沙漠油田中心处理站工艺系统改造设计
2015-01-03刘清华王金昌
刘清华 王金昌 钟 明
1海工英派尔工程有限公司2常州大学石油工程学院
沙漠油田中心处理站工艺系统改造设计
刘清华1王金昌1钟 明2
1海工英派尔工程有限公司2常州大学石油工程学院
通过对某沙漠油田中心处理站内的原油处理设施进行优化改造,以提高终端油气处理能力。利用段塞流捕集器来减少段塞流对站内生产的冲击,并进行初步的油气水分离;新建油气分离设备和压缩机,回收利用目前水洗罐分离后去火炬的天然气;通过优化工艺参数,充分利用已建水洗罐,提高油水分离效果,并降低运行费用;新建油水换热器回收利用热量,降低原油进罐温度,实现节能增效。
中心处理站;流程;改造;油气分离;脱水
某沙漠油田中心处理站建于1975年,处理附近3个区块的来液,处理能力为25 000 t/d。主要生产工艺为原油脱盐、脱水、储存和计量后外输。站内主要油气处理工艺设施有:4台原油加热炉、3列电脱水/电脱盐设施、4座10 000 m3沉降罐、9座28 000 m3的浮顶原油储罐、6台原油外输泵等。
从2013年起,油田进入了恢复生产阶段,油、气、水产量逐年有大幅度的增长。中心处理站原设计处理能力已经不能满足复产阶段33 000 t/d的要求,距离提产阶段61 000 t/d更是相去甚远。而且经过40年的运行,特别是经历过战争破坏,设备老旧破损严重,远远达不到原设计能力,因此迫切需要扩建原油处理能力以适应不断增长的原油处理量要求。另外,随着油田开发的深入,开发方式由自喷转为注水开采,采出液的数量和性质发生了变化,势必要求工艺流程作出相应的调整。为满足油田开发的要求,在充分利用已建中心处理站内设施的基础上,对站内工艺参数和流程进行了调整和改造。
1 运行现状及存在的问题
各脱气站初步油气分离后的含水原油,经管输到达中心处理站,进站温度为40℃,进站压力为0.25 MPa,经加热炉加热到65℃后进行处理。含硫为1%的原油经已建天然气气提塔气提来降低原油中的硫含量。经气提后的原油进入3座10 000 m3沉降罐进行沉降,另有1座10 000 m3新建沉降罐即将接入流程。各罐流程相对独立,可分别单独操作运行。由于目前总来液量不足20 000 m3/d,正常生产中只使用1~2座沉降罐,可实现油水分离时间12~24 h。经沉降脱水后的原油,通过3台脱水泵增压后进入两级电脱水器进行脱水和脱盐。电脱水后的原油进入28 000 m3的净化油罐储存,并经站内外输泵外输。站内工艺设施主要存在的问题如下:
(1)段塞流对站内生产造成冲击。随着上游来液的增加,油中含气量显著增加。由于来油管线沿途有较大高差,易形成段塞流。按站内现有流程,段塞流会对站内设备造成冲击,急需建设相应段塞流捕集器以消除段塞流影响,同时进行初次的油、气、水分离,以降低加热炉负荷。
(2)放火炬气含烃多,污染严重。油气产量增加会导致大量伴生气溶解在原油中。在现有流程中只能在水洗罐中释放出来,导致水洗罐液面剧烈波动,大量轻烃进入火炬系统,环境污染严重。中心处理站的处理量上升要求增加所需的天然气量,需要将站内分离出的含硫天然气输送至天然气厂进行脱硫处理。这就要求新建油气分离设备,减少进入水洗罐的天然气量,把站内分离出的大量天然气回收利用。
(3)原油含水率上升,脱水能力不足。随着油田的开发方式由自喷采油转向注水开采,原油含水率将迅速上升。研究表明,提高分离温度有利于油水分离[1]。在含水率和产量同时迅速上升时,站内加热炉的加热温度难以满足原油脱水要求,会直接影响到原油含水率。另一方面,由于含盐量与原油含水量密切相关[2],为满足外输净化原油对含盐量的指标要求,在保证电脱水能力满足要求的前提下,电脱水器入口含水率要求不高于30%。
