甲醇合成工段气气换热器泄漏的处理措施
2015-01-10陈志海云煤能源股份有限公司云南昆明650200
陈志海(云煤能源股份有限公司, 云南 昆明 650200)
甲醇合成工段气气换热器泄漏的处理措施
陈志海(云煤能源股份有限公司, 云南 昆明 650200)
本文介绍了甲醇合成工段气气换热器的用途及流程,对气气换热器在生产中出现的泄漏情况予以说明,并提出了解决该泄漏的方案及施工措施。经处理后,该气气换热器运行情况良好,甲醇生产稳定。
气气换热器;泄漏;焊接;甲醇
云煤能源师宗煤焦化工有限公司甲醇车间合成工段设置有两台气气换热器,其作用是将进入合成塔的新鲜气(CO、CO2、H2)由61℃预热到220℃左右(壳程),进入合成塔在催化剂的作用下合成甲醇气,之后再将出合成塔的甲醇合成气由255℃冷却至95℃(管程),两台气气换热器串联使用。其流程图见图1。
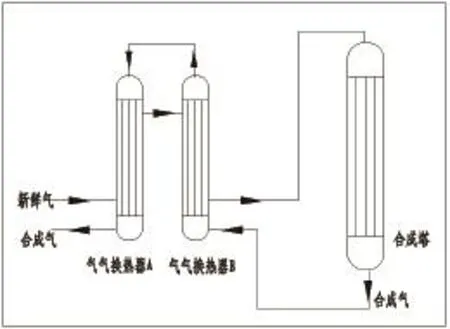
图1 气气换热器流程图
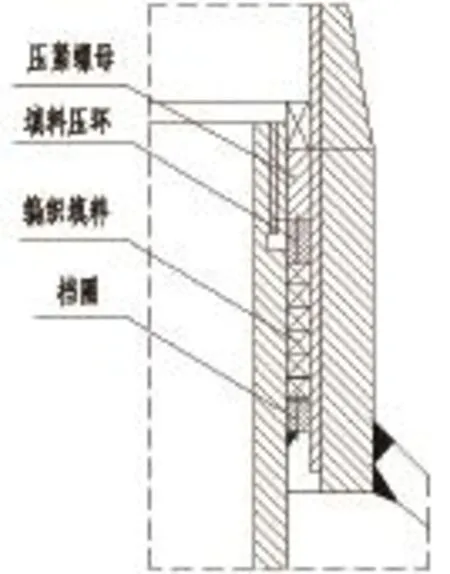
图2 填料密封放大图
1 气气换热器的技术数据
该气气换热器为列管式换热器,容器类别为二类(D2),外型尺寸为13939×Φ1200,其主要技术数据见表1。

表1 气气换热器主要技术数据
2 存在问题
气气换热器B在使用近三年后,在壳侧法兰与管板密封处出现了泄漏,该处密封垫为金属缠绕垫,规格为Φ1236×Φ1266×4.5,材质为06Cr19Ni10,金属缠绕垫间的填充带材料为柔性石墨,在气体泄漏的同时,垫子的柔性石墨也不断地被气体带出,沿密封面四周分布。泄漏位置见气气换热器结构图3所示。
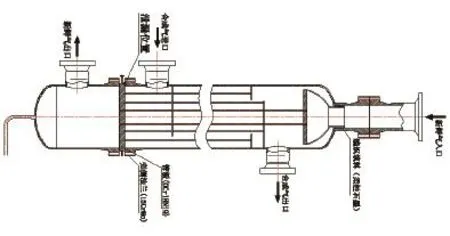
图3 气气换热器结构示意图
3 处理方案及可行性分析
(1)更换泄漏的金属缠绕垫。即将泄漏的气气换热器整体拆除,运至具有相关检修资质和检修能力的单位,抽出换热管束,更换泄漏的金属缠绕垫。该方案需要甲醇停产30天左右,且换热管束长为9m,重量为14.65t,在拆装换热管束时,易造成部份换热管弯曲、变形或受损;其次,该换热管束出口与换热器壳体脖颈处为填料密封(编织柔性石墨填料),见图2及图3。该填料安装困难,设备制造厂家是用专门夹具且未焊上部法兰的情况下组装好的。此方案停产时间较长,造成的经济损失较大,且在组装换热管束时存在一定的难度,不确定因素及风险性较大。
(2)对泄漏的密封面进行焊接处理。该方案对泄漏的密封面进行焊接后,破坏了原有的可拆结构,将可拆的法兰密封面变成了不可拆。但该方案停产时间短,能在较短的时间内恢复生产,且根据我公司的检修力量,后期若换热管束出现问题,也无法检修,也需要返回制造厂维修,所以可拆联接对我公司也没有实际意义。
