热风炉充压控制装置与方法研究
2015-01-13魏金辉
魏金辉
(承德钢铁集团有限公司自动化中心,河北 承德 067102)
热风炉是炼铁生产的重要设备,充压过程是指热风炉燃烧过程中,热风阀和冷风阀均处于关闭状态,热风炉内烟气压力在10kPa以下,远低于热风炉送风系统压力,阀板两侧承受很大压差,热风炉由燃烧过程切换到送风过程,必须从冷风总管向热风炉内充入冷风,以均衡阀板两侧压差,才能顺利开启阀门。充压过程靠充压阀完成,接自充压冷风管道。充压阀为电动或液动切断阀,充压阀仅有全开或全关两个阀位,热风炉充压时,高炉入炉风量突然减少,引起高炉内压力波动,这种现象随着热风炉每次换炉充压呈周期性出现,对高炉操作不利。虽然有的充压阀靠阀门定位器等设备实现粗略的手动开度控制,但也无法实现全自动充压的精确控制。充压控制基本依靠操作人员经验手工操作,充压阀基本处于全开状态,由于操作员控制水平参差不齐,造成高炉炉顶压力参数不稳定,使高炉炉顶压力产生巨大的波动,影响高炉炉况的稳定,这种情况至今没有得到有效解决,对高炉的稳定生产非常不利。
笔者设计了一种热风炉充压控制装置,该装置可以使高炉热风炉在充压过程中处于全自动控制状态,减少充压过程对高炉炉顶压力的影响。
笔者设计的热风炉充压控制装置框图如图1所示,装置由充压冷风管道、充压阀(ZDRHO)、压力检测元件(EJA530A)、输入模件(FM148A)、输出模件(FM151A)、电源模件(FM910)、CPU控制器件(FM801)、接口模件(DFE530TXK和DES-1008)、总线底板模件(FM300)和显示器件(IPC-510)构成。其中:输入模件、输出模件、电源模件、CPU控制器件、接口模件、总线底板模件和显示器件均为PLC或DCS系统的标准硬件。另外还包括限幅控制单元、充压时间设定单元、设定曲线生成单元和软伺服控制单元,软件单元安装在PLC或DCS系统的CPU控制器件上。

图1 热风炉充压控制装置框图
充压冷风管道的一端连接冷风总管,另一端与热风炉连接,充压冷风管道上安装充压阀,充压阀由开关切断阀改为调节切断阀,充压阀的阀位反馈信号与输入模件连接,充压阀的控制信号与输出模件连接。在冷风总管上安装压力检测元件,压力检测元件的电信号与输入模件连接,用于自动充压时的压力控制,冷风总管压力可以代表高炉炉顶压力,充压时若冷风总管压力稳定,即可保证高炉炉顶压力稳定。
输入模件、输出模件、电源模件、CPU控制器件和接口模件通过总线底板模件连接并安装在总线底板模件上,电源模件提供工作电源。CPU控制器件是充压装置的控制核心,通过CPU控制器件控制限幅控制单元、充压时间设定单元、设定曲线生成单元和软伺服控制单元,通过输出模件实现对充压阀的自动控制。限幅控制单元实现对充压阀的安全控制,避免在自动状态下充压对高炉炉顶压力的影响;充压时间设定单元用于根据热风炉大小和工艺操作制度来实现调整自动充压时间的设定功能;设定曲线生成单元用于产生充压阀的时间与阀位开度曲线。
设定曲线生成单元与软伺服控制单元连接,开度曲线作为软伺服控制单元的阀位设定值,实际阀位反馈值作为软伺服控制单元的测量值,软伺服控制单元将充压阀阀位自动按设定曲线工作,对充压进行自动控制并保持充压期间高炉炉顶压力稳定的功能。
接口模件与显示器件连接,实现人机交互界面,用于实现操作和监视功能。接口模件可以是工业交换机、以太网模板或现场总线等。显示器件可为工业计算机或工业触摸屏等。
2 热风炉充压控制方法
2.1 限幅控制单元设定
利用显示器件,输入冷风总管压力波动允许上下限值(-100~100kPa可设),输入充压阀阀位开度允许上限值(上限值为0%~100%可设,下限值为0,即全关)。
2.2 充压时间设定单元设定
利用显示器件,输入热风炉的自动充压时间(0~120min可设)。
2.3 设定曲线生成单元生成设定曲线
利用显示器件,输入折点个数(1~50可设)。时间数值:第1折点t1(0~120min可设)、第2折点t2(0~120min可设),以此类推最多可到t50。对应的充压阀阀位值:第1折点v1(0%~100%可设)、第2折点v2(0%~100%可设),以此类推最多可到最多可到v50。这样可以产生0A-AB-BC-CD…的50段阀位值设定曲线。
2.4 软伺服控制单元对充压阀进行自动控制
设定曲线生成单元与软伺服控制单元连接,阀位值设定曲线作为软伺服控制单元的设定值,实际充压阀阀位作为软伺服控制单元的测量值。充压结束后,充压阀自动关闭。
3 热风炉充压控制方法实例
热风炉充压控制装置的阀位设定曲线如图2所示(为4段折线)。
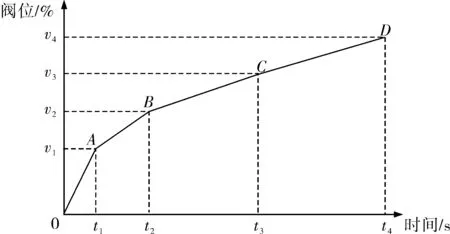
图2 热风炉充压控制装置的阀位设定曲线
限幅控制单元设定:利用显示器件输入冷风总管压力波动允许上下限值(-5~5kPa);输入充压阀阀位开度允许上限值为40%,下限值为0(即全关)。
充压时间单元设定:利用显示器件输入热风炉自动充压时间35min。
曲线单元生成设定:利用显示器件输入折点个数为4个。时间数值:第1折点t1=1min,第2折点t2=5min,第3折点t3=8min,第4折点t4=35min。对应的充压阀阀位值:第1折点v1=15%,第2折点v2=18%,第3折点v3=25%,第4折点v4=35%,这样可以产生0A-AB-BC-CD的阀位值4段设定曲线。
软伺服控制单元对充压阀进行自动控制:设定曲线生成单元与软伺服控制单元连接,阀位值设定曲线作为软伺服控制单元的设定值,实际充压阀阀位作为软伺服控制单元的测量值,软伺服控制单元自动将充压阀阀位按设定曲线工作。
充压结束后,充压阀自动关闭(即阀位为0)。
通过以上控制方法实现了充压阀的全自动控制,高炉炉顶压力波动控制在-5~5kPa的范围内,未采用该方法时,充压时炉压波动达到-30~10kPa,效果显著。
4 结束语
笔者将充压阀由开关切断阀改为调节切断阀,克服了以往充压阀充压时仅能全开的弊端,通过压力检测元件和CPU控制器件对充压冷风管道的压力进行检测,通过CPU控制器件和多种软件实现对充压阀的充压时间、阀位开度及限制幅度等进行全自动充压控制,按照预先设定好的阀位曲线进行充压作业,能够对热风炉进行平稳充压,减少充压过程对高炉炉顶压力的影响,有利于高炉炉况的稳定。本方法已在多座热风炉上使用,效果良好,解决了长期困扰高炉的热风炉充压造成的高炉炉顶不稳定的问题,保证了高炉生产的顺利进行,带来了可观的经济效益。