09MnNiDR钢焊接接头的组织与性能
2015-01-13李玉红
李玉红
(中航黎明锦西化工机械(集团)有限责任公司)
随着国民经济的快速发展,大型、低温、深冷压力容器在石油炼化行业应用越来越多。09MnNiDR钢是目前国产低合金钢中使用温度最低的钢种,在-70℃时仍具有大于47J的冲击功,广泛应用于低温压力容器制造领域。低温压力容器不仅要求钢材本身具有良好的低温性能,还要求通过焊接成形和热处理加工后焊接接头具有良好的低温性能。在进行09MnNiDR的焊接时,如果焊接材料或焊接工艺参数等选择不合理,焊接接头容易出现气孔、夹渣等缺陷,且焊缝和热影响区的低温冲击吸收功很难达到技术要求。
锦西化机曾承接的变换器甲醇洗涤塔、循环气闪蒸槽等设备,主体材料采用09MnNiDR钢,设计温度为-70℃,且要求焊后做(600±14)℃×3h热处理。为保证焊接质量,施工前需进行焊接工艺评定,以评估焊接工艺的可行性。焊接接头理化检验是焊接工艺评定结果的判据,笔者在显微组织分析的基础上,研究和分析了焊接过程中成分、组织与性能之间的内在联系,确保其焊接接头的显微组织与性能全部符合设计要求。
1 试验材料
本试验所用09MnNiDR钢为正火+回火状态,母材金相组织为铁素体+少量珠光体,化学成分见表1。

表1 09MnNiDR钢的化学成分 wt%
2 焊接工艺及检验要求
根据设计文件和NB/T 47014-2011的要求[1],试验选用10mm厚的09MnNiDR钢做为母材,开V形坡口,夹角60°,装配间隙2~3mm,如图1所示。采用单面多道焊,GTAW打底,其余SMAW填充。GTAW焊丝选用H07MnNiDR/φ2.5,SMAW焊条选用W707Ni/φ3.2。对接焊缝的位置为1G,焊前预热15℃以上,层间温度控制在15~150℃之间,焊后(600±14)℃×3h热处理。焊接工艺参数见表2。
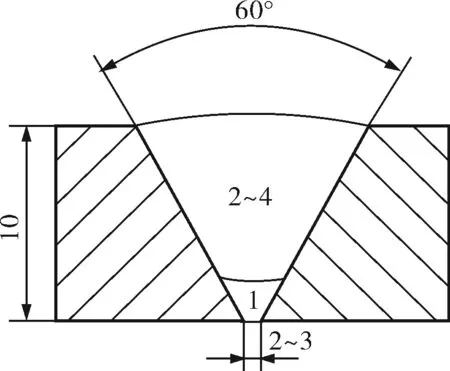
图1 09MnNiDR钢V形60°坡口

焊道/焊层焊接方法极性焊接电流A电弧电压V焊接线速度cm·min-1线能量kJ·cm-11GTAWDCEN90~12010~126~8≤14.402~4SMAWDCEP90~12021~2410~12≤17.28
注:保护气Ar≥99.99%,流量8~10L/min。
焊后做RT检测,合格后按文献[2]进行理化检验,检验项目、试样数量和执行标准见表3。
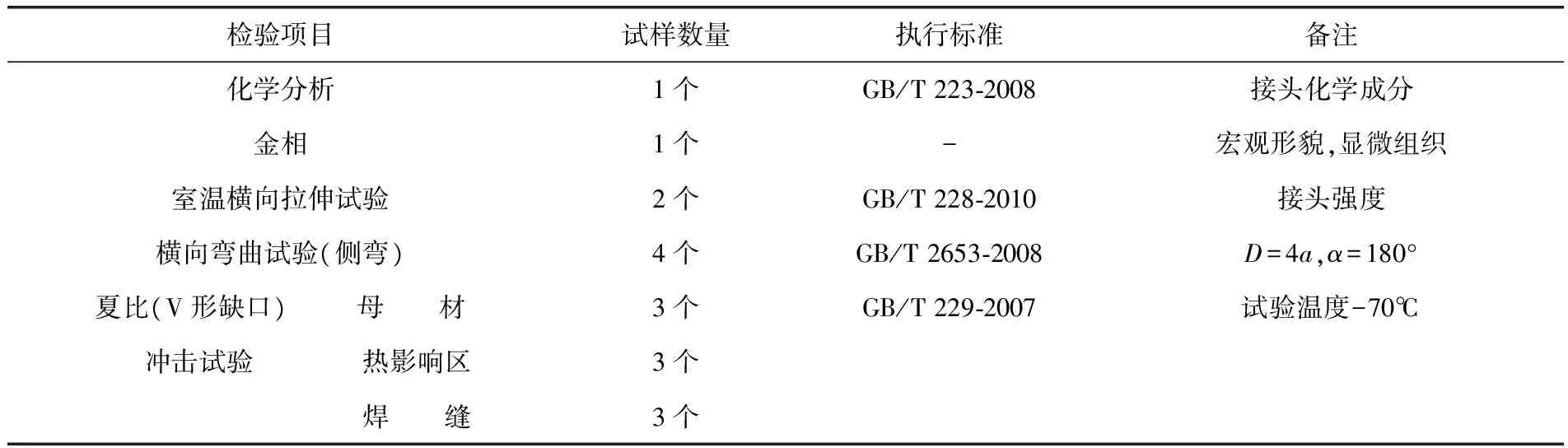
表3 焊接工艺评定的理化检验试样
3 焊接接头
3.1宏观形貌
焊接接头宏观检验主要是检查焊接缺陷和焊缝金属的宏观形貌[3]。09MnNiDR钢焊接接头宏观形貌如图2所示,焊缝外观形状平整,焊道接合紧密,表面无未熔合、未焊透、裂纹、气孔及夹渣等缺陷,焊缝成形良好。从图2中可以看出接头共4层6道,热影响区约2mm左右。焊道呈扁平状,成形高度约5mm左右,焊道搭接呈鱼鳞状。在盖面层可清晰观察到柱状晶沿垂直于焊接熔池壁的方向向焊缝中心成长,最终汇交于熔池中部形成八字形柱状树枝晶结晶形式。

