空心刨花板平压成型技术初探
2015-01-08童宏拓王琮琮黄艳文毛兴来
周 驹,童宏拓,王琮琮,黄艳文,毛兴来,钱 俊
(1.浙江农林大学 工程学院,浙江 临安 311300;2.浙江省家具与五金研究所,浙江 杭州 311100;3.浙江德生木业有限公司,浙江 江山324100)
空心刨花板平压成型技术初探
周 驹1,童宏拓1,王琮琮2,黄艳文1,毛兴来3,钱 俊1
(1.浙江农林大学 工程学院,浙江 临安 311300;2.浙江省家具与五金研究所,浙江 杭州 311100;3.浙江德生木业有限公司,浙江 江山324100)
针对现有挤压空心刨花板纵向强度低、刨花规格要求高等缺陷,以不同规格的刨花、板材实体密度和空心孔距作为影响因素,采用平压成型的方式试制30 mm厚的空心刨花板,并对板材主要物理力学性能进行测试和分析。研究表明:采用平压成型方式制造空心刨花板是可行的,能有效地提高空心刨花板的纵向强度。本试验范围内:①细杆状刨花压制的板材力学性能最好;②实体密度越大板材的静曲强度越大,实体密度0.70 g·cm-3板材静曲强度为实体密度0.50 g·cm-3板材静曲强度的近3倍;③空心孔距越大板材的静曲强度越大。实体密度0.70 g·cm-3,空心孔距20 mm,细杆状刨花,压制的空心刨花板纵向静曲强度达到8.24 MPa。图5表3参9
木材科学与技术;空心刨花板;平压成型;纵向静曲强度
人造空心刨花板是一种在板的长度方向有圆形孔道的刨花板[1],与普通实心刨花板相比,不仅密度可减少40%~60%,相对出材率提高1倍左右,而且还具有保温性能好、隔音效果好、耐冲击性好和原料成本低等特点。由于以上独特的优点,空心刨花板可广泛应用于家具、门、台板、隔音板等的生产制造中,且市场竞争力强[2],空心刨花板的市场前景非常广阔。国内外都采用挤压式工艺生产空心刨花板。由于挤压工艺本身的限制,对原料(刨花)的尺寸要求高,成品的表面强度、纵向静曲强度都很低,多数板材当作填充材料之用。而且采用挤压法生产空心刨花板,生产效率低,产量是普通刨花板的1/10左右。因此挤压法生产的空心刨花板在原料、生产效率及使用方面都受到一定的限制。目前,国内外对空心刨花板的研究主要集中在挤压法空心刨花板的生产工艺、原料、吸声性能及保温隔热性能等[3-6]。例如,南京林业大学的周定国教授对挤压法生产稻草空心刨花板进行了研究;北京林业大学杨永福教授对卧式挤压空心刨花板进行了研究;南京林业大学吴智慧等人,采用驻波法测试了挤压法生产的空心刨花板与平压法生产的实心刨花板在不同试验条件下的吸声系数,并探讨了材料结构、孔隙率、表面处理等因素对吸声性能的影响等。可见对空心刨花板的现有研究都是针对挤压式空心刨花板,而对平压式空心刨花板尚未有报道。为了规避挤压空心刨花板纵向力学性能低的缺陷,扩大空心刨花板的可应用范围,笔者采用平压成型的方式试制空心刨花板。鉴于空心刨花板的结构特殊性,笔者以不同规格的刨花、不同的实体密度、空心孔距压制空心刨花板,并对其物理力学性能进行测定,旨在为空心刨花板平压成型提供技术支持。
1 材料与方法
1.1 试验材料
1.1.1 杉木刨花分为3种规格 a类:细杆状刨花长为7.0~15.0 mm,宽0.8~2.0 mm,厚0.8~2.0 mm。b类:细长片状刨花长为15.0~30.0 mm,宽<8.0 mm,厚0.1~0.2 mm;c类:颗粒状刨花(锯屑)。3种刨花的含水率控制在4%~6%。
1.1.2 胶黏剂 脲醛树脂胶(UF),固体含量为49%,固化剂为氯化铵(NH4Cl),添加量为胶黏剂固体质量的1%。
1.1.3 脱模剂 工业白石蜡。
1.1.4 模具 空心钢管,外径为20 mm,内径为10 mm。结构如图1。
1.2 试验设备
XLB-D500×D500×1平板硫化机,JA2003电子天平,单头电热管,TM-902C热电偶温度计,空心成型模具(自制),MWD-50微机控制式木材万能试验机。
1.3 空心刨花板的制备
1.3.1 施胶 采用喷雾法,将UF胶喷至装有刨花的拌胶桶内,喷胶同时转动胶桶进行搅拌,使脲胶与刨花均匀混合,施胶量为原料质量的8%。
