φ12mm螺纹钢两线切分轧制头部不齐问题的解决
2015-01-04李江源新疆八一钢铁股份有限公司轧钢厂
李江源/新疆八一钢铁股份有限公司轧钢厂
φ12mm螺纹钢两线切分轧制头部不齐问题的解决
李江源/新疆八一钢铁股份有限公司轧钢厂
针对八钢φ12mm带肋钢筋实施两线切分轧制后,两线轧件在冷床上头部不易对齐问题进行了分析,认为其产生的原因是切分后的2根轧件存在尺寸差,为此提出了具体的改进措施和调整办法。
切分轧制;尺寸差;调整
1 概况
八钢φ12mm带肋钢筋实施两线切分轧制后,两线轧件在冷床上头部不易对齐,最大长度差达300mm以上。由于两线轧件在冷床的同一齿条中,冷床的1个动作周期同时移动2根钢,在对齐辊道上,两线轧件的横肋相互咬合,导致在对齐辊道上对齐时只能产生很小的对齐量,因此轧件头部不易对齐。如果强行对齐,会造成轧件弯曲,形成乱钢。在定尺冷剪时,为了保证把每根轧件的头部切除,每板钢必须多切300mm左右,造成剪切废品量增多,且剪切周期长。另外,由于轧件在冷床上对不齐,因而产生较多非定尺,降低了定尺率,同时也给精整后区棒材的分选收集带来较大难度,降低了精整后区的处理能力,制约了切分产量的提高。
2 产生原因分析
对生产中两线切分轧制头部不齐情况进行观察、分析锝出:一般情况下,头部不齐情况与两线轧件尺寸差有一定的对应关系。在钢筋内径横肋尺寸相等的情况下,纵径尺寸较大的一线,一般头、尾部较长。这是由于纵径尺寸较大的一线宽展量较大,其前滑值也较大,虽轧辊线速度相同,但两线轧件实际线速度不同,因此在冷床上形成头部不齐现象。两线差即轧件切分成2根轧件后,两线金属面积往往不同,有一定差值,主要体现为两线轧件内径、横肋尺寸相同情况下,纵径尺寸有差别。与传统单线轧制相比,切分轧制调整的难点是要保证两线差尽可能小,而且要保持稳定。两线差越小,切分稳定性越高,两线成品尺寸精度越高,轧件两线头部也越易保持长短一致。
3 解决措施
解决两线切分轧制钢筋头部不齐问题,首先需稳定两线轧件的尺寸差。图1为小型机组中精轧区轧机孔型。其中14″轧机轧出的料型为矩形,15″轧机的孔型为预切分孔,哑铃形,16″轧机将轧件切分成2线,切分后的轧件经双线活套器,在17"、18″轧机进行轧制。
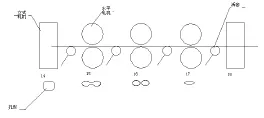
图1、精轧区轧机分布及孔型图
(1)、轧件在14#轧机前轧制时,要求微张力尽量小,以防出现大头大尾现象。
(2)、轧机预切孔基本决定两线金属的流量,在调整中该孔要尽量充满,以保证料形在孔型中的稳定性。调整两线差主要是调整15#轧机的入口导卫装置。15#、16#轧机入口导卫导轮要确保扶正轧件,15#轧机的入口导卫导轮间距应比来料小0.3~0.5mm,16#轧机的入口导卫导轮间距要与来料相同或稍小。15#、16#轧机入口导卫导轮扶正轧件的原理同单线轧制有所不同,尤其是16轧机进口料形的两侧为上一道次料形的宽展形成,不可作为导轮扶持轧件的基准面。为确保导轮准确地扶正轧件,制作了15#、16#轧机入口导卫导轮专用试棒,可精确调整导轮间距。
(3)、保证17#轧机两线槽孔基本一样。17#轧机轧出的两线轧件尺寸不一样时会形成两线差,造成双线活套两线轧件的高度差。17#轧机料形情况和15#轧机预切情况形成一系列组合,直接决定双线活套两线的高度,同时形成两线的尺寸差。17#轧机料形情况和15#轧机预切情况形成的组合较多,因此在换辊换槽时,一定要保证17#轧机两线槽孔基本一样,以减少17#轧机料形情况和15#轧机预切情况的组合次数,降低调整难度。
在过钢时,可通过观察双线活套来判断轧件两线差的情况,并进行调整。若双线活套波动较大,忽高忽低,说明14#轧机供料不稳定,需调整14#轧机以及之前轧机的辊逢、导轮松紧或调整堆拉钢关系。双线活套稳定情况下,可根据成品两线差结合两线活套高度差判断调整。例如,在左右两线轧件内径横肋尺寸相同情况下,假如左线纵筋大,则观察双线活套差情况,若左线高,则调整15#轧机入口导卫,向右降低左线高度;若左线低,则需要检查16#、17#轧机导卫和槽孔的对正情况,若16#轧机无误,则可以适度调整17#轧机入口导卫,同时15#轧机配合调整,减小活套高度差。
按上述要求调整好两线轧件尺寸后,有时仍会出现两线轧件头部不齐现象,这时可采用以下方法进行调整:一是如果头部长的一线纵筋已较大,,这时只能按调整两线差的办法,对15#、17#轧机导卫装置进行调整,直至两线尺寸差达到允许范围内,。二是如果轧件头部两线交替长,可能是因为18#轧机入口导辊松,或17#轧机轧出的料小,轧件在18#轧机入口导辊中来回摆动造成。这时根据情况可更换成品导卫装置、调整17#轧机辊逢。如果引起双线活套的套高差,还需调整15#轧机入口导卫,或调整18#(K1)辊缝改变两线金属流量和前滑值。
(4)、在冷床对齐板之前1.5m处的对齐辊道上方加装一架压辊,形成半封闭孔,防止钢筋从对齐辊道向对齐板运行时头部向上窜起,高过对齐板跑出而对不齐。
4 实用效果
在控制好切分轧件的两线差,解决两线轧件头部不齐问题后,小型厂双线切分轧制的生产指标进一步提高。带肋钢筋的成材率提高了0.2%。同时,由于轧件两线头部较齐,加快了定尺冷剪节奏,方便精整后区的平台挑选,使精整的钢材处理能力得到加强,有利于切分产量的进一步提高。
[1]李子文等.小型连轧机的工艺与电气控制[M].冶金工业出版社,2000.
[2]匡祖国. 切分轧制对齐问题的解决[J]. 轧钢2005,22(2).