图2 09MnNiDR钢焊接接头的宏观形貌 ×10
3.2显微组织
取金相试样研磨、抛光,用4%硝酸酒精溶液腐蚀。使用4XCE光学显微镜观察显微组织。图3为09MnNiDR钢焊接接头各特征区的显微组织照片。

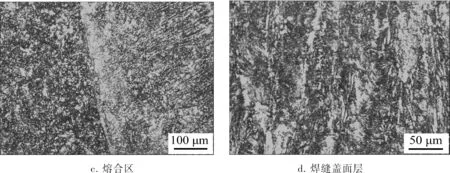
图3 09MnNiDR钢的焊接接头组织
09MnNiDR钢的母材组织为白色多边形铁素体和少量黑色珠光体组织,如图3a所示。
09MnNiDR钢焊缝中心区为细小铁素体+珠光体组织,呈柱状晶生长。由于选择的焊接热输入较小,高温停留时间短,所以接头组织中没有粗大的魏氏组织形成。又由于在多层多道焊中,后焊道对前焊道有加热作用,使前道焊中粗大组织发生重结晶,从而细化了晶粒,故该区晶粒小于母材,如图3b所示。
图3c所示为09MnNiDR钢焊接接头熔合区显微组织,图中右侧为焊缝区,由于晶体沿逆最大传热方向择优长大,所以柱状晶垂直于焊缝-母材界面,指向焊缝中心部位成长。图中左侧为热影响区中的过热区,该区紧邻焊缝,焊接时加热温度高,冷却后晶粒较粗大。
图3d所示为09MnNiDR钢焊接接头盖面层的显微组织,由于是最后一道焊接,没有后续焊道的加热作用,组织粗大,铁素体呈枝晶状生长。
4 焊接接头的力学性能
09MnNiDR钢焊接接头力学性能指标完全符合设计文件要求,两个试样的抗拉强度均不低于设计文件规定的抗拉强度下限值,-70℃冲击功合格且有很大富裕量,4个横向侧弯试样弯曲到180°后,其拉伸面上的焊缝和热影响区内完好无裂纹,塑性良好。试验结果见表4。
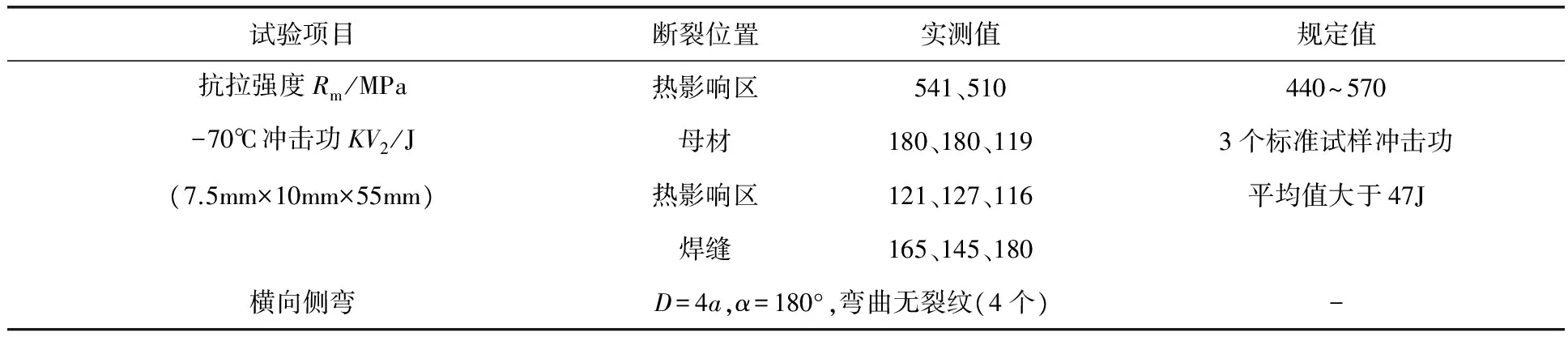
表4 09MnNiDR钢焊接接头力学性能试验结果
5 结论
5.109MnNiDR钢焊接接头显微组织符合低合金钢焊接组织形成规律,用多层多道焊,后焊道对前焊道有加热正火作用,使焊缝区晶粒细化,改善了接头金相组织,热影响区较窄。焊缝中心区和热影响区均为铁素体+珠光体,组织细小,保证了焊接接头良好的力学性能。
5.209MnNiDR钢焊接接头的抗拉强度、-70℃冲击功和侧弯试验结果符合产品技术要求。其中热影响区性能低于焊缝中心区和母材,这是由于热影响区、尤其是过热区组织粗大且不均匀,使强度和韧性降低。
5.309MnNiDR钢焊接工艺规程选用的焊接材料和焊接方法合理,焊接接头组织与性能良好,可用于指导生产。
[1] NB/T 47014-2011,承压设备焊接工艺评定[S].北京:国家能源局,2011.
[2] NB/T 47016-2011.承压设备产品焊接试件的力学性能检验[S].北京:国家能源局,2011.
[3] 孙洪涛.锅炉压力容器理化检验人员培训教材:金相检验[M].北京:机械工业出版社,2001.