首套6000m3丙烷球罐建造关键技术及质量控制
2015-01-16黄金祥杨国强
黄金祥,李 浩,杨国强,周 兵
(武汉一冶钢结构有限责任公司,湖北武汉430080)
首套6000m3丙烷球罐建造关键技术及质量控制
黄金祥,李 浩,杨国强,周 兵
(武汉一冶钢结构有限责任公司,湖北武汉430080)
介绍国内首台6 000 m3丙烷球罐的设计要求及建造关键技术。球罐建造时采用先安装下支柱、吊装赤道带同时组焊上下支柱的拼装方法;在球罐内部采用三角架和弧梯铺钢铺板的方法搭建施工平台,简化工装并缩短了工期。通过对焊接和整体热处理等关键工序的有效控制,保证了球罐的安装质量。
6 000m3丙烷球罐;组;质量控制
0 前言
丙烷是生产丙烯的主要原料之一,目前我国已投产和建设中的丙烷脱氢制丙烯项目有10个以上[1]。用于储存丙烷的容器主要有立式圆筒形储罐和球形储罐两种,过去很长一段时间内,球形储罐受材料发展和技术标准的制约,建成的丙烷球罐最大容积仅为4000m3。近年来随着我国钢厂冶炼水平和轧板能力的快速发展,设计水平和建造技术的不断成熟,使得丙烷球罐的大容积化发展成为可能。
为了满足丙烷脱氢项目对大容积丙烷球罐的市场需求,武汉一冶钢结构公司为浙江卫星能源有限公司制造并现场组焊了4台6000m3丙烷球罐,该球罐由合肥通用机械研究院采用有限元分析方法设计[2],在设计、制造、现场组焊等多方面进行了技术创新,是目前国内单台容积最大的丙烷球罐。它的成功建造和应用使国内的丙烷球罐由4 000m3跨越到了6000m3,为丙烷球罐的高参数化发展积累了设计和建造经验。在此主要论述6000m3丙烷球罐的设计要点分析以及现场安装的关键技术和质量控制要点。
1 设计参数和主要材料
1.1 球壳材料
6 000m3丙烷球罐内径22 600mm,设计压力1.77MPa,设计温度-20℃~50℃,球壳材料采用高性能Q370R钢,厚度52mm,结构型式为十二柱五带混合式。
Q370R钢正火状态交货,满足GB713-2008标准要求。由于厚度超过50mm[3],设计对其化学成分和力学性能提出了更严格的控制要求。采购钢板时,择优选择国内知名大钢厂生产的Q370R容器钢板,从源头保证了丙烷球罐用钢的性能和质量。尤其是P、S含量均低于标准要求,其中一块赤道板(炉批号:C207669)的熔炼分析设计技术指标和实测值对比如表1所示。球壳用Q370R钢板-20℃低温冲击韧性远高于不小于34 J的标准要求,其力学性能设计指标和实测值如表1所示。

表1 Q370R钢板化学成分和力学性能
1.2 焊材
为保证焊材与钢板的高性能匹配,设计技术条件要求所用低氢高韧性焊条w(P)不高于0.020%,w(S)不高于0.010%,同时对焊条熔敷金属低温冲击韧性提出更高要求:-40℃低温冲击功平均值不小于60 J。条熔敷金属扩散氢含量([H])按GB/T3965规定甘油法测定,[H]≤2.5ml/100g。球罐建造所用焊条(批号:113226)的技术要求和实际性能指标如表2所示。

表2 CHE557R焊条熔敷金属的化学成分和力学性能
对比表2各数值可知,钢板和焊材的各项性能指标均达到了丙烷球罐的设计要求,且有一定的裕量。
2 球罐安装技术
球罐的现场组装关键技术主要包含球壳板的吊装工艺和内外施工平台的搭建方法。随着大尺寸容器钢板的生产应用,单块球壳板尺寸不断大型化,球罐容积越大,高空吊装作业难度就越高,传统的分大片组装法和带组装法[4]已逐渐被淘汰,不适合大容积球罐的组装,目前球壳板的吊装主要采取单片散装法。球罐内部施工平台的搭建方法有中心柱法和钢管脚手架法,球罐外部则以钢管脚手架搭设为主。本工程6 000m3丙烷球罐结合现场的实际特点,在吊装和施工平台的搭建方法上均进行了革新,取得了较好的应用效果。
2.1 球壳板吊装
球罐基础[5]交接检验合格后,传统方法是将带球壳板的上下支柱在地面拼焊完后再进行吊装,因此需要较大的场地面积以供拼焊上下支柱用。本工程采取先安装下支柱、然后再吊装赤道带板,同时进行上下支柱拼装的吊装方法,下支柱吊装过程中将支柱拉杆安装就位,如图1所示。