4 处理措施
根据方案比较及可行性分析,我公司决定采用方案2进行处理,具体的处理措施如下:
(1)对气气换热器B进行泄压,泄压后对其管程的进出口加堵盲板,在壳程通入氮气进行置换,直致取样分析器内可燃气体浓度小于0.2%(体积比)视为置换合格。
(2)焊接准备。泄漏的换热器上法兰材质为15CrMo,管板材质为0Cr18Ni9,这两种母材焊接为铬钼耐热刚+奥氏体耐热钢的焊接;15CrMo为低碳低合金耐热钢,具有焊接热影响区过热区的淬硬性及冷裂倾向,焊接时需采取一定的工艺措施,才能保证接头质量。为确保焊接质量,公司租用了大型的履带式陶瓷电加热器,按30℃/h的升温速度,将焊接部位加热至200℃,并用保温棉进行保温。
焊接材料:焊条型号E309-16,牌号为A302。
另考虑到该换热器较高,在风载荷的作用下,换热器会产生一定的振动,这种振动会在焊接时易使焊缝出现裂纹,而在焊接壳体上法兰与管板时,需将法兰螺栓拆除后放能施焊,为减少换热器振动对焊缝的影响,在拆卸法兰螺栓进行焊接时,将上下法兰的48个螺栓,进行了对称的配对分号,施焊时需严格按顺序进行拆卸及施焊,每次对称地从小到大依次拆卸2处螺栓,每处依次拆除2颗螺栓,具体见图4、图5。

图4 螺栓拆卸及施焊顺序简图
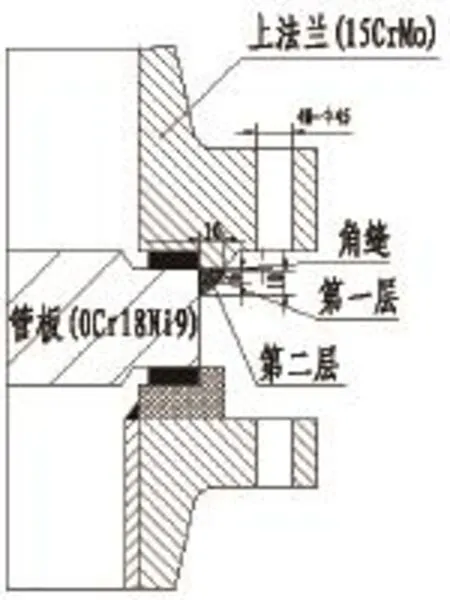
图5 法兰及管板焊接示意图
(3)将法兰一圈对称拆除序号1的角缝的待焊表面清理干净。
(4)采用焊条电弧焊将序号1的角缝进行焊接。在焊接过程中角缝第一层、第二层的接头错开40mm~50mm。第一层焊角高度为6mm.第二层焊角高度为4mm。具体见图5。角缝: 焊条牌号A302/φ4.0,I=130~150A U=23~25V U=14~16cm/min,焊接严格控制层间温度≤100℃。
(5)将拆下的两处即4个螺栓按原来的位置重新拧紧,按照图4的要求再进行对称拆卸序号2的两处螺栓,每处依次拆除2颗螺栓。按上述第3、4条的要求进行序号2角缝焊接,然后以此类推按螺栓拆除的顺序进行角缝焊接。
(6)焊接完毕及全部螺栓紧固后,用履带式陶瓷电加热器按40℃/h的升温速度将焊接部位加热至600℃,保温6h对焊缝进行焊后热处理。
5 结语
采用该焊接办法,甲醇车间仅在停产3天后就恢复了生产,极大地缩短了停产时间,避免了因泄漏而造成的巨额损失;该气气换热器的泄漏面焊接后投入生产使用至今一年多,未发现焊缝裂纹及泄漏现象,运行正常。
[1]史春元,于启湛.异种金属的焊接[M].北京:机械科工业出版社,2012:20-77.
陈志海(1975-),男,工程师(学士)。
