基于故障树的转塔刀盘典型故障排除
2015-01-06袁卫华
袁卫华 千 登
(西安航天发动机厂 西安)
一、概述
数控转塔刀盘刀塔是数控车床的重要组成部分,它是通过刀塔头的旋转、分度、定位来实现机床的自动换刀,其结构特性直接影响着机床的切削性能和工作效率。TNE-6数控车削加工中心为德国进口机床,在近10年的使用中各项精度保持一直较为良好,日前该机床转塔刀盘在换刀过程中出现卡死、分度不准现象,此故障作为刀塔常见故障之一,引起故障的原因也很多。采用故障树方法,可从刀塔结构与工作原理入手进行分析。
由图1所示,刀塔在换刀过程中,液压缸动作推动刀盘鼠牙盘即鼠牙动盘与鼠牙定盘脱开,液压缸起始位置由检测开关控制,由于Z字定位块一端挂在动鼠牙盘,所以Z字定位块也在定位销上向左移动;液压缸到达位置后,Z字定位块也刚好落入齿轮盘卡槽和刀盘卡槽内内,此时电机通过皮带、齿轮传动使齿轮盘转动,再经过Z字定位块将动力传递给刀盘;电机后面编码器可以识别刀位信号,到达设定刀位后,液压缸缩回Z字定位块右移,回归初始位置鼠牙盘锁死,换刀结束。
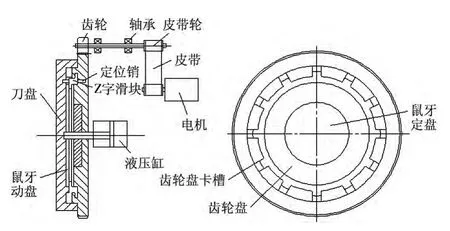
图1 刀塔结构示意图
二、故障树分析
根据刀塔工作结构及原理,结合故障实际情况全面考虑造成故障的原因,为提高排故效率,列出刀塔卡死故障树(图2)。通过故障树可以看出,刀塔在换刀中出现卡死故障,可以从电器原因和机械原因考虑。
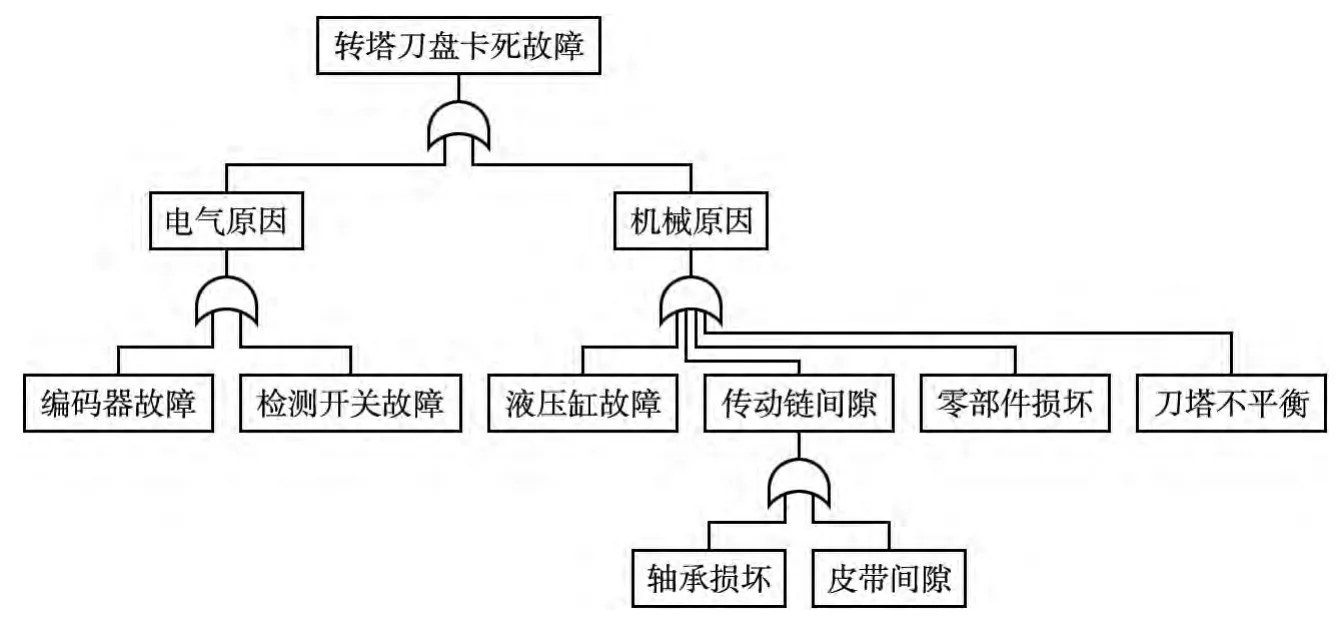
图2 转塔刀盘卡死故障树
在电器原因方面,首先编码器是刀塔到位的检测元器件,如果编码器松动或零点位置改变都有可能造成刀塔不能到位,进而Z字定位块不能落入齿轮盘卡槽内,即出现卡死;其次液压缸的位置检测开关,只有液压缸位置到位后,鼠牙动盘才能与鼠牙定盘脱开,刀塔才能转动,如果不能完全脱开,卡死现象也显而易见。
在机械原因方面,液压缸出现故障,造成鼠牙动盘与鼠牙定盘不能脱开;刀塔内部机械零部件损坏,例如Z字滑块、鼠牙盘等;刀塔安装刀具重量不平衡,刀具安装过于集中刀塔一侧,在换刀过程中刀塔沉重一端会少许下沉,造成不能准确到位;传动链中存在间隙,电机与皮带轮之间,齿轮与齿轮盘之间,虽然系统指令准确,可是由于间隙存在,刀塔也不能准确到位。
根据上述故障综合分析,结合故障实际情况,对刀塔拆分检查各个零部件,Z字滑块、鼠牙盘都完好;进而检测编码器、液压缸接近开关有无松动,并对其自身状态、传输信号进行检查都处于正常状态;刀塔所安装刀具也无偏心现象。在完成上述检测一切正常后,重点放置于传动链间隙上,只要传动链的间隙之和大于Z字定位块落入齿轮盘卡槽的间隙,就会出现卡死现象。
三、故障排除
针对传动链间隙,首先从传动链起始端电机排查,检查电机与传递轴之间皮带松紧程度,重新调整至合适状态,故障同样存在;其次传递轴前后轴承,当此轴承出现疲劳损坏其自身径向跳动就会增大,近而两齿轮啮合时传动间隙增大,这将直接对换刀位置产生重要影响,使得Z字定位块不能落入齿轮盘卡槽内,出现刀盘卡死现象;后续更换同型号轴承故障得到消除。
四、总结
转塔刀盘卡死故障作为一种常见的故障引起的原因很多,在对其结构及工作原理分析的基础之上得出故障树,逐一对故障树的各项排查直至故障得到解决。在此故障树的建立尤为重要,只有对转塔刀盘的结构及工作原理分析透彻的情况下才能得出完整的故障树,提高排故效率,从而保证生产的顺利进行。
