细旦锦纶超薄面料的开发实践
2015-01-09隋全侠
隋全侠
(江苏工程职业技术学院,江苏南通 226007)
近年来纺织面料呈现“材料新颖化、质地轻薄化、功能多样化、风格潮流化”的发展趋势,在每年的纺织面料各大博览会中,滑爽、超薄、超轻质、透明与透光织物越来越受到消费者和时装设计师的青睐。
细旦丝是指复丝中的单丝很细的丝,常用来指涤纶或锦纶,一般认为单丝0.3D~1.0D为细旦丝,换 算 成 特 克 斯 制 为 0.33dtex~1.11dtex,而0.33dtex以下就可称为超细旦丝[1]。人们常用“像蛛丝一样细,像钢丝一样强,像绢丝一样美”的词句来赞誉锦纶长丝,对此,本文所开发的面料经纬向均采用7.7dtex/7f锦纶长丝作为原料,成功开发出一款细旦超薄面料。该面料除质轻、超薄外,还具有柔软、滑爽、透视和亲肤等特点,属高档面料,非常适合做女式时装、裙子、晚礼服等,深受消费者喜爱。
1 规格设计
经纱:7.78dtex∕7f锦纶复丝 单丝纤度为1.11dtex[2]
纬纱:7.78dtex∕7f锦纶复丝 单丝纤度为1.11dtex
经纬密:97.2×87.4(根/cm)
幅宽:170cm
克重:15.1g/m2
织物组织图如图1所示。

图1 织物组织图
2 主要生产工艺的技术要求
该产品密度非常高,经向密度为972根/10cm,且经纱为细旦锦纶长丝,为了克服织造过程中多毛丝、易断经、效率低等问题,对织前的准备工序如整经、上浆、并轴、分绞、穿综等各道工序都必须进行严格的把关,以确保织造工序的顺利进行。
2.1 整经工艺
该产品采用津田驹TWN-e长丝分批整经机,该设备采用红外线感应来测毛羽,采用2个位置不同的感应器能测出毛羽的具体位置,并且在测长罗拉和伸缩筘之间自动停止,避免了毛羽的不易发现,提高了效率和质量。
因为该产品的经丝非常细,整经时要尽量减少控制张力的差异,保持低车速,机器的最高速度可达500m/min,为了保证生产效率和整经质量,整经车速只能开到100m/min。压辊的压力由液压系统控制压紧经轴,以给予经轴必要的压力使经轴卷绕紧实而平整,但为了防止轴面毛羽的产生,故不用压辊。
整经工艺要求如表1所示。

表1 整经工艺要求
2.2 浆丝工艺
该产品采用津田驹KSH-300浆纱机,该机目前是世界上比较先进的设备,能与国内外所有织机配套。因为在织造工序中采用喷水织机进行织造,所以浆料的选择尤为重要,关键是具有防水性能。该产品采用的浆料是P19,P代表浆名,19代表浆料的浓度,其中所含成分为防水浆料RJ34B,助剂K-380,抗静电剂TS-214。
此外,在上浆时要保持经纱张力均匀,为了降低浆纱毛丝和减少静电,车间需配备能够保持温湿度的空调循环系统,并加装上油装置,能有效地使经丝光滑,克服静电[3]。该浆纱机的速度一般为80~330m/min,考虑到经纱为7.78dtex的锦纶丝,实际开车速度为100m/min。退绕张力尽可能要小,使经纱的伸长小,弹性和断裂伸长得到良好的保护,退绕张力应恒定。采用单浸双压的上浆方式,因此浸没罗拉对纱线也有个侧压力,并且采用先大后小的压浆方式,从而兼顾浸透与披覆。浆丝工艺参数如表2所示。

