大规格螺栓螺母拧紧力矩与预紧力关系研究
2015-01-18贾晓娇张晓斌于建政刘敏丽徐飞齐乐
贾晓娇 张晓斌 于建政 刘敏丽 徐飞 齐乐
(1 航天精工股份有限公司,天津,300300;2 中国人民解放军空军驻天津地区军事代表室,天津,300300)
螺栓螺母类紧固件安装时,容易出现螺栓转动与拧断螺栓的现象,尤其在航空航天飞行器部段之间,螺栓螺母的安装质量直接影响结构连接的可靠性。螺栓螺母安装过程中产生的预紧力是安装质量的表现形式,控制预紧力的主要目的:①充分发挥螺栓的承载功能;②提高螺纹连接的防松能力;③为设计连接件的外载荷 (包括密封) 提供基本依据;④螺栓的拧紧程度的均匀性及一致性,对精密仪器的装配尤为重要。所以,在进行飞行器部段连接设计时,必须掌握拧紧力矩与预紧力的匹配关系。
大规格螺栓螺母拧紧过程比较复杂,但在航空航天飞行器型号设计中的应用非常广泛,尤其针对高温合金紧固件,其良好的耐高温性能在飞行器高温部段的连接起到至关重要的作用,国内外针对大规格螺栓拧紧力矩的标准不多,对于M18 以上大规格螺栓螺母在型号上安装的可靠性研究也较少。本文分析了飞行器用大规格螺栓螺母拧紧力矩与预紧力的关系,以M18 和M22 大规格高温合金紧固件为研究对象,对大规格高温合金紧固件在实际安装环境下的拧紧力矩与预紧力的关系、安装次数与扭拉系数的变化规律作了研究,对大规格螺栓螺母的安装力矩参数进行表征,对安装提出了合理建议。
1 试验过程
1.1 试验原理
试验采用图1所示的装置安装被测试件,在有效力矩试验过程中,试验装置不产生夹紧力,与现场实际装配螺栓和螺母对夹紧层产生的夹紧力(螺栓的预紧力)在本质上并无差异。在试验装置上加实用垫片,完全模拟出现场实际的装配环境,以达到最佳的测试状态。通过轴力传感器测定拧紧力矩与预紧力(夹紧力)之间的对应关系。实用垫片即在航空航天飞行器实际装配过程中,螺栓螺母安装在实际的基体材料上,而实用垫片用实际装配的基体材料加工而成,在试验中可以完全模拟实际装配环境。
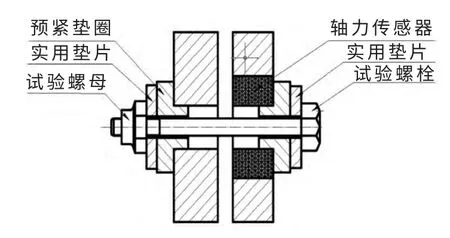
图1 被测试验件安装示意图
1.2 试验设备及工装
本次试验采用了拉力传感器和扭力传感器,通过双通道应变仪,设计试验硬件,利用计算机进行全过程记录,试验用设备如图2所示。

图2 微机控制扭转拉力试验机
试验用实用垫片的表面粗糙度为Ra1.6。铝实用垫片材料采用LC9,硬度为时效至T6 状态;钢实用垫片材料采用30CrMnSiA,淬硬300HV~400HV。试验用润滑脂为:SH/T 0458-1992 特12 润滑脂ZT-12。
1.3 试验方法
试验方法按照GB/T 16823.3《螺纹紧固件拧紧试验方法》,该标准规定了力矩-拉力测试的试验原理。依据GB/T 3098.9-2010《紧固件机械性能 有效力矩型钢锁紧螺母》9.3.2 条规定,按图1所示的测试装置,在有效力矩试验过程中,试验装置不应产生夹紧力。根据试验原理,试验通过预先设置螺栓要达到的轴力目标值,该目标值为螺栓理论破坏拉力的40%~80%,通过专用的试验设备可以测试出螺栓达到预设轴力目标值时的对应旋合螺母的拧紧力矩值。由于该测试过程是连续的,因此可得到螺栓产生的轴力值与螺母的拧紧力矩值之间的曲线关系,通过最终的关系曲线,我们从中拾取如10%Fmax、20%Fmax、30%Fmax……(Fmax为预设的螺栓轴力目标值)所对应的螺母拧紧力矩数据,最终通过数据分析,得出螺栓螺母旋合安装过程中,对螺母施加的拧紧力矩与螺栓产生的轴力之间的关系。
2 试验数据与分析
2.1 第一次拧入拧紧力矩与预紧力关系曲线
我们选用10 个M22 样品分别进行试验,螺栓螺母旋合子试样以钢实用垫圈作基体材料,在涂覆润滑脂和不涂润滑脂的情况下,测定的拧紧力矩与预紧力关系曲线如图3所示。

