低温免清洗无铅焊膏用活化剂的优化
2015-01-16余文春李必跃鲁云霞
余文春,姜 艳,李必跃,鲁云霞
(红河学院理学院,云南蒙自661100)
低温免清洗无铅焊膏用活化剂的优化
余文春,姜 艳,李必跃,鲁云霞
(红河学院理学院,云南蒙自661100)
锡铋合金是一种比较理想的低温无铅焊料,但是铋的氧化会使焊料润湿性变差,严重阻碍其应用。活化剂能除去焊料表面氧化物,提高焊料的润湿性。以锡铋焊料的铺展性能和焊点形貌作为评价的主要指标,通过焊接实验研究活化剂用量、活化剂配比对锡铋焊料助焊剂的物理性能及锡铋焊料铺展性能的影响。结果表明:活化剂质量分数为25%,活化剂柠檬酸、水杨酸、丁二酸的质量之比为2∶3∶4时,助焊剂不挥发物含量低于5%,稳定性好,不粘性合格;且得到的焊膏焊点外观规则,光亮饱满,焊接头光滑,焊料铺展率达到79.6%。
免清洗;活化剂;铺展率
0 前言
随着电子元器件不断向短小化、轻薄化发展,目前无铅焊锡产品所设定的工作温度早已高出其所能承受的范围,对产品会造成一定的危险[1-2];另一方面,随着现代电子工业的绿色化发展,免清洗助焊剂的用量越来越大,人们对其质量要求也越来越高[3];因此低温免清洗助焊剂的开发刻不容缓。由于锡铋焊料在160℃就可以进行组装,在低温组装场合成为主要的低温焊料[4];但是铋易氧化,在焊接过程中会降低焊料的润湿性[5]。助焊剂中活化剂的作用是在钎焊温度下去除焊盘和钎料表面的氧化物,从而提高钎料和焊盘之间的润湿性,并且在再流焊时能防止氧化,直至形成焊点[6]。活化剂的选择主要有三种方式:一种是通过加热质量实验分析法;二是通过不同有机酸的复配;三是通过有机酸和有机胺的复配[7]。本研究利用加热质量实验分析法优选出分解温度不同的活化剂,将优选出的活化剂进行优化,探讨活化剂对助焊剂物理性能及锡铋焊料铺展性能的影响,确定助焊剂中活化剂的最佳用量和配比,以显著改善锡铋焊料的润湿性。
1 实验
1.1 焊剂的制备
将称量好的3%松香、活化剂(丁二酸、水杨酸、柠檬酸)、溶剂(四氢糠醇、异丙醇、乙醇、二乙二醇丁醚、异戊醇)、调节剂三乙醇胺、0.6%缓蚀剂BTA、2%表面活性剂十二烷基二乙二醇醚、0.4%抗氧化剂对苯二酚按照一定配比放入烧杯中,使用保鲜膜封住烧杯,将烧杯置于恒温磁力搅拌器上进行加热搅拌混合均匀,冷却至室温得到助焊剂。
1.2 焊膏的制备
以8∶1的配比准确称取Sn42Bi58的合金粉末和制备的松香型助焊剂,将称好的焊粉和助焊剂倒入50mL的烧杯中,用玻璃棒搅拌5min,使锡铋焊粉与助焊剂充分混合均匀,然后静置3min,制得焊膏。
1.3 助焊剂性能测试
1.3.1 助焊剂的稳定性
常温下,该助焊剂为透明浅黄色粘稠液体,有一定的黏性。采用搅拌的方法先将助焊剂搅拌几分钟,使其充分混合均匀。然后取50mL试样于100mL试管中,盖严放入冷冻箱中冷却到5℃±2℃,保持60min,再在此温度下观察和目测助焊剂是否有明显分层或结晶物析出等现象。观察和目测该助焊剂没有分层或结晶物析出等现象。打开试管盖,将试样放到无空气循环的烘箱中,在45℃±2℃下保持60min,再在此温度下观察助焊剂并无分层现象。因此,该松香型助焊剂稳定性良好。
1.3.2 不挥发物含量测定[8]