1.3.2 铺装 手工铺装组坯,分别对下表层、板芯即空心结构层、与上表层按设计刨花量依次分层铺装,以保证成型后空心刨花板各层的刨花压缩比接近。在铺装前,模具表面涂抹工业白石蜡,目的是防止模具表面粘胶,便于脱模。其铺装顺序:芯层1→预压→表层1→加垫板1,翻转→芯层2→预压→表层2→加垫板2预压→抽出隔板→脱框热压。板坯铺装结构如图2所示。

图1 空心管模具Figure 1 Mould

图2 板坯铺装结构Figure 2 Laying-structure
1.3.3 热压 鉴于目前刨花板产业化生产工艺参数,并经过多次预试验,确定工艺参数:热压温度180℃,单位压力3 MPa,时间 40 s·mm-1。制成的空心刨花板空心孔径为 20 mm,厚度为30 mm。选择对刨花铺装和板材性能影响较大的板材实体密度、刨花规格、空心孔距作为因子,采用L9(34)正交试验设计。因子和水平见表1。

表1 正交试验设计Table 1 Design of the orthogonal experiment with the selected parameters
1.3.4 脱模 板坯成型后,从热压机中取出,然后用喷枪对空心管(模具)内喷水进行冷却,待空心管降至常温,遂将空心管从板坯中抽出。
1.4 性能检测
中国尚未有平压法空心刨花板的国家标准或行业标准,因此,将板材的静曲强度、弹性模量、密度、吸水厚度膨胀率等,均参照中华人民共和国林业行业标准LY/T1856-2009《挤压法空心刨花板》的要求进行。现有的标准LY/T1856-2009《挤压法空心刨花板》对板材内结合强度的测试是检测平行孔道长度方向上的结合强度,而对于平压法成型的空心刨花板平行孔道长度方向上的结合强度并不是主要性能指标,而且尚未有对空心刨花板垂直板材表面方向上内结合强度的测试方法,因此,平压法空心刨花板的内结合强度先不予讨论。
2 结果与讨论
2.1 试验结果数据分析
为便于比较,表2汇总了实体密度、空心孔距、刨花规格等对板材静曲强度(MOR),弹性模量(MOE),24 h吸水厚度膨胀率(TS)等的试验结果。表3汇总了试验数据的方差分析结果。

表2 正交试验结果Table 2 The results of orthogonal experiment

表3 方差分析汇总Table 3 Analysis of variances of properties
2.2 实体密度对板材各性能的影响
实体密度对板材各性能影响情况如图3所示。
由图3可知:空心刨花板的MOR和MOE均随着实体密度的增大而增大,近似线性增大趋势。当实体密度取0.50~0.70 g·cm-3时,MOR从1.93 MPa增大到5.39 MPa,变化幅度显著。对于板材的力学性能,基本上随密度的增大而增大[7]。
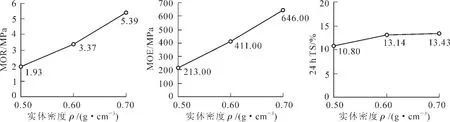
图3 板材性能随着实体密度变化情况Figure 3 Effect of performances with entity density change
板材的24 h TS随着实体密度的增大而略有增大,增大趋势缓慢。由于密度大,它的压缩率就大,体系内的黏弹性变形和被锁定的弹性变形的绝对量相对大,只要给予足够的时间作用,各厚度膨胀率的绝对值还是随密度增加而增大,最终造成的变形大,不可逆厚度膨胀率大[6]。
经方差分析表明(表3):实体密度对空心刨花板的MOR的影响达到了α=0.10的显著性水平,对MOE的影响达到了α=0.01的显著性水平。即实体对板材MOR和MOE影响显著,对24 h TS则无显著影响。
对于空心刨花板,在满足相关使用标准的要求,其主要力学性能MOR越大越好,TS越小越好。但考虑到使用中力学性能MOR的影响大于TS的影响,而且TS随着实体密度的变化程度不大,故选择实体密度较优参数为0.70 g·cm-3。
2.3 空心孔距对板材各性能的影响
空心孔距对板材各性能影响情况如图4所示。
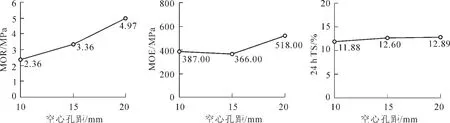
图4 各性能随着空心孔距变化情况Figure 4 Effect of performances with hollow hole distance change
