钢闸门工地焊缝防腐维修技术
2015-01-06段立辉
段立辉
(新疆伊犁河流域开发建设管理局 乌鲁木齐)
一、引言
水工建筑物的钢闸门是水利水电工程的重要组成部分。因闸门长期处于干湿交替、浸没水下及高速水流和冲刷等恶劣环境中,受到各种水质、温度及水生物的侵蚀,以及泥沙、冰凌和其他漂浮物的冲击摩擦,导致钢材发生腐蚀。随着钢铁材料腐蚀程度的增加,钢闸门结构的承载能力降低,严重时将威胁到闸门的安全运行。因此,经常检查钢闸门金属结构的腐蚀情况,采取适当防腐蚀措施,确保水工建筑物安全运行,延长钢闸门的使用年限是一项十分重要的工作。
二、工程运行经验
新疆恰甫其海电站和山口电站分别于2005年、2009年相继投入运行,2座水电站中发电洞、泄洪洞、排沙洞、溢流表孔共计设置19扇水工钢闸门。经多年运行,钢闸门普遍存在局部腐蚀现象,这主要和闸门防腐维修工艺和所处恶劣环境有关。钢闸门腐蚀中95%以上的腐蚀部位分布在工地焊缝,并且腐蚀部位会不断扩散,使工地焊缝周围出现锈凹且锈凹越来越深。工地焊缝腐蚀的主要原因如下。
工程施工现场工地焊缝防腐工艺不规范、缺少专业防腐队伍、施工环境及赶工期所致。一般施工现场,钢闸门焊接完毕经无损探伤合格后,由现场工人涂刷2道与闸门相同颜色的涂料即结束,这恰恰是闸门焊缝容易锈蚀的主要原因。仅有少数闸门受外界撞击、摩擦等损坏了防腐涂层,引起局部锈蚀。一般这些钢闸门上所有腐蚀面积,仅占钢闸门体总面积的4%,如果这4%腐蚀面积长期未得到有效维修,将影响闸门的安全运行。
如果为了这4%腐蚀面积对整扇闸门进行防腐维修,将投入大量费用。虽然原来腐蚀部位已得到解决,但因施工现场环境受限,原来完好部分的防腐涂层再次处理后,质量未必比之前好。这样不仅提高了钢闸门运行维护成本,质量也得不到保证。因此对闸门工地焊缝进行局部防腐维修,不仅可以有效解决闸门腐蚀问题,同时大大节省运行维护费用。2014年新疆恰甫其海电站和山口电站首次对钢闸门焊缝进行了防腐维修,钢闸门焊缝腐蚀情况见图1~图3,相关检测见表1。

图1 闸门面板工地焊缝腐蚀情况

图2 闸门工地焊缝腐蚀情况
三、防腐维修技术