表2 浆丝工艺参数
2.3 并轴工艺
该产品的总经根数为16 781根相对较多,分配在12只经轴上,并轴时一定要控制好车速。因为经丝较细,车速不能太高,控制在30m/min左右。为了保证织轴的卷径内松外紧,锥形张力设定值为80 N。卷取幅宽183.1cm,穿筘幅宽和卷取幅宽相同时,FR直筘与斜筘都处在与纱线垂直的位置上,因此它们的密度是相等的,均为1.35。为了穿综穿筘方便,要放分绞线。并轴工艺参数如表3所示[4]。
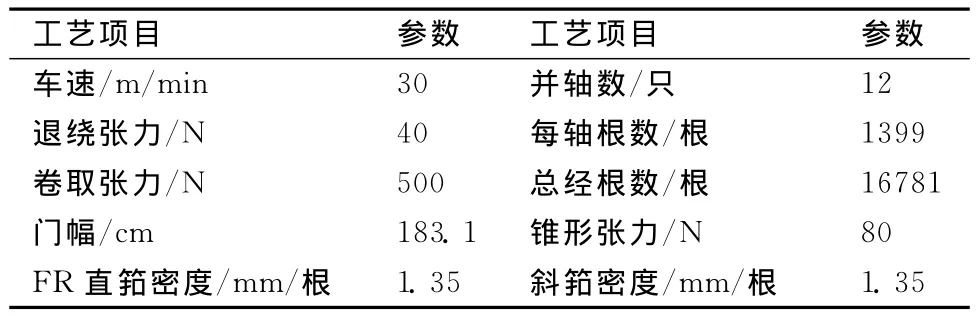
表3 并轴工艺参数
2.4 织造工艺
采用日本津田驹(多臂)喷水织机进行织造。该设备采用了新型结构的综框,使耗气量下降20%,减震30%,同时运行速度可达到1250r/min,该品种生产时的实际上机车速为450r/min。采用新型结构的综框和塑料综丝,减小了综丝对经丝的擦伤;适当降低筘号,以减少钢筘与经丝的摩擦;适当降低织机的上机车速,减缓开口和打纬过程中对经丝的剧烈作用;同时,织造车间的湿度应保持在70%左右,以使丝身润泽,减少静电[5]。
织造的上机张力要适当降低,要合理选择后梁高度和停经架高度;停纬销感度设定为高,边撑不要压得太低,防止压伤,并确保双刺辊。在织造时要及时发现并正确处理断经,尤其是对综框到后梁之间的断经,必须及时理顺经丝,防止经丝间相互纠缠。以上措施有效地改善了断经和毛丝现象,使织造过程能够顺利进行[3]。引纬工艺参数[6]见表4。
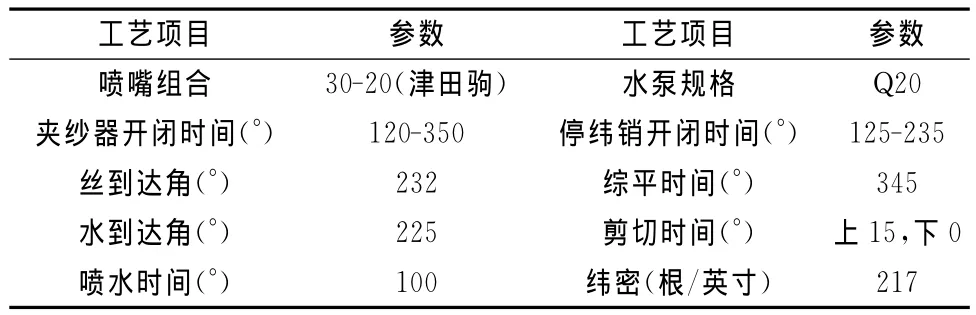
表4 引纬工艺参数
3 主要整理工艺的技术要求
3.1 退浆工艺
该产品的上浆率为16%,由于上浆率较大,且具有超高的密度,使得退浆的难度加大,因此容易出现退浆不尽的问题,进而会导致织物手感粗硬及染色疵点等,故选择专门用于锦纶退浆的尼龙退浆剂DC-EDC进行退浆,退浆率可达95%。具体工艺[7]如下所示。
(1)工艺流程
进布→退浆→皂洗→热水洗→冷水洗
(2)工艺处方
尼龙退浆剂DC-EDC 5g/L
渗透剂 M-7705 1.6g/L
(3)工艺条件
退浆温度98℃
皂洗温度80℃-90℃
热水洗温度60℃-70℃
3.2 染色工艺
细旦锦纶比普通锦纶的比表面积大,增加了长丝表面的吸附能力,因此细旦锦纶织物比普通锦纶织物的上染速度快,但匀染性差、色牢度差,所以对染色工艺要求较高[8]。应该从染料的选择、上染温度及时间、PH值、固色等各方面进行严格控制。具体工艺[3]如下所示。
(1)染色处方
弱酸性黄PA 2%(o.w.f)
醋酸及醋酸铵 (调PH值=5.5)
