带钢跑偏问题的研究
2015-01-16山西中北大学机电工程学院梁国强李世中唐山迁安市思文科德薄板科技有限公司杨维维
1、山西中北大学机电工程学院 梁国强 李世中 2、唐山迁安市思文科德薄板科技有限公司 杨维维
1 引言
在钢卷运输的过程中,经常会出现带钢偏离设备中心线及钢卷运输过程中翻卷的情况,这种跑偏现象直接影响生产的安全运行,造成设备损坏,降低设备的使用寿命,因此在对中控制系统中必须予以解决[1-2]。由于工业环境中系统的多样性和复杂性,造成D带钢跑偏的因素多种多样,主要有设备精度问题、带钢板型问题及张力控制问题[3]。原因不同,处理方法也不尽相同。因此,对于带钢跑偏及翻卷的问题必须系统地观察、测量及统计,最终分析出造成带钢跑偏及翻卷的因素。
钢卷的对中顺控功能可由操作人员直接启动,也可由2#步进梁进行启动。由2#步进梁进行启动时,在两个步进梁动作前要选择自动对中功能,操作人员需每次在步进梁动作之前进行选择自动对中,此种控制方式的缺点在于,操作人员有时会忘记选择该功能,未进行对中操作,同时,由于该按钮位于触摸屏上,在外界干扰等环境下有时不是很确定按钮是否处于选中状态,造成未进行对中操作。
2 相关设备的观察及研究
2.1 步进粱处钢卷对中功能
钢卷在步进粱11#鞍座完成钢卷对中功能,对中摆臂两端各安装一个超声波传感器,落下后用于测量钢卷两侧的距离,对中鞍座根据超声波传感器实际测量的两侧位置偏差对钢卷位置进行调整[4],图1为钢卷对中的控制方法。其中,a为南侧超声波传感器距钢卷的距离;b为北侧超声波传感器距钢卷的距离。

图1 钢卷对中功能示意图
根据长时间的观察、统计发现,大部分的原料钢卷在卷心附近存在溢出边现象,同时,对中摆臂落下后大部分处于钢卷溢出边位置,造成钢卷测量距离不准确。为解决这一问题,将对中摆臂测量位置进行了调整,使测量位置远离钢卷溢出边位置,调整后测量对中后的钢卷两侧距离偏差在允许范围之内。
2.2 带头处理装置功能
带头处理装置对带头进行准备处理,方便后续穿带。带头处理过程中,需要对钢卷进行正反向转动,因此,带头处理前后,两侧的距离可能会发生变化,与原料钢卷及地辊的水平度等都有关系,通过对带头处理装置处带钢带头处理前后进行的对比观察,发现地辊旋转前后钢卷位置变化不大且无规律,排除了地辊水平旋转造成的钢卷跑偏问题。
2.3 钢卷交接位
13#鞍座为钢卷梭车运走钢卷的位置,因其为十字鞍座,步进梁运送钢卷到该位置时,如果跑偏,极易造成钢卷梭车运输过程中翻卷,若跑偏严重的情况下,钢卷运送到该鞍座便会翻卷。通过对13#鞍座的分析、统计,发现大部分钢卷在该鞍座处都会偏北30mm,为解决该问题对步进梁的步距进行了调整,由于步进梁移动造成的误差是累积的,所以将步进梁的步距减小了15mm。