金属结构防腐蚀的方法很多,而水工机械设备一般采用涂料防腐、喷锌(铝)与涂料联合防腐、外加直流电阴极保护与涂料联合防腐等。鉴于金属构件防腐工程腐蚀状况、腐蚀环境及水质等情况;结合现行防腐蚀技术和腐蚀理论完善为基础,对以往的实践经验加以分析、认识和整理,参考国内、外先进经验来制订一个先进的、切合实际情况、行之有效的防腐技术方案,可以提高钢闸门的防腐维修质量,延长其使用寿命有着重大的意义。以新疆恰甫其海电站和山口电站钢闸门防腐维修为例(表2),采用喷锌与涂料联合防腐方法,其防腐工艺流程为:钢结构人工及动力工具除锈→检查合格→热喷镀锌第一层→中间验收合格→涂刷封闭底漆环氧云铁第二层→检查合格→中间验收合格→涂刷中间漆环氧富锌第三层→中间验收合格→涂刷面漆银灰色氯化橡胶第四层→验收合格→竣工移交。
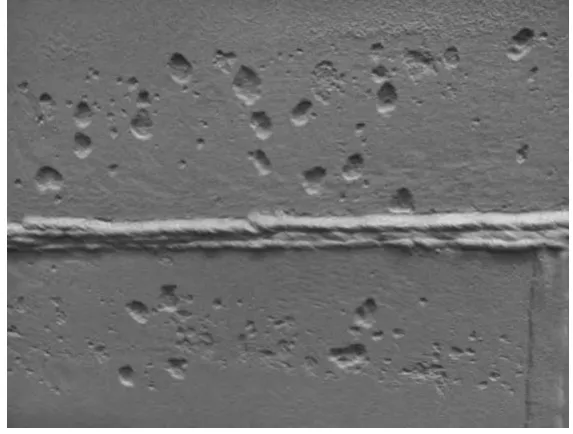
图3 闸门面板焊缝两侧腐蚀坑

图4 闸门焊缝防腐维修后
1.材料管理
金属结构防腐维修实施前首先估算本工程材料用量、产地规程、型号及费用。对材料供应厂家的每批材料、每个品种都要全面验收,做好材料验收记录并存档备查。按计划准备足够的施工材料,采取切实可行的材料供应措施,绝对不能因材料货源不足或供应运输不及时而延误工期。
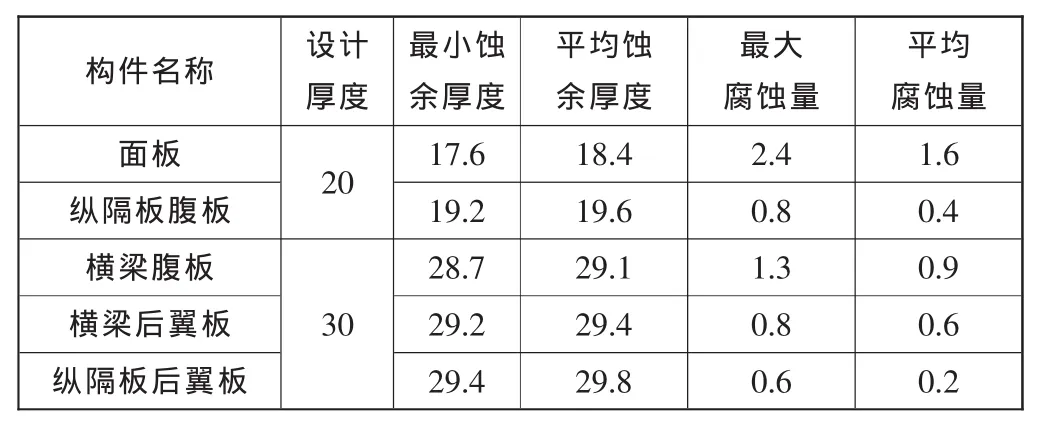
表1 闸门腐蚀状况检测 mm
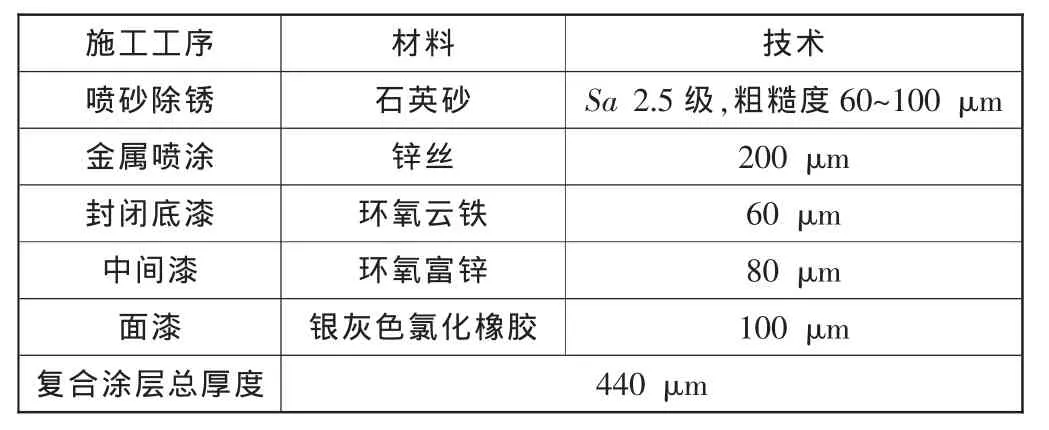
表2 闸门防腐维修方案
2.表面预处理
喷砂机主要采用压缩空气为动力,形成高速喷射束将喷料高速喷射到被需要处理金属表面,使金属表面的机械性能发生变化,由于磨料对金属表面的高速冲击和切削作用,使金属的表面获得一定清洁度和不同的粗糙度,使金属表面的机械性能得到改善,因此提高了金属的抗疲劳性,增加了金属表面与涂料之间的附着力,延长了涂层的耐久性,把工件表面的杂质、焊渣、飞溅及氧化层消除,并清洗基体金属表面可见的油脂及其他污物。
喷射用的压缩空气,必须经过冷却装置及油水分离器进行处理,以保证压缩空气燥无油,空气压压力0.4~0.6 MPa。喷射过程中通过调整喷射压力、角度、时间及喷射物粒径等,可以得到金属表面不同等级的清洁度和粗糙度,闸门防腐维修过程中一般清洁度为Sa2.5级,喷射处理后,表面粗糙值,对于涂料防腐Ry应在40~70 μm, 对于热喷金属防腐Ry应在 60~100 μm。喷射除锈时,施工环境相对湿度≤85%,金属表面温度应高于气露点3℃以上,喷射前应对不涂装部位进行遮蔽保护措施。
3.热喷锌