匀染剂CibatexPA 2%(o.w.f)
固色剂N-SG 2g/L
浴比 1∶50
(2)染色工艺曲线

4 产品开发技术关键
细旦锦纶超薄面料的织造工艺是开发该产品的关键工艺技术。该产品经丝为7.78dtex锦纶长丝,线密度非常之细;经密为972根/10cm,密度非常之高;总经根数为16781根,根数非常之多。针对以上特点,为了提高织造效率,改善产品质量,保证织造的顺利进行,需要对各道准备工序都进行严格的工艺要求。
调整适当的整经车速及控制经丝张力差异;考虑到化纤长丝织造的抗静电问题及适应喷水织机织造,选用配方合理的防水浆料,调整上浆率。织造时选择新型结构的综框和塑料综丝,降低钢筘筘号,以减少对经丝的摩擦[3]。同时,对喷水织机引纬各工艺参数都必须进行优选;及时有效地发现和正确处理织造过程中的断经,以确保织物质量及各项指标符合国家标准。
5 结束语
产品经检测,所检项目符合GB/T17253-2008《合成纤维丝织物》标准所规定的优等品要求。具体如表5所示。产品平方米克重偏差在2%以内,产品合格率达到了98%。
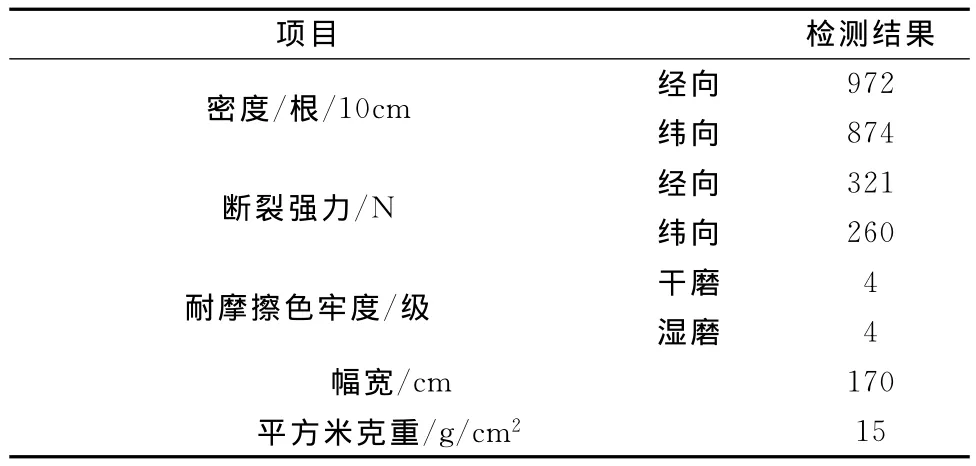
表5 细旦锦纶超薄织物技术指标
本开发产品以细旦7.78dtex/7f锦纶长丝作为经纬原料,采用斜纹和平纹组织联合结构,通过对细旦锦纶长丝整经、并轴、上浆等各工序各工艺参数的探索及调整,并且在织造过程中优选出特定参数,有效地解决了细旦锦纶长丝织造难、多毛丝、易断经、效率低的问题。从而织造出布面光滑、轻薄柔软、手感滑糯的细旦锦纶超薄面料。
该产品具有质轻、超薄、亲肤等特点。作为女士时装面料及辅料,与人体有着良好的亲和性,贴身服用具有优异的水分传输特征,能够保持人体的舒适。具有较佳的洗可穿性能和防污性能,特别是锦纶织物染色适应性强,因此效果令人满意。其中所涉及到的关键技术为细旦锦纶长丝的广泛应用提供强力支撑。提高了产品的技术含量和附加值,对推动行业技术进步具有较强的积极意义。
[1] 周蓉.细旦涤纶仿真丝织物的设计与生产[J].上海纺织科技,1998(5):30-31.
[2] 邵牧非主编.化纤绸缎规格统一手册[M].苏州:苏州丝绸出版社,2002:28-30.
[3] 肖燕.细旦锦纶低弹丝超薄织物的开发与研究[J].纺织导报,2010(4):86-88.
[4] 蔡永东主编.新型机织设备与工艺[M].上海:东华大学出版社,2003:156-160.
[5] 赵博.Cooldry纤维与细旦涤纶异经提花府绸产品的开发[J].现代丝绸科学与技术,2013(3):88-90.
[6] 张平国主编.喷水织机引纬原理与工艺[M].北京:中国纺织出版社,2005:68-72.
[7] 巫若子,王树根.锦纶织物前处理工艺[J].印染,2006(2):20-23.
[8] 张磊,贺江平.超细锦纶织物染色工艺探讨[J].纺织科技进展,2009(6):45-47.