后下载到每个横向执行器中。
上述5个部分可以通过图1所示的IntelliMap软件主页导航按钮(Main navigation buttons)完成。
3 横向扰动测试
在运行IntelliMap软件之前,除了配置许可证license外,首先将装有这个软件电脑连接到QCS一个网络平台上,并进行IP地址配置,方可具备这个软件运行条件。软件打开的主界面如图1所示,为了调整好纸机的横向控制系统,应该根据纸机的横幅宽度和横向执行器的个数设定好一个横向优化过程模型。点击图1界面右侧最上面的蓝色“Bump Test Configuration”按钮会显示如图2所示的Bump Test Configuration模型的界面。
3.1 在Bump Test Configuration 界面中的CD Bump Excitation Profile画面中,通过选择黄色的交叉线来选择扰动执行器在横幅界面的位置和个数。
3.2 在“Amplitude to Apply”数据框中输入扰动幅值,一般幅值是20左右,原则上幅值越大效果越好。
3.3 点击“Apply New Bump”按钮,在“CD Bump Excitation Profile”画面中就会建立一个预设好的横向优化模型。
3.4 在“Current and Predicted High-Resolution Profiles”画面中,可以检测到扰动执行器在横幅的位置(白色)。一般情况下,要想得到好的测试结果,可以适当增大扰动幅值,从而保证控制参数准确性。在这个阶段会生产出一些废品。
3.5 用3.1设定扰动的方式可以任意进行扰动设置,也可以利用自动产生扰动的模式。如果想得到更多的扰动,可以选择“2-Sided”选项生成上下同幅值扰动。
3.6 除了用3.1设定扰动的方式外,也可通过“Bump Interval”选择好每隔几个执行器产生一个扰动,在点击 “Auto Generate”按钮自动生成多个扰动。
3.7 通过“Current and Predicted High-Resolution Profiles”画面可以检查或重新评估扰动的效果。
3.8 在“MD Bump Test Excitation Pattern”画面中,可以通过“Baseline”和“Rise Time”来设定QCS对扰动执行后的扫描采样次数。“Baseline”是系统进入稳定之前定量采样扫描次数,“Rise Time”是系统进入稳定之后开始扫描的采样次数。如果想得到更准确的优化结果,就需要更多的扫描采样次数。
3.9 在“MD Bump Test Excitation Pattern”画面中,通过“MD Bump Pattern”下拉菜单选择Ⅰ、Ⅱ、Ⅲ或Ⅳ模式的横向优化模型。选择的级别越高需要扫描的周期就越长。
3.10 当感到针对当前的系统设定的优化扰动过程模型满意时,可以点击“Process Identification”按钮返回主画面,就可以进行扰动测试和监视了。
4 运行扰动测试和鉴别过程模型参数
在已经成功设定好横向优化扰动数据模型基础上,系统开始运行,图3所示为扰动模型曲线和鉴别过程模型。具体步骤如下。

