燃气锅炉减温器筒体裂纹原因分析及处理方案
2015-01-06杜晓吉李壮壮
杜晓吉 李壮壮
(陕西煤业化工集团神木天元化工有限公司 陕西榆林)
一、设备概况
公司SZS20/1.8/350-1.6型锅炉,2009年11月投用,减温器材料为20g,规格为Φ325×9 mm,L=2978 mm,为面式减温器。运行期间,连续发生减温器筒体裂纹泄漏。减温器结构如图1、图2所示。

图1 减温器结构型式
二、故障现象
运行过程中发现减温器筒体中部有蒸汽外泄,停机后拆除保温,发现筒体多处存在裂纹。开裂部位集中于减温器中部,位于过热器管束与筒体接口部位,如图3、图4所示。

图2 减温器筒体剖面
三、故障原因分析
1.可能导致减温器筒体裂纹的原因
(1)现场操作方面。启炉升温过快,温度过高,筒体不能按设计方向膨胀有效释放热应力,造成局部应力集中,产生裂纹。频繁启停锅炉,筒体在交变应力作用下,产生疲劳破裂;
(2)设计制造方面。减温器蛇管制造焊接质量不达标,导致减温水泄漏,激冷筒体造成筒体裂纹。
下部管束制造间距不够规整,安装过程中无法保证与水冷壁对流管束保证要求间隙;带应力安装,启炉后热应力无法释放,造成筒体裂纹。
2.数据分析

图3 减温器筒体外壁损坏处照片

图4 减温器筒体剖切后裂纹处照片
(1)启炉数据。数据见表1。

表1 启炉数据
(2)减温器筒体材料20g(GB 3087),在《TSG G0001-2012锅炉安全技术监察规程》中,对于壁温(指计算壁温)有规定见表2。
(3)依照《GBT 9222-2008水管锅炉受压元件强度计算》中规定,公司所用燃气炉减温器的计算壁温可参考公式,计算壁温=介质额定平均温度+50℃。所用燃气锅炉额定蒸汽温度为350℃,计算壁温应为400℃。因而从10#炉的过热蒸汽数据最高温度438℃,可以判定减温器筒体处存在超温现象。
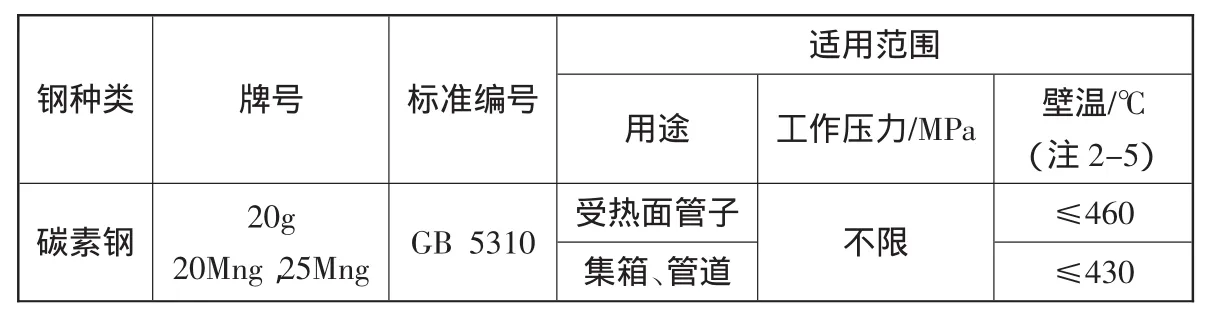
表2 锅炉安全技术监察规程壁温规定
(4)行业中关于启炉速率的规定。国家及行业内关于锅炉升温速度尚未有强制性规范及标准文件,但多数行业操作规程中规定,要求工质温度平均上升速度应≤(1.5~2.0)℃/min,对应到公司的炉型,其升温总时间应在160~213 min。从10#、11#炉的数据中可以看出,炉膛升温速度最高达56.6℃/min,远大于行业规定速度。
(5)产品设计制造质量。通过对面式减温器蛇管焊接质量检查,曾多次发现漏点,存在蛇管泄漏导致减温水直接喷射至筒体表面,造成筒体表面激冷收缩产生裂纹的可能。检查其对流管束与过热器管束安装间距发现,对流管束中心距230 mm最大间距256 mm(Φ60×3.5 mm),过热器管束中心距115mm,最大管束中心距128 mm(Φ38×3.5 mm),2组过热器插入一组对流管束内;安装后要求总间隙为17~20 mm。实际测量设备制造误差达5 mm,部分管束安装间隙为0。存在锅炉运行后,筒体不能按设计方向膨胀有效释放热应力,造成局部应力集中,产生裂纹。
四、结论
由以上可判定该故障主要由启炉升温速率过快,温度过高,筒体不能按预定方向膨胀释放热应力,导致局部应力过大,造成筒体损坏。可采取相应处理方案,如操作方面,应规范启炉操作,延长升温时间,控制筒体温度。在设备制作安装质量方面,应对有明显外观缺陷的,采用预修措施,严格控制安装施工质量(保障管束间隙)。