通过上述更改后发现钢卷在进行对中操作后,运输到13#鞍座时钢卷处于中心位置,但是随之也出现了一个新的问题,有时会出现对中摆臂落下后,不进行对中,摆臂直接抬起的现象,然而对程序查找未发现异常,之后将相关信号加入PDA曲线发现,由于超声波传感器的延迟特性,对中摆臂落下,超声波传感器检测到钢卷后,测量的实际距离不能立刻更新,造成两侧测量的值相同,无法进行对中动作,导致钢卷跑偏。
3 解决超声波传感器延时特性的PLC程序
3.1 PLC程序设计
研究超声波传感器延时特性问题,有利于解决钢卷跑偏问题,在编制PLC程序时,采用的是对中摆臂落下1秒后才可启动对中功能,此时测量的值才是实际测量的真实值,保证了控制的精确度,PLC控制程序中解决超声波传感器延时特性的程序流程图如图2所示。
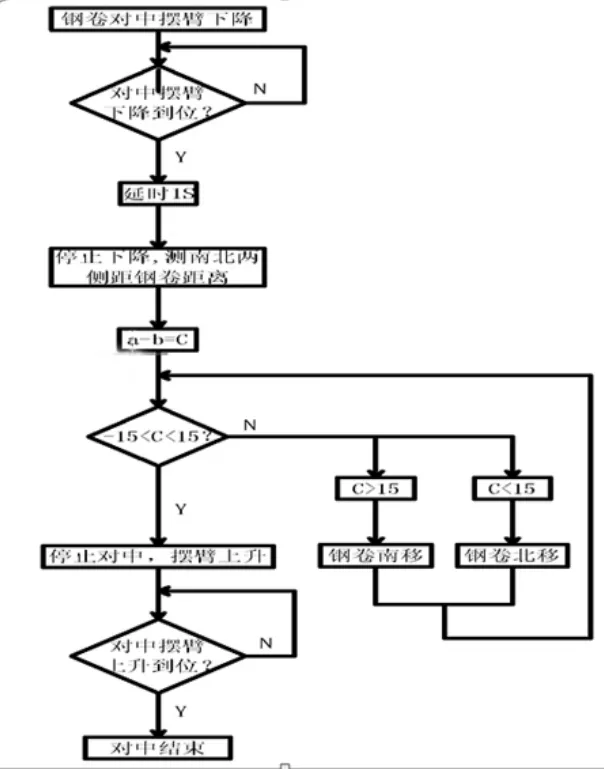
图 2优化后的钢卷对中功能示意图
按照上述流程图,可以利用STEP7软件在西门子400系列CPU416-2DP的PLC上开发控制程序。图3为加延时环节的对中程序。
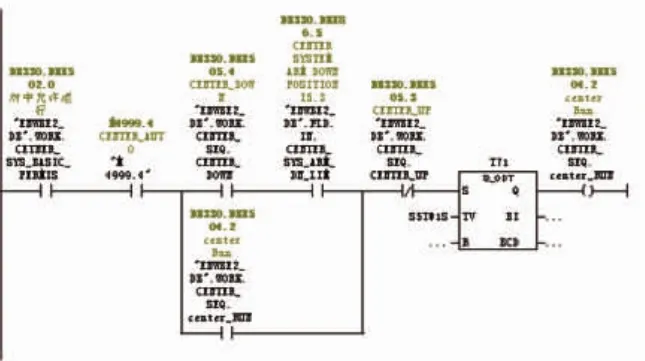
图3 加延时环节的对中程序
为了防止人为的不确定因素造成的钢卷跑偏情况发生,将钢卷的对中功能设置为全自动,不用人为干预。同时,在设备出现故障,对中操作执行到一半被中断后,也要进行对中操作,防止由于未对中造成的钢卷跑偏,在程序中加入联锁,未进行对中操作步进梁不允许动作,如图4所示。
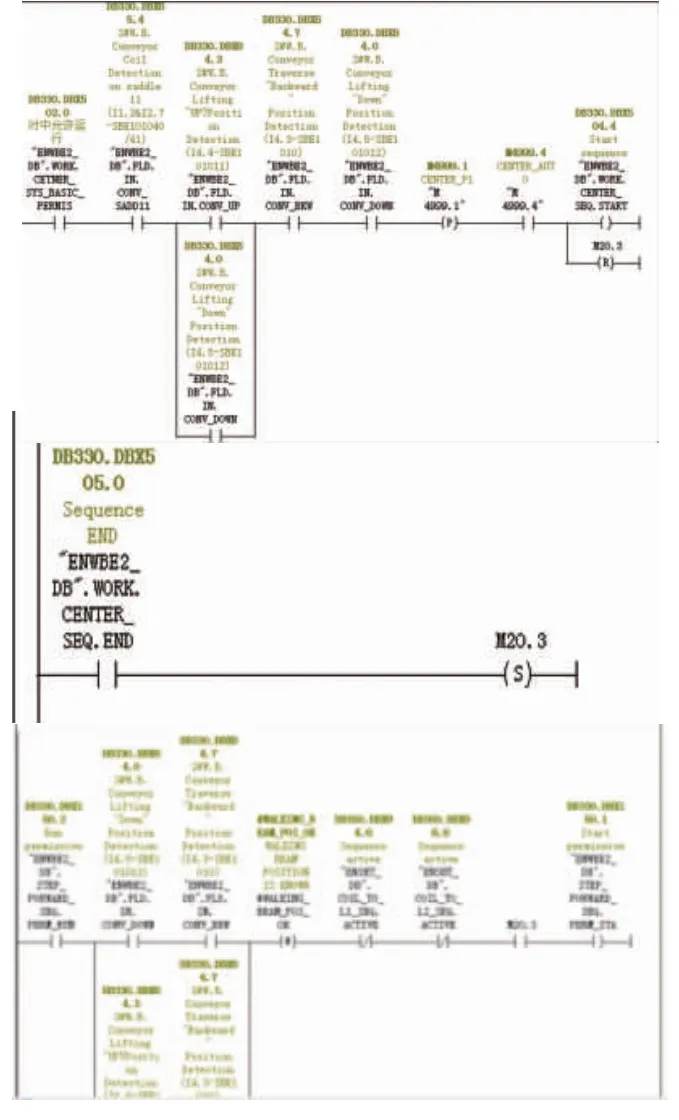
图4 程序中加入联锁
3.2 采用PLC控制的效果
在采用PLC控制之前,由于现场环境、原料、设备仪器等影响,造成人工控制的不及时性和设备的不可靠性[5],甚至忘记选择自动对中功能,未进行对中操作,而在采用PLC控制之后,能够及时有效地防止钢卷跑偏问题的发生。
4 结论
排除了带头处理装置造成的钢卷跑偏,预防了人为因素造成的钢卷跑偏,开发了全自动对中程序,降低了人工劳动强度,提高了系统的可靠性。找出了步进梁前进距离造成的钢卷跑偏,并进行了处理;找出了原料钢卷溢出边造成的距离检测错误导致的钢卷跑偏,对测量位置进行调整,并利用STEP7软件在西门子 400系列CPU416-2DP的PLC上开发了由于调整测量位置后凸显出的超声波传感器延时特性的控制程序。
[1]邹凤欣,杨溪林,高增雪等.基于电感式位置检测原理的带钢纠偏控制方法[J].冶金自动化,2006(4):37-39.
[2]邹鹏程,陈建华,齐杰斌等.冷轧处理线带钢纠偏控制系统研究 [J].矿冶,2013.22(增刊):202-204.
[3]傅作宝.冷轧薄钢板生产[M].北京:机械出版社,2005:25-35.
[4]柴俊英,于革刚,刘明利等.包装能力90万t/年的钢卷包装机组设计方案研究[J].冶金设备,2007特刊:30-33.
[5]蒋炳炎,胡文东,冯旭山等.酸温滞后问题的PLC控制 [J].中南大学学报,2004.35(2):249-252.