图2 Bump Test Configuration模型

图3 扰动模型曲线和鉴别过程模型
4.1 首先在QCS操作站或工程师站将横向执行器阀门投到自动状态,等待几分钟系统稳定后开始运行。
4.2 通过点击“Process Identification”界面左下角“Start Bump Test”按钮,即可启动横向优化软件运行。
4.3 执行4.2步后会弹出“Start Bump Test”对话框,点击“OK”即可启动横向优化软件运行。
4.4 在“Process Identification”界面的右上角的“MD Bump Test Excitation Pattern”红色棒图显示扫描采样进程,直到横向扰动测试完成。
4.5 在“Process Identification”界面左下角的“Stop Bump Test”按钮,在任何时候可以让横向扰动测试停止运行。但是如果停止的过早,这个横向优化过程模型可能不会被识别出来。
4.6 在完成横向优化之后,可以在QCS操作站或工程师站把横向执行阀门投到闭环控制执行“串级”控制模式。
4.7 点击“Process Identification”界面右上角的“Automatic ID ON”按钮可以自动识别出过程模型参数。
4.8 通过“Process Identification”界面下面的蓝色“Identify Overall Model”按钮手动识别过程模型参数。
4.9 评估横向优化模型成功与否,可以通过“CD Model Identification”和“Dynamic Model Identification”画面进行判断。白色光滑的线表示设定的模型,锯齿状的粉色线表示测量过程的响应状态。那么一个成功的优化典范就是粉色响应曲线与白色的设定线大致匹配。
4.10 如果不同意IntelliMap软件自动生成的优化模型,可以通过高级选项手动识别生成。
4.10.1 通过“Process Identification”界面下面的蓝色“Spatial Model Identification”按钮可以看出“横向扰动模型曲线状态”并可以对响应曲线进行修改。
4.10.2 通过“Process Identification”界面下面的蓝色“Dynamic Model Identification”按钮可以看出图4所示“动态扰动型曲线状态”并可以进行修改横向(CD)响应时间、过程增益、上升时间、死区时间等。
4.10.3 通过“Process Identification”界面下面的蓝色“Shrinkge Model Identification”按钮,可以看出如图5所示的“纸幅收缩率的模型”,并且可以修改对齐关系,以适应非线性收缩关系。
4.11 当满意横向模型和动态模型的曲线响应关系时,可以通过图1所示的主页导航按钮中的“Alignment Implementation”将响应对齐关系下载到每个横向执行器的控制器上。
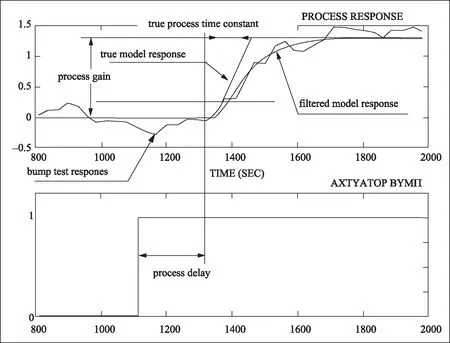
图4 动态扰动模型曲线
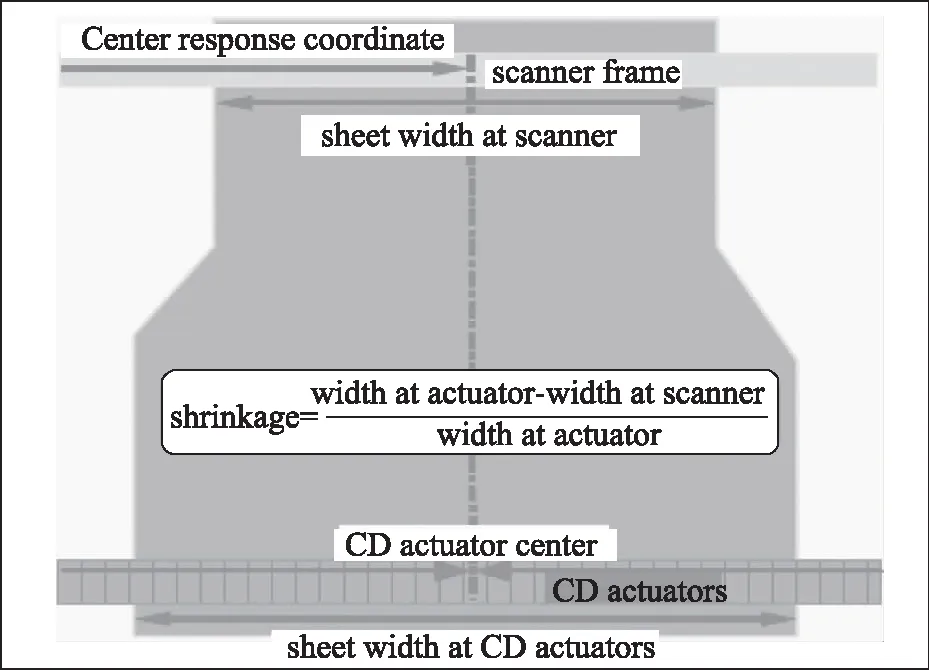
图5 纸幅收缩率的模型
5 在运行系统中执行横向校准参数
在完成扰动优化测试和鉴别过程模型参数后,IntelliMap软件将算出每个横向控制执行器的高、低截距值和纸幅的前后纸边值,同时会计算出纸张横幅的收缩率,如图6所示的横向校准参数。在图6界面中显示左右两个画面,左面的画面表示IntelliMap软件计算出的各项参数,右面的画面显示的是当前系统的各项参数。
5.1 在默认的情况下,IntelliMap软件会自动设定纸幅的前后纸边,从而确定扰动测试的参数。如果工艺上要求保持原有的纸边,那么可以通过图6 所示的Step1处“Manually Set Sheet Edges”开关进行手动设定。
5.2 点击图6右上角的“Transfer IntelliMap Alignment Parameters to Da Vinci”按钮,会在图6的界面上看到蓝色的信息“Transfer of IntelliMap Alignment Parameters in progress…Please wait until next End of Scan”表示校准参数正在发送,请等待设定的扫描次数扫描完毕。
5.3 扫描完毕后,会得到两种结果,这两个结果只能选择一个。
(1)发送成功:一旦发送参数完毕,会出现一个对话框“参数已经发送到每个横向控制器中”,这时需要注意的是参数只是发送到每个横向控制器中,而不是保存到DSR(纸种)中。如果要是永久保存这些参数,就必须在QCS操作站或工程师站点击DSR将参数保存到DSR中。
(2)发送失败:如果校准参数没有发送到横向执行器的控制器中,执行器中的参数没有得到更新(比如:在发送中网络中断)。那么会出现红色闪烁警告“发送的校准参数失败”,如果是这样就要返回到5.2步重新发送。
5.4 一旦校准参数已经成功发送,就可以到图1画面右侧主页导航区域,点击蓝色“CD Control Tuning”按钮,对每个执行器进行控制调整。
6 IntelliMap软件对横向控制调整
如上部分所述,完成了横向扰动测试和确定了过程数据模型。可以打开“CD Control Tuning”画面,IntelliMap软件会自动计算出一组如图7所示的控制横向执行器设计参数,从而平衡了保守控制和积极控制的关系。如果希望手动调整横向控制参数,可以通过图7右下角浅蓝色的滑动块来回滑动,直到对纸幅的横向偏差和执行器的动作满意为止。