由图4可知:空心刨花板的MOR和MOE随着空心孔距的增大而增大,当空心孔距在10~20 mm时,静曲强度MOR从2.36 MPa增加到4.97 MPa。空心孔距的增大,意味着板材单位截面面积实体部分所占比例就变大,而实体部分是承受外力的主要部分,因此板材的力学性能随空心孔距的增大而增大。从图4中亦可看板材的24 h TS随空心孔距增大无明显变化。
方差结果也表明空心孔距对板材吸水厚度膨胀率影响不显著,但对MOE影响显著,对MOR影响相对较低。
由于空心孔距的大小直接影响板坯芯层的刨花铺装难易程度,以及对板坯成型后板材芯层与表层密度的差异程度——密度的均匀性有重要的影响,所以随着空心孔距的增大,板坯芯层的刨花铺装越容易,密度更均匀。然而对于一定厚度的空心刨花板,空心孔距越大,其整体密度越大,参照挤压空心刨花板的标准整体密度小于0.55 g·cm-3,从试验结果中得知平压成型空心刨花板的整体密度均满足该标准。故综合考虑,当空心孔距为20 mm时,板材性能最好,故确定其为较佳空心孔距为20 mm。

图5 各性能随着刨花规格变化情况Figure 5 Effect of performances with moisture content of particles change
2.4 刨花规格对板材各性能的影响
刨花规格对板材各性能影响情况如图5所示。
从图5可知:细杆状(a类)、细长片状(b类)规格的刨花压制的板材力学性能较好。a类、b类刨花压制板材的(MOR,MOE)分别为(3.85 MPa,418.00 MPa),(4.83 MPa,556.00 MPa),而颗粒状(c类)规格刨花压制板材仅为(2.40 MPa,296.00 MPa)。因为在同样施胶量情况下,薄而长的刨花制作的刨花板静曲强度比短而厚的刨花制作的刨花板的静曲强度要大[7],所以a类、b类刨花制作的空心刨花板力学性能明显优于c类刨花制作的板材。
方差分析表明:刨花规格对板材MOE和24 h TS影响显著,而对静曲强度影响相对较低。c类刨花压制的空心刨花板24 h TS均低于a类、b类刨花压制的板材。须田久美等[8]研究了24种形态刨花与刨花板性能的关系,结果是刨花板厚度方向的尺寸稳定性随着刨花宽度和长度的减小而提高。
2.5 平压成型空心刨花板与挤压法空心刨花板力学性能比较
LY/T1856-2009《挤压法空心刨花板》要求板材整体密度小于0.55 g·cm-3,MOR不小于1.00 MPa。通过查阅现有挤压空心刨花板生产和研究的相关文献资料,结果为挤压法空心刨花板的MOR在1.00~2.50 MPa范围内[2-5]。根据本研究的结果表2显示:平压成型的空心刨花板的MOR为1.43~8.02 MPa,大部分在3.00 MPa以上。两者相比较得知,平压成型空心刨花板静曲强度相对于挤压空心刨花板有极大的提高,有效地提高了空心刨花板的力学性能。
3 验证试验
为了验证本研究所确定参数的合理性,按试验得出的较佳参数:密度0.70 g·cm-3,空心孔距20 mm,细杆状刨花,进行空心刨花板平压成型的验证试验,并对板材各项主要性能指标进行测试。结果如下:整体密度ρ为0.51 g·cm-3,静曲强度(MOR)8.24 MPa,弹性模量(MOE)872.00 MPa,24 h吸水厚度膨胀率(TS)18.12%。
将验证试验结果与图表2中各项性能指标相比,证明选出的较佳参数切实可行。
4 结论
采用平压成型的方法制作的空心刨花板,能有效地提高空心刨花板的静曲强度。
板材实体密度、空心孔距对其力学性能有显著影响,应选择合理的参数。
针杆状、细长片状刨花制作的板材力学性能优于颗粒刨花制作的刨花板。颗粒状刨花制作的空心刨花板厚度方向尺寸稳定性最佳。
由于空心刨花板的结构特殊性[9],在刨花铺装和模具脱模方面可以进行更加深入的研究。
[1] 陈学考.挤压法生产刨花板[J].林业机械与木工设备,2001,29(4):38-39.
CHEN Xuekao.Extruded particleboard[J].For Mach&Woodwork Equipme,2001,29(4):38-39.