不挥发物含量是指在一定温度下助焊剂中固体残留物的含量。将6 g助焊剂准确称量(m1),并精确至±0.002 g后,滴入到容积为25mL的熔炼坩埚中,放入热水浴中加热,使大部分溶剂挥发。再将其放入110℃±2℃的通风烘箱内干燥4 h,然后取出,放到干燥箱中冷却至室温,称量,反复干燥和称量直至误差保持在±0.05 g之内时为恒量,此时试样质量为m2。共做两个试样,平均值为助焊剂不挥发物含量值,即
式中m1为初始试样的质量;m2为试样经干燥后恒量时不挥发物的质量。
1.3.3 不粘性测试[8]
在铜片(40mm×40mm×0.5mm)上涂一层助焊剂,将粉笔灰撒到铜片上,用纱布擦拭,铜片上无纱布的痕迹,说明不黏性合格。
1.3.4 腐蚀性测试
将助焊剂均匀地涂附在铜片上,用一个大烧杯放入少量水,在大烧杯中放入一个小烧杯,铜箔放入小烧杯,然后把其放入到干燥箱中(温度70℃)模拟腐蚀环境,4 h后取出铜箔观察表面是否有锈斑。
1.4 焊膏铺展性能测试[9-10]
将铜片剪成尺寸30mm×30mm×0.5mm的平整试片,用#500细砂纸去除氧化膜并用抛光膏进行抛光,再用无水乙醇清洗干净并用烘箱充分烘干。将试片放在温度为150℃±2℃的烘箱中氧化1 h,所有试片应放在烘箱的同一高度上。
用玻璃棒挑取适量焊膏于所制试片上,并把试片放在标尺上拍照,然后将试片置于250℃高温箱式电阻炉中,保温5min后,取出在空气中冷却至室温后,放在标尺上拍照。将照片传到电脑,用Microsoft officeWord对照片裁剪处理后,导入Auto CAD中,利用AutoCAD的查询功能测定铺展面积,然后计算出助焊剂的铺展率。
2 结果和分析
2.1 活化剂用量对助焊剂物理性能及焊料铺展率的影响
通过ZRY-2P型综合热分析仪进行差热差重分析,根据有机酸分解温度的高低,选用丁二酸(226℃)、柠檬酸(175℃)、水杨酸(300℃)为活化剂,以不同含量分别进行研究。活化剂用量对锡铋焊料铺展率的影响如图1所示。
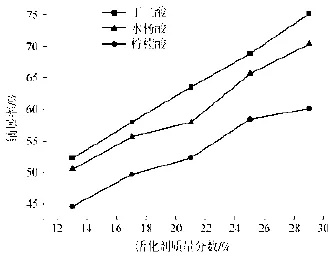
图1 活化剂用量对锡铋焊料铺展率的影响Fig.1 Effect of active agent amount to the spreadability of tin bismuth solder
由图1可知,随着三种活化剂用量的增加,锡铋焊料的铺展率均呈现增大趋势;其中,柠檬酸质量分数为29%时,焊料铺展率可达75.2%。但实验中发现,丁二酸用量过多,会导致助焊剂物理稳定性不好,久置会析出沉淀;柠檬酸用量过大时焊料的焊接表面有黑色残留物质;水杨酸在焊接过程会使焊料炸开且焊后残留物较多,难于达到免清洗效果;可看出单一活化剂难以满足低温免清洗助焊剂的要求。综合考虑,活化剂的用量选用25%为宜。
2.2 活化剂配比对助焊剂物理性能的影响
表1是活化剂配比对助焊剂性能的影响。由表1可知,无论是单一活化剂还是复配活化剂,所制得的助焊剂不分层、腐蚀弱、不粘性合格,不挥发物含量都满足GB/T15829-1995《软纤焊用纤料》中的要求,其中不挥发物含量分数都不大于15%[11]。

表1 助焊剂物理性能测试结果Tab.1 Testing results of physical properties of the soldering flux
2.3 活化剂配比对焊膏助焊性能的影响
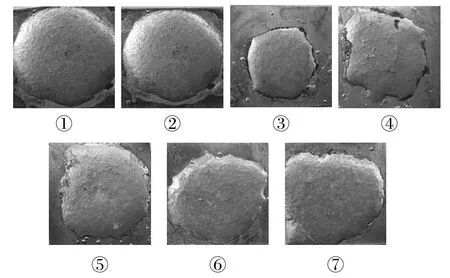