图6 横向校准参数
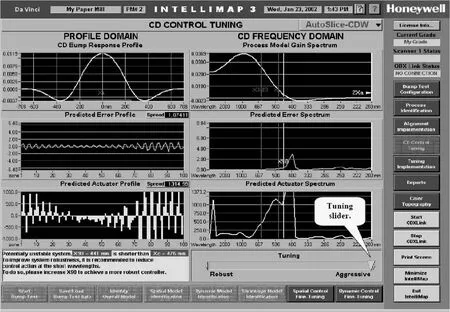
图7 横向执行器设计参数
7 在运行系统中执行调整参数
这个过程与上述“5在运行系统中执行横向校准参数”基本一样。现在可准备往QCS横向控制系统中发送成组列表形式的横向控制参数,并可以点击图1界面右侧主导航页面蓝色“Tuning Implementation”按钮。会出现如图8所示的“Tuning Implementation(调整实施)”这个画面包括左右两部分。左部分包括通过IntelliMap软件计算出调整参数,右部分包括当前横向控制器应用的调整参数。IntelliMap软件计算出的参数如下:消除锯齿扰动、映射关系、扰动模型、FVDTAlpha控制器、设定执行器的平滑值。发送IntelliMap软件计算出的调整参数步骤如下。
7.1 在图8画面的右上角点击“Transfer IntelliMap Tuning to Da Vinci”按钮。
7.2 在图8画面上方看到一条蓝色的信息“Transfer of IntelliMap Calculated Parameters to Da Vinci in progress… Please wait until next End of Scan”意思是“正向QCS Da vinci系统发送IntelliMap软件计算出的参数……请一直等待扫描结束”
7.3 扫描结束后,会得到两个结果。
(1)发送成功:一旦发送参数完毕,会出现一个对话框“参数已经发送到每个横向控制器中”,这时需要注意的是参数只是发送到每个横向控制器中,而不是保存到DSR中。如果要永久保存这些参数,就必须在QCS操作站或工程师站点击DSR将参数保存到DSR中。
(2)发送失败:如果校准参数没有发送到横向执行器中,执行器中的参数没有得到更新(比如:在发送中网络中断)。那么会出现红色闪烁警告栏“发送的校准参数失败”,如果是这样就要返回到上一步重新发送。
7.4 如果调整参数成功发送,则完成了用IntelliMap软件横向优化的工作。

图8 调整实施
8 结 语
在上述横向优化应用描述中,详细描述横向定量优化方法,没有描述横向水分控制优化方法。当然IntelliMap软件同样适用水分横向优化控制。无论横向定量控制还是横向水分控制,主要要完成两项工作:一是利用IntelliMap软件找出流浆箱每个唇板控制点或稀释水每个执行器与QCS扫描采样一一对应关系,保证每个执行器调节区域与扫描头定量传感器采样对应区域不存在偏差,从而实现QCS横向有效的控制;二是利用IntelliMap软件计算出流浆箱唇板每个控制点或是稀释水每个执行器控制参数和纸幅收缩率,从而保证每个执行器对应区域的定量波动进行有效的调节。如果对横向控制比较有经验,执行器的控制参数可以根据对纸机系统的了解和工作经验来手动调整修改,往往也会达到良好的控制效果。如果成功完成了上述工作,会在QCS横向控制画面上看到满意的2σ值。
在定期优化纸机横向控制以后,如果不存在纸机本身系统问题,都可以将纸张横向控制中的2σ值控制在0.3以下,而且这个时候特种纸的变异系数也会得到很好地改善,有效解决了生产中的瓶颈。
[2] HUANG Chun-yu.Automatic Control of Transverse Quantitative Paper[J].China Pulp & Paper,2004,23(1):57.黄春雨.纸张横向定量的自动控制[J].中国造纸,2004, 23(1):57.
[1] YANG Bo-yu.Reseach and Discussion on the Light and High Pressure in the Calecder Roll [J].China Pulp & Paper,2000,19(3):65.

(责任编辑:常 青)
Application of the Da vinci IntelliMap in a Specialty Paper Machine
LU Ping
(MudanjiangHengfengPaperCo.,Ltd.,Mudanjiang,HeilongjiangProvince,157013) (E-mail:mdj.lp@139.com)
The software technical characteristics of Da vinci IntelliMap,as well as its application in a specialty paper machine of Mudanjiang Hengfeng Paper Corporation Limited were introduced.The various functions,application methods and matters needing attention of Da vinci IntelliMap software were introduced in detail.
陆 平先生,工程师;主要从事自动化仪表系统维护设计工作。
2014-08-14(修改稿)
TS727+.2
A
0254-508X(2015)02-0039-06