[2] 李晓平,周定国.挤压法生产刨花板的现状和发展前景[J].中国人造板,2008(6):16-18,28.
LI Xiaoping,ZHOU Dingguo.Research progress and prospect of extruded particleboard[J].China Wood-based Panels, 2008(6):16-18,28.
[3] 李晓平,周定国.挤压法生产稻草空芯刨花板[J].林产工业,2007,34(3):34-36.
LI Xiaoping,ZHOU Dingguo.Preparation of extruded hollow rice straw particleboard[J].China For Prod Ind,2007, 34(3):34-36.
[4] 郭蕾,杨永福.中空刨花板卧式挤压技术初探[J].木材加工机械,2010,21(3):10-14.
GUO Lei,YANG Yongfu.Study on process scheme of horizontal extrusion of hollow particle board[J].Wood Proc Mach,2010,21(3):10-14.
[5] 李晓平,周定国.挤压法生产稻草空心刨花板的原理探析[J].木材加工机械,2007,18(5):24-25.
LI Xiaoping,ZHOU Dingguo.Research on the rice-straw hollow particleboard produced by extrusion machine[J]. Wood Proc Mach,2007,18(5):24-25.
[6] 常乐,吴智慧.室内木制品用空心刨花板吸声性能的研究[J].南京林业大学学报:自然科学版,2011,35(2):56-60.
CHANG Le,WU Zhihui.Study on sound absorption performance of extruded tubular particleboard used in indoor wooden products[J].J Nanjing For Univ Nat Sci Ed,2011,35(2):56-60.
[7] 沈哲红,李文珠,方群,等.如何提高刨花板静曲强度和降低甲醛释放量[J].林产工业,2004,31(6):28-29.
SHEN Zhehong,LI Wenzhu,FANG Qun,et al.How to increase MOR and decrease formaldehyde emission of particleboard[J].China For Prod Ind,2004,31(6):28-29.
[8] 須田久美,川井秀一, 佐々木光.低比重パ-ティクルボ-ドの製造技術(-3-)ボ-ドの材質に及ぼすパ-ティクルの形状効果[J].木材学会誌,1987,33(5):376-384.
[9] 钱利霞,姚寿康.空心刨花板生产技术与市场分析[J].林业机械与木工设备,2008,36(4):44-45.
QIAN Lixia,YAO Shoukang.Production technology and market analysis of hollow particle board[J].For Mach& Woodwork Equip,2008,36(3):44-45.
Process scheme of flat-pressure with hollow particleboard
ZHOU Ju1,TONG Hongtuo1,WANG Congcong2,HUANG Yanwen1,MAO Xinglai3,QIAN Jun1
(1.School of Engineering,Zhejiang A&F University,Lin’an 311300,Zhejiang,China;2.Zhejiang Furniture and Hardware Research Institution,Hangzhou 311100,Zhejiang,China;3.Zhejiang Desheng Wood Industry Co.Ltd, Jiangshan 324100,Zhejiang,China)
Due to the existing defects with extrusion hollow particleboard,such as low longitudinal strength,demand for wood shavings.In order to improve these defects,we study used different specifications for shavings, entity density,and hollow hole distance input factor,along with flat-pressure,to make 30 mm hollow particleboard.Tests were performed on hollow particleboard and analysis of their main physical and mechanical performance was conducted.Results showed that in contrast to extruded hollow particleboard,the mechanical performance was greatly improved with flat-pressure hollow particleboard.In the test range:1)the mechanical performance of the board made by rod-shaped wood shavings was best.2)The higher the entity density,the higher number of the longitudinal MOR;the MOR of hollow particleboard with an entity density of 0.70 g·cm-3was nearly 3 times that of the entity density of 0.50 g·cm-3.3)The greater the hollow hole distance,the higher number of the longitudinal MOR.When the wood shavings were rod-shaped,the entity density was 0.70 g·cm-3, and the hollow hole distance was 20 mm,then the MOR of the hollow particleboard was 8.24 MPa.[Ch,5 fig. 3 tab.9 ref.]
wood science and technology;hollow particleboard;flat-pressure;longitudinal MOR
TS653;S781.6
A
2095-0756(2015)05-0770-06
10.11833/j.issn.2095-0756.2015.05.017
2014-07-06;
2015-03-24
周驹,从事人造板技术和机械装备及其自动化研究。E-mail:462524475@qq.com。通信作者:钱俊,教授, 从事人造板和木工机械等研究。E-mail:junqian@zafu.edu.cn