表2为不同活化剂及配比下制备的焊膏焊点宏观形貌。由表2可知,单一活化剂配制的焊膏润湿性略差,铺展率低,残留物多;复配活化剂配制的焊膏润湿性较好,最高铺展率可达到80.1%,焊点光亮饱满,尤其是不挥发物含量小于5%。这符合低固含量免清洗助焊剂(LSF)其固含量通常小于5%的要求[12]。这主要是因为单一的活化剂很难保证在整个焊接过程都发挥活性,而不同沸点活化剂的复合使用可以使助焊剂具有不同的活化温度梯度,低温活化剂在焊接温度较低时具有活性,并且还可以诱导、激发高温活化剂,从而使活化剂在焊接的整个温度范围内都具有活性[13]。

表2 活化剂不同比例配制的焊膏焊点形貌Tab.2 Spotsmorphologies of the solder w ith different proportion of active agent
2.4 活化剂配比对焊膏接头界面层的微观影响
各配比助焊剂相应焊点的断面电镜照片如图2所示,7#组配方助焊剂所对应的焊点接头能谱分析如表3所示。
由图2可知,活化剂配比对焊点接头反应层有较大影响。2#、5#、6#组配方助焊剂的接头扩散层平整光滑,无明显孔洞和裂纹缺陷,焊接质量较好,但2#组的铺展性较差;1#、3#、4#、7#组配方助焊剂接头扩散层不平整,也有裂纹、孔洞。由图2和表3可知,焊料与Cu基板间的钎焊界面层有3层,A层为Cu基板界面层,Cu原子浓度较高;B层紧靠铜基体,在焊接过程中钎料与Cu基板在界面处发生反应,Sn和Cu原子相互扩散从而生成IMC。这些IMC经研究可知是Cu3Sn[14]。C层钎料层,Cu基体金属向钎料的溶解,说明在助焊过程中,元素扩散较充分,钎料在Cu基体表面铺展良好。因此,根据活化剂配比对焊膏焊点宏观形貌影响以及对焊接头界面层的影响,综合考虑,助焊剂中活化剂丁二酸∶水杨酸∶柠檬酸质量配比为2∶3∶4时,可以使SnBi58焊料在Cu基板上的物理和铺展性能最佳。
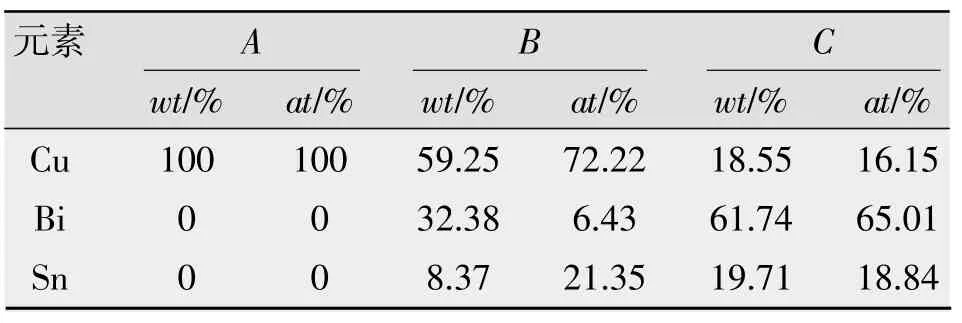
表3 界面反应层能谱分析Tab.3 Energ y spectrum analysis of interfacial reaction layer
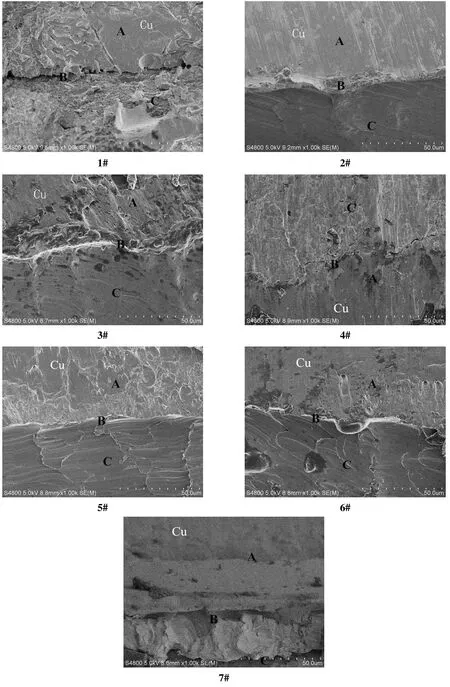
图2 活化剂不同比例配制的焊膏SnBi58/Cu焊点界面SEM照片Fig.2 SEM photo of SnBi58/Cu solder joint interface of the solder w ith different proportion of active agent
3 结论
(1)当松香、溶剂、缓蚀剂、表面活性剂在自制助焊剂中的添加量一定,活化剂的用量为25%时,制得的助焊剂在外观、稳定性、不粘性、不挥发物含量及铜板腐蚀性方面都满足标准要求。
(2)添加的活性剂单配和复配时,复配活化剂制得的助焊剂性能优异,焊点饱满、不挥发物含量低、铺展率高。当丁二酸∶水杨酸∶柠檬酸质量配比为2∶3∶4时,得到的焊膏综合性能较高。
(3)焊点横截面形貌显示,焊料合金和基体发生了反应扩散,生成IMC层。
[1]Frank W Gayle,Gary Becka,Jerry Badgettet,et al.High temperature lead-free solder formicroelectronics[J].Electron Mater,2001(6):17-21.