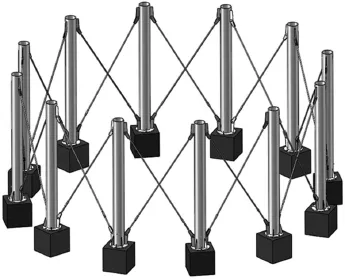
图1 下支柱及拉杆安装
调整下支柱的间距和拉杆的松紧结,并调整下支柱的垂直度,达到规范要求后,再吊装带上支柱的球壳板与下支柱组装。吊装时采用风绳和临时卡具固定,具体步骤如图2和图3所示。
通过此方法逐块进行赤道板的吊装,然后依次吊装下温带、上温带、下极带和上极带板,完成整个球罐的全散装吊装。该吊装方法不需占用大片施工场地在地面拼焊上下支柱,同时可减少壳板现场倒运,提高了球壳板的吊装速度。
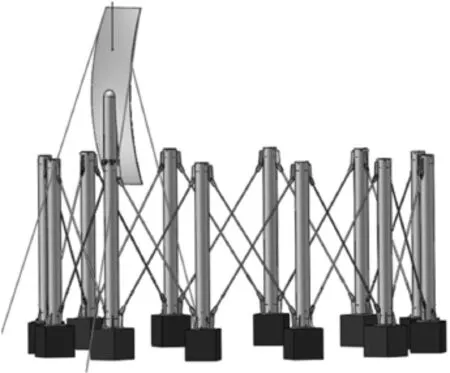
图2 赤道板吊装
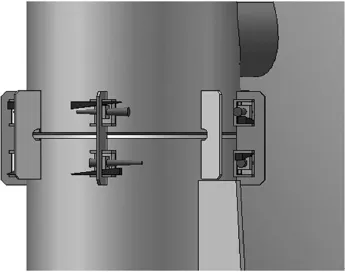
图3 上下支柱临时固定
2.2 内外施工平台搭建
6000m3丙烷球罐容积较大,如果内部施工平台采用传统的钢管搭满膛架的方法,钢管需求量和搭建工作量非常大,且耗时长。本工程安装时,球罐内部采用三角架挂弧梯的搭建内部施工平台方式,通过三角架直角端的挂钩与挂鼻连接固定在球罐内壁上,弧梯通过侧面的挂钩与三角架连接。制造挂鼻的材质与球壳板材料相同,除了挂鼻与球壳板相焊外,该装置其余部位均不需焊接,方便了三角架和弧梯的组装、拆卸。在两弧梯间铺上钢平台板绑扎稳妥,即可在球罐内壁围成一圈作业平台,如图4所示,大大减小了丙烷球罐内部施工平台的搭建工作量。采用该方法,在后续的γ源无损检测时不需要拆除全部钢铺板,只需移开挡住焊缝部位的钢铺板即可,避免了反复拆除和搭建脚手架,缩短了无损检测周期。
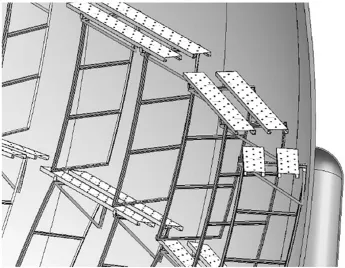
图4 球罐内部施工平台
3 球罐焊接工艺及质量控制
球罐的焊缝包含了平立横仰全位置,主要以焊条手工电弧焊为主。根据焊接工艺评定结果,结合本工程丙烷球罐的特点,制定了6000m3丙烷球罐的焊接工艺参数,采用φ4.0mm焊条,平焊和横焊位置的电流控制在150~180A,立焊和仰焊位置电流控制在145~170A。采用窄焊道、薄层多层焊,每一焊道宽度不大于焊芯直径的4倍,每一层焊道的厚度不超过3.5mm。焊接过程中线能量控制范围如表3所示。
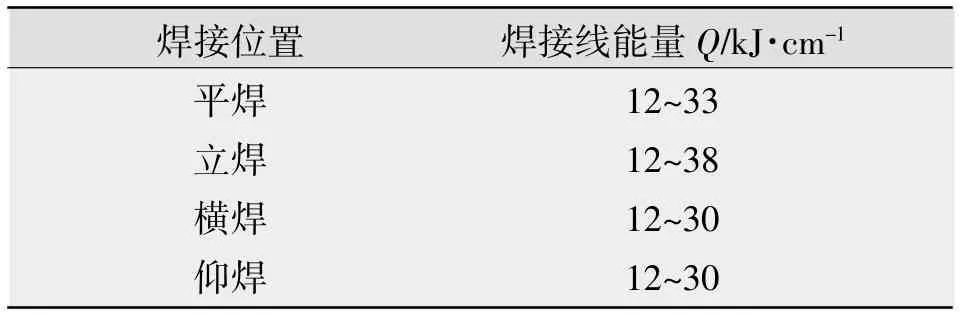
表3 焊接线能量
3.1 焊接材料的控制
焊接材料是焊接质量控制源头,除了按要求对焊条进行各项指标复验外,现场的焊条管理控制主要包括:焊条的烘烤温度和烘烤时间,焊条的烘烤量、发放及回收管理。
(1)严格执行烘烤纪律并保证焊条需求量。由于现场焊条用量较大,事前按施工组织计划,计算作业高峰期焊工每天的焊条用量,配备相应数量的焊条烘烤箱。
(2)检查焊条批号,禁止使用批号超过30 t的焊条,禁止采用直径φ5mm的焊条。
(3)下班前1 h禁止满桶焊条发放,以防止焊条回收量过大。回收的焊条二次烘烤时与首次烘烤的焊条分开烘烤和发放。
3.2 焊接工艺的控制
(1)焊前坡口质量控制。焊前检查主要针对坡口及其两侧50mm范围内的氧化皮、水锈、油污及灰尘,须清除干净方可焊接。
(2)由于钢板较厚,52mm的Q370R钢板要求预热温度不低于80℃。
(3)焊接时按对称施焊的原则,各焊工的焊接速度尽量保持一致,施焊顺序要求先焊纵缝后焊环缝,焊缝大坡口全部焊完后,小坡口侧碳弧气刨清根并经渗透检测合格后再焊小坡口;极板的纵焊缝从中间向两边焊。
(4)焊道始端采用后退起弧法,焊道终端应将弧坑填满。更换焊条时,在前一根焊条弧坑未冷却时,尽快重新引弧。纵向焊缝的焊道应延至环向焊缝的中心,在环向焊缝焊接前将其打磨除干净。
(5)多层焊各层间的接头应错开50mm以上,每一层焊道焊完后,应将焊渣清除干净,并采用砂轮机将焊瘤打磨至与焊层齐平后,方可进行下层焊道的焊接。
4 球罐整体热处理
球罐焊缝无损检测合格后,根据设计条件要求应进行整体消应力热处理[6],球罐整体处理的一个重难点是保证球壳板受热的均匀性。设计条件中要求该球罐恒温温度为600℃~620℃,恒温时间2.5h。根据GB50094-2010的相关规定,球罐热处理恒温温度区间通常为40℃,而该球罐要求仅为20℃,因此对6 000m3丙烷球罐整体处理工艺要求更为苛刻。