图3 M22 规格螺栓(润滑/无润滑,钢实用垫圈)拧紧力矩与预紧力关系曲线图
图3中,1#~5# 试验子样采用了润滑脂,6#~10# 试验子样无任何润滑。以螺栓理论破坏抗拉载荷的百分点(如10%Fmax、20%Fmax、30%Fmax……,Fmax为预设的螺栓轴力目标值)作为试验数据采集基点,图中以X 轴表示;通过试验测得的拧紧力矩,图中以Y 轴表示。从曲线关系可以看出,螺栓螺母10 个旋合子样在无润滑和有润滑的条件下,螺栓预紧力由10%Fmax增加至40%Fmax(Fmax为预设的螺栓轴力目标值,为380kN)时,其对应施加的拧紧力矩与预紧力基本都呈线性递增关系。根据试验情况来看,螺栓螺母旋合模拟拧紧时,螺栓的预紧力与对应施加的拧紧力矩整体数据反映比较稳定,各子样的试验效果一致性较好,配合螺纹副间的摩擦、接触端面的摩擦,即扭拉系数一致性较好。
以M22 规格螺栓螺母旋合子试样为例,以铝实用垫圈作为基体材料涂覆润滑脂,测定拧紧力矩与预紧力关系试验,曲线如图4所示。

图4 M22 规格螺栓(润滑脂,铝实用垫圈)拧紧力矩与预紧力曲线图
2.1.1 润滑对拧紧力矩与预紧力关系的影响
在螺栓达到预设的预紧力目标值时,比较有润滑条件和无润滑条件下的螺栓螺母子样,可以看出施加的拧紧力矩显著降低(图3上反映的拧紧力矩递增趋势减缓),曲线斜率减小,润滑对螺纹副减小摩擦有显著效果。因此,大规格螺栓螺母配合拧紧时,采用额外的润滑脂,可用较小的拧紧力矩使螺栓达到预设的预紧力,这在实际工程上应用显著。但润滑脂的涂覆需在精密装配的场合,并应加以控制,即涂覆的量、涂覆的位置和涂覆的范围都应明确,这关系到各零件装配的一致性。以M22 规格为例,当使螺栓达到预设的15%Fmax轴向载荷时,在无任何润滑情况下,对螺母施加的拧紧力矩在208N·m~223N·m 之间;而螺纹副增加润滑脂后,对螺母施加的拧紧力矩在107N·m~117N·m 之间,润滑与不润滑两种状态达到相同的预紧力所需的拧紧力矩相差约100N·m,见表1。

表1 润滑条件对拧紧力矩的影响(Fmax=380kN)
2.1.2 基体材料对拧紧力矩与预紧力关系的影响
在相同的润滑条件下,通过紧固件连接不同基体材料(试验中用实用垫圈模拟),以考察不同基体材料对拧紧力矩与预紧力关系是否存在影响。分析图3和图4得出,在相同润滑条件下,使螺栓产生相同的预紧力时,给螺母施加的拧紧力矩,带有钢实用垫圈(30CrMnSiA)的比铝实用垫圈(LC9)的要小,如表2中的数据显示。以螺栓产生15%Fmax轴向载荷为例,拧紧带有钢实用垫圈的螺母的力矩为103N·m~117N·m,其范围值波动14N·m;,拧紧带有铝实用垫圈的螺母的力矩为141N·m ~180N·m,其范围值波动39N·m。根据试验数据分析,由于铝材的刚度软于钢材,在大规格螺栓螺母配合拧紧过程中,其受到的轴向载荷较大,从而导致铝材逐步发生微变形,而促使加载过程中其综合摩擦系数迅速增加,导致其拧紧力矩加大。

表2 润滑条件下基体材料对拧紧力矩的影响(Fmax=380kN)
2.2 拧入次数对拧紧力矩与预紧力关系的影响
本次试验针对螺栓螺母的反复循环使用,考察了预紧力与拧紧力矩之间的关系。我们选用1个带有铝实用垫圈M18 规格螺栓螺母试样在无任何润滑条件下进行5 次旋合试验,第1 次到第5 次测得的拧紧力矩与预紧力关系曲线如图5所示。

图5 M18 规格子样(无润滑,铝实用垫圈)拧入拧紧力矩与预紧力关系曲线
从图5可以看出,M18 规格螺栓螺母在反复旋合5 次试验过程中,随着旋合次数的增加,对应施加的拧紧力矩也逐次递增,在螺栓预紧力记录基点10%Fmax至40%Fmax区间内,其对应施加的拧紧力矩与预紧力基本呈线性递增关系。
试验发现,M22 规格与M18 规格一样,当对螺母施加拧紧力矩促使螺栓预紧力≥50%Fmax时,除施加的拧紧力矩迅速增加外,螺栓螺纹由于承受较大的载荷发生变形,特别是处于无润滑条件的状态,配合螺纹副很快受到破坏,导致螺纹副寿命显著降低,螺栓螺母后续反复加载拧入试验次数骤减。带有铝实用垫圈M22 规格螺栓的轴向载荷比M18 规格更大,螺纹加载后其变形更加严重,因此对其反复旋合试验只进行了2 次,得到拧紧力矩与预紧力关系曲线如图6所示。
2.3 扭拉系数的变化规律
在工程应用中,扭拉关系常用简化公式进行计算:M=K d F,其中,M 为对螺母施加的扭矩(N·mm);F 为由扭矩产生的螺栓轴向拉力(N);d 为螺纹的公称直径(mm);K 为扭拉系数,或者当量力矩系数。