[2]王丽荣.一种低温、无卤、低固含量无铅焊锡用助焊剂[D].江西:南昌大学,2012.
[3]钟金春,郝志峰,吴青青,等.免清洗水性助焊剂主要组分的选择及其缓蚀性能研究[J].电镀与涂饰,2013,32(1):37-41.
[4]杨倡进,金霞.Sn_Bi系列无卤素低温锡膏的研制[J].焊接技术,2011,40(5):38-40.
[5]李涛,赵左群,赵阳,等.SnAgCu无铅焊膏用活性物质研究[J].电子元件与材料,2009,28(9):24-29.
[6]金霞,郭建军,顾小龙,等.锡膏用助焊剂在钎焊过程中作用机理的探讨[J].焊接技术,2009,38(10):38-41.
[7]金霞.锡膏中活性剂的作用及其性能[J].浙江冶金,2009(4):13-15.
[8]纠永涛,闫焉服,盛阳阳.松香对锌基钎料助焊剂物理性能及Zn20Sn钎料铺展性能的影响[J].焊接技术,2013,42(7):9-12.
[9]钱国统,薛建平,张国福,等.电脑图形处理技术在锡焊料铺展面积测量中的应用[J].上海有色金属,2009,30(3):119-121.
[10]郑家春,杨晓军,雷永平,等.复配表面活性剂对无铅助焊剂润湿性能影响的研究[J].电焊机,2011,41(7):79-84.
[11]纠永涛,闫焉服,盛阳阳,等.活性剂对锌基钎料助焊剂物理性能及铺展性能[J].河南科技大学学报(自然科学版),2013,34(2):8-12.
[12]王素丽,雷永平,夏志东,等.无铅钎料用免清洗助焊剂的研制[J].电子工艺技术,2004,25(4):147-149.
[13]李海普,秦春阳.新型助焊剂配方设计的机理性探究[J].电子元件与材料,2013,32(2):66-69.
[14]刘春忠,张伟,隋曼龄,等.共晶SnBi/Cu焊点界面处Bi的偏析[J].金属学报,2005,41(8):847-852.
Optim izing of activator for low-tem perature no-clean lead-free solder paste
YUWenchun,JIANG Yan,LIBiyue,LU Yunxia
(Science of College,Honghe University,Mengzi661100,China)
Tin bismuth alloy is an ideal low-temperature lead-free solder,but the oxidation of bismuth will deteriorate the wettability of solder and seriously hinder the application of the Tin bismuth alloy.The activator can remove the oxide on the solder surface and improve the wettability of solder.The spreadability of tin bismuth solder and the appearance of welding spot are considered as the main indexes,the effect of different amount and matching of activator on the physical properties of soldering flux and spreadability of tin bismuth solder is studied by welding test.The results show thatwhen themass fraction of activator is 25%and mass ratio of citric acid,salicylic acid and succinic acid as activator is 2:3:4,the non-volatile matter content of soldering flux is less than 5%,and soldering flux has good stability and qualified non-viscidity.The appearance of welding spot of solder paste is regular,beamy and full,and welded joints are smooth,and the spreadability of solder can reach 79.6%.
no-clean;activator;spreadability
TG42
A
1001-2303(2015)07-0023-05
10.7512/j.issn.1001-2303.2015.07.06
2014-12-04
云南省应用基础研究项目(2013FZ123);红河学院大学生创新性训练实验项目
余文春(1991—),男,云南保山人,学士,主要从事有色金属及复合材料的研究工作。