热处理球罐支柱需径向向外移动[7],理论上球罐容积(直径)越大,温度每上升100℃,位移量应越大。但球罐容积越大,自重也相对较大,导致支柱底板与基础面的摩擦力会更大,实际移动支柱的难度相应增加。6000m3丙烷热处理时,除了事先在支柱底板涂上黄油以减小磨擦力外,支柱移动时还需采取专用工装来调节支柱的移动位移量使其垂直度保持在允许范围内。
热处理时,选择喷嘴和空压机功率要足够大,在调试火焰时,使燃烧的火焰在球罐内部上方无遮挡物时,高度能接近球罐中心位置,据此选取最佳风油比作为工艺参数,保证了球罐壳板在热处理时达到设计要求的恒温温度。
5 结论
本工程的四台6 000m3丙烷球罐竣工投产一年来,运行情况正常,满足了丙烷脱氢装置的生产需求。该项目6 000m3丙烷球罐的成功建造并应用,刷新了国内容积最大的丙烷球罐纪录,实现了设计、制造、安装以及材料的全部国产化,为国内丙烷球罐的高参化发展积累了实践经验。
[1]周巍.丙烷脱氢制丙烯技术浅析[J].石油化工设计,2013,30(3):36-38.
[2]常秀芹,盛选禹,亢方亮.3000m3丙烷球罐有限元分析[J].石油工程建设,2008,34(4):21-24.
[3]GB150-2011,压力容器[S].
[4]徐英,杨一,朱萍,等.球罐和大型储罐[M].北京:化学工业出版社,2004.
[5]GB50094-2010,球形储罐施工规范[S].
[6]乔凯,张龙飞.7 000m3球罐内燃法整体热处理实用[A].第六届全国压力容器学术会议压力容器先进技术精选集[C],2005:486-489.
[7]姚志燕,房务农,李永泰,等.10000m3球罐整体热处理强度及刚度计算[J].压力容器,2013,30(12):24-30.
Key technology and quality control of first set of 6 000m3propane spherical tank build
HUANG Jinxiang,LIHao,YANGGuoqiang,ZHOU Bing
(Wuhan YiYe SteelStructure Co.,Ltd.,Wuhan 430080,China)
The domestic first 6 000 m3propane spherical tank design requirements and construction key technology are introduced. Spherical tank is used when building install under support column,the equator zone hoisting for upper and under support column of assembled at the same time.Inside the spherical tank using a tripod and arc ladder steel deck method establish the platform construction,which saves time limit for a project,simplifies the tooling.Through welding process controlmanagement and the overall heat treatmentoperation key,effectively guarantee the quality of spherical tank installation.
6 000m3propane spherical tank;assembly;quality control
TG457.5
B
1001-2303(2015)07-0122-04
10.7512/j.issn.1001-2303.2015.07.26
2014-12-18;
2015-01-24
黄金祥(1978—),男,高级工程师,工程硕士,主要从事球罐,LPG、LNG、LEG等运输船载储罐用新材料的焊接工艺开发及应用。