图6 M22 规格子样(无润滑,铝实用垫圈)拧紧力矩与预紧力关系曲线
这个近似的计算公式,严格来讲,M 和F 是近似的直线关系,但因其计算简单,对于要求不严的使用环境,该公式可以完全满足,因此在工程设计中广泛应用。
此处以带有铝实用垫圈M18 规格螺纹副为例,介绍扭拉系数计算过程。由图7(a)可知,拧紧力矩与轴向预紧力呈线性关系(Y=1.548X+33.165),线性斜率为1.548,公称直径为18,所以扭拉系数为1.548/18=0.086,依此类推,获得5次拧进试验中的扭拉系数的变化曲线;由图7(b)可知,随着拧紧次数的增加,扭拉系数增加。

图7 M18 规格螺纹副(润滑,铝实用垫圈)拧入次数与对应的扭拉系数关系曲线
图8为M22 规格子样首次拧入的扭拉系数变化规律。其中:1# 线为无润滑条件下扭拉系数变化曲线;2# 线为润滑条件下扭拉系数变化曲线。对比可知,无润滑条件下,扭拉系数数值较高,且波动较大;有润滑条件比无润滑条件下的扭拉系数更小,且数据一致性较好。

图8 M22 规格子试样(润滑/无润滑,铝实用垫圈)首次拧入的扭拉系数变化曲线
3 安装力矩建议
在实际装配过程中,通常设定安装力矩值,采用力矩扳手实现螺纹联接副的可靠安装。根据上述大规格螺栓螺母旋合试验得出的数据,在润滑或不润滑的条件下,其拧紧力矩及螺栓螺母循环使用次数的差异较大。为保证现场装配的可操作性与可靠性,建议大规格螺栓螺母的旋合装配尽量使用润滑脂润滑,以减小螺纹副的摩擦,提高联接副的使用寿命。在确实无法润滑的场合,建议螺栓螺母的首次旋合装配达到的预紧力不易超过40%Fmax,螺纹副至多反复使用3 次。
根据上述试验数据分析,提供的安装力矩建议值求平均值处理后,在达到设定的预紧力时,按照最大最小值给定一定范围的偏差。安装力矩建议见表3~表5。

表3 规格M18 达到预定的预紧力的安装力矩建议(润滑,铝实用垫圈)

表4 规格M22 达到预定的预紧力的安装力矩建议(润滑/无润滑,钢实用垫圈)

表5 规格M22 达到预定的预紧力的安装力矩建议(润滑脂,铝实用垫圈)
4 结论
a)M18、M22 规格高温合金紧固件螺纹副,在模拟实际安装环境时,螺栓预紧力由10%Fmax增加至40%Fmax时,其对应施加的拧紧力矩与预紧力基本都呈线性递增关系。
b)螺栓螺母子样在采取润滑的条件下,在螺栓达到预设的预紧力目标值时,对螺母施加的拧紧力矩相比无润滑条件时显著降低。
c)在相同润滑条件下,使螺栓产生相同的预紧力时,给螺母施加的拧紧力矩,采用钢实用垫圈(30CrMnSiA)比铝实用垫圈(LC9)要小。
d)高温合金紧固件螺纹副随着反复拧入次数的增加,达到相同的预紧力时,所需的拧紧力矩呈现递增的变化规律,其扭拉系数也明显呈递增变化趋势。
因此,笔者建议大规格螺栓螺母的旋合装配尽量使用润滑脂润滑;在确实无法润滑的场合,建议螺栓螺母的首次旋合装配达到的预紧力不易超过40%Fmax;螺纹副至多反复使用3 次。
[1]师昌绪,科俊,卡恩RW,等.材料科学与技术[M].北京:科学出版社,1998.
[2]李英亮,等.紧固件概论[M].北京:国防工业出版社,2014:282~285.
[3]杨育中,等.紧固件连接设计手册[M].北京:国防工业出版社,1990.
[4]王先逵,艾兴.机械加工工艺手册[M].北京:机械工业出版社,1998.
[5]RICHARD T.DANN.对紧固件施加多大的预载荷[J].MACHINE DESIGH,1975,47(20).
[6]黄金昌,王晓冬.复合材料夹层连接螺栓拧紧力矩试验研究[J].飞机设计,2009,(29).
[7]张雷.力矩拧紧机的应用及拧紧方式、参数的选择[D].吉林大学,2011.
[8]马显军.螺纹紧固件安装质量与拧紧力矩的分析研究[J].航天标准化,1998(6).
[9]皮之送.螺纹联接可靠性设计及其拧紧工艺研究[D].武汉理工大学,2012.
[10]刘旭波.螺栓拧紧力矩对符合材料连接强度影响试验研究[J].科技创新导报,2014(23).