金属表面预算经检查合格后,应尽快进行涂覆,其间隔时间可根据环境条件,一般4~8 h。火焰喷枪和电弧喷枪都可以用锌线材进行金属加工,线材尺寸为Φ3 mm;为了减少金属涂层的孔隙率,要求喷枪的移动方向交叉。由于锌的沉积率高,所在要求枪的移动速度比一般的要快一些;使用电弧喷枪要特别防止光污染对眼睛和身体的损害,还注意噪声对双耳的严重损害,工作人员必须采取有效防护措施。
4.涂装工艺
各层涂料防腐间隔时间,应在前一道漆膜达到表干后才能防腐下一道涂料,具体间隔时间可按作料使用说明书规定进行。涂料涂装须在气温5℃以上进行,涂装现场保持通风良好,遇潮湿或尘土飞扬、烈日暴晒等情况应采取有效措施,否则停止进行。在空气相对温度超过85%或钢村表面温度未高于大气露点3℃以上时,不得进行涂装作业。涂装过程中对每一道涂层均应进行湿膜、干膜外观检查和湿膜厚度检查;涂装结束漆膜固化后,应进行干膜厚度的测定、附着性能检查。湿膜外观不得有曳尾、缩孔缩边、起泡、喷丝、发白失光、浮色、流挂、渗色、咬底、皱皮等;干膜不得有白化、细裂、龟裂、回粘、剥落以及脱皮等现象。
四、质量验收
1.涂层外观检验
用目测法检验喷锌层和油漆层的处观,喷锌层表面应有均匀的外观,无剥落、无裂缝、无烧灰、无熔滴;不能有起皮、鼓泡、粗颗粒、裂纹、掉块现象出现。油漆表面不能有流挂、鼓泡、皱纹、龟裂、泛白、漏涂等缺陷。
2.涂层厚度检测(表3)
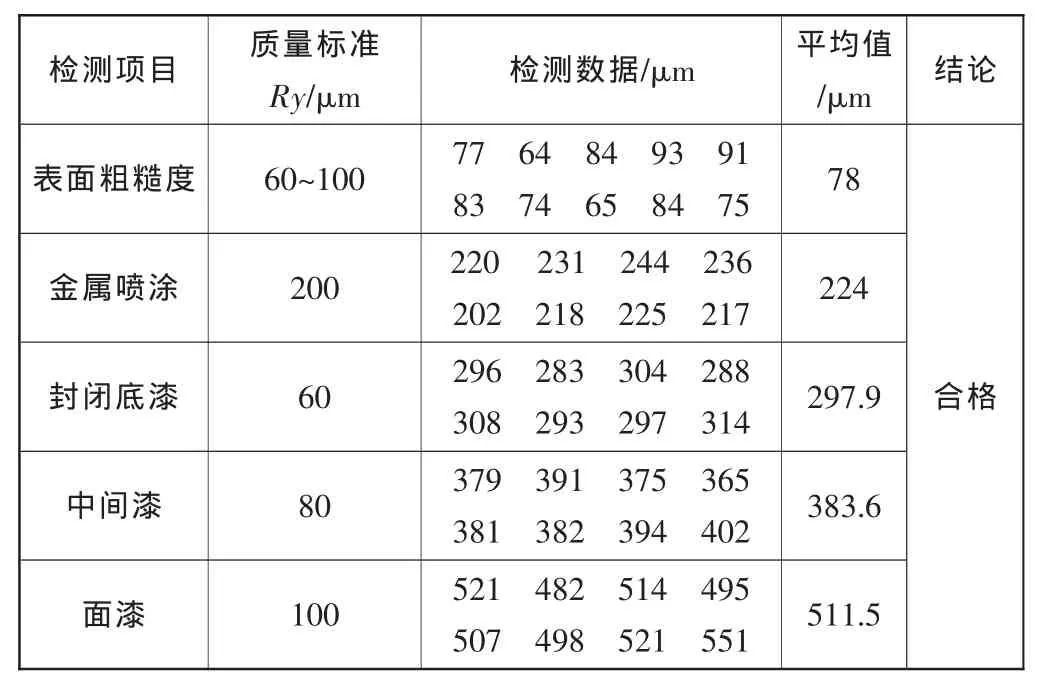
表3 防腐涂层检测
防腐涂层厚度测量,第一测点应取3次读数,其中每次读数的位置相距25~75 mm,取3次读数的算术平均值为此点的测定值;取点应注意分布的均匀性、代表性,85%以上测点的厚度应达到设计厚度。
3.涂层附着力检验
热喷涂层检验,用刀刃间距3 mm的划格器的金属涂层上划出一个外形尺寸15×15 mm的胶带拉开,检查金属涂层是否被胶带粘起而剥离基体,金属涂层的任何部分都没有和基体剥离为合格。油漆涂层检验当油漆厚度>120 μm时,在漆层上划两条夹角为60°的切割线,用布胶带粘牢划口部分,然后沿垂直方向快速撕起胶带,漆层应无剥落。当漆膜厚度≥120 μm时,可用划格法检查。
五、结束语
水工建筑物的钢闸门是水利水电工程的重要组成部分,大部分已建工程闸门存在的普遍问题是工地焊缝锈蚀。随着钢铁材料腐蚀程度的增加,降低了钢闸门结构的承载能力,严重时将威胁到闸门的安全运行。因此,对钢闸门工地焊缝局部防腐维修,不仅节省闸门的运行维护成本,还可以解决钢闸门锈蚀问题,延长钢闸门的使用年限是一项十分重要的工作。