(4)能源利用不合理,浪费严重。现有流程中,电脱水后的原油缺少换热流程,直接进入净化油罐储存。虽然管线不做保温,但是由于中心处理站地处沙漠地带,环境温度较高,导致进罐温度很高。另外仍然需要大量的天然气作为加热炉燃料,造成了大量的能源浪费。
2 流程优化改造
针对原油处理能力不足的现状,扩建站内能力不足的工艺设备。针对原油含水、含气上升带来的问题,通过采用新工艺、新设备来解决。改造后的工艺流程如图1所示。
2.1 进站油气分离系统优化

图1 优化改造后原油处理流程示意图
上游脱气站油气分离压力上升,导致油气分离不彻底,原油中携带大量的溶解气。需要首先对站内的油气分离系统进行改造,使原油中的伴生气在进入水洗罐之前与原油进行分离,以减轻对站内工艺系统造成的影响。考虑到站外集输管线沿途高低起伏较为明显,段塞流较为严重,因此在进站阀组后新增段塞流捕集器,兼顾消除段塞流和油气水三相初次分离的作用。在设备选型上选择带有GLCC的段塞流捕集器,可以显著减小设备尺寸,提高分离效果[3],并减少段塞流对生产系统造成的冲击。
经计算,选择段塞流捕集器的尺寸为3 200 mm× 18 000 mm,具有较大的段塞流容积,可满足50 m3的最大段塞流接收要求。在正常操作时,含水原油在捕集器中停留时间较长,有利于进行初次油水分离,提高油水分离效果,降低站内后续工艺设备的处理负荷。捕集器分离压力为0.6 MPa,分离出的伴生气满足天然气厂进站条件,可不经压缩直接输送至天然气厂进行脱硫处理。
2.2 脱气系统优化改造
由于段塞流捕集器0.6 MPa的分离压力较高,仍有相当数量的溶解气没有从原油中分离出来,为保证水洗罐的平稳运行,需要在水洗罐前增加二级油气分离设备(脱气罐)以进一步进行油气分离,操作压力为0.25 MPa。脱气罐分离后的天然气通过压缩机增压至0.5 MPa输送至天然气处理厂脱硫处理。经过二级油气分离之后的原油进入气提塔,与天然气逆向接触进行脱硫。由于大量的溶解气已经通过段塞流捕集器和脱气罐从原油中分离出去,减少了水洗罐内分离出天然气的数量,有利于水洗罐的平稳操作;同时也减少了从水洗罐顶部去火炬的天然气,减少了环境污染。
2.3 油水沉降分离操作优化改造
段塞流捕集器和脱气罐中的停留时间相对较短,如果仅仅依靠这些设备来保证电脱水器进口含水率低于30%,在目前原油含水率低的情况下暂时能够满足要求。由表1可知,含水率为40%的原油在加药浓度100 mg/L、脱水温度65℃时,需要3 h才能满足电脱水器进口原油含水率低于30%的要求。随着原油产量增加和含水率的迅速上升,来液停留时间越来越短,满足油水分离要求的难度逐渐加大,因此需要保留原流程中的水洗罐。
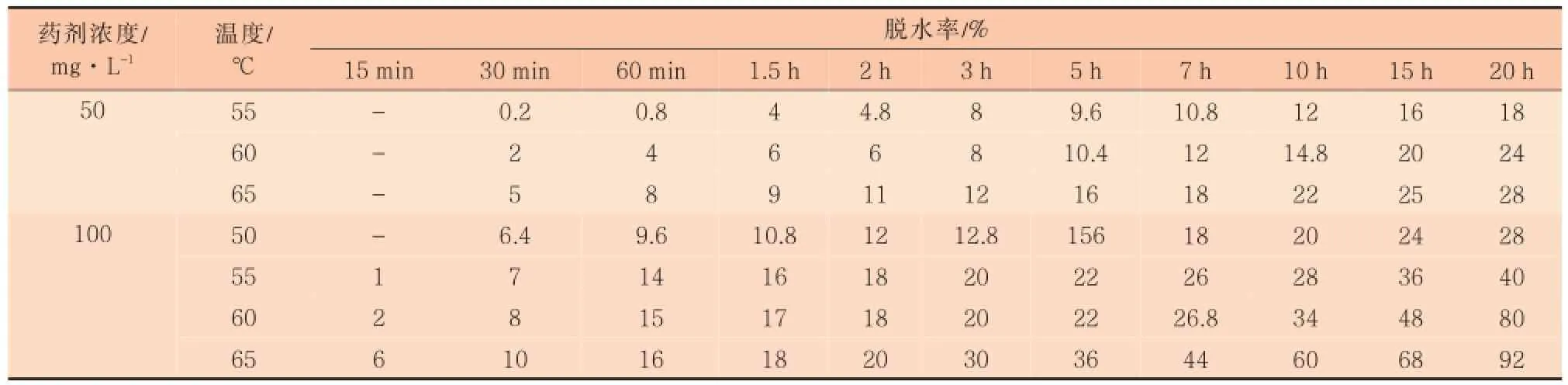
表1 含水率为40%的混合原油脱水试验数据
在复产阶段,原油产量达到33 500 t/d时,站内已建水洗罐可以保证原油有20 h以上的停留时间。按照含水率为40%的混合原油脱水试验数据,在药剂浓度100 mg/L、温度65℃时,20 h的沉降时间可以达到92%的脱水率,优于电脱水进口原油含水率低于30%的要求。根据脱水试验数据,也可以在沉降时间不变的前提下,把原油加热温度降低到55℃,从而实现低温脱水的目标[4]。按照2015年原油产量40 783 t/d、产水量11 825 t/d计算,每降低来液5℃的温升,可节约燃料用气25 700 m3/d。通过调整工艺参数,可以达到减少投资、降低运行费用的目的,从而实现节能增效。
2.4 增加换热流程,节能降耗
站内每列已建电脱水器处理能力为8 300 t/d,主要是通过新增2列电脱水器提高脱水处理能力。原流程中两级电脱水器进行脱水、脱盐后的高温原油直接进入大罐储存,大量热量不能回收利用。通过工艺流程优化,增加油水换热器对净化原油进行取热,将原油进罐温度降低15℃后再进净化油罐,可节约大量的能源。
3 结论
通过对全站的流程进行系统优化,并通过应用新技术和新设备,解决了原有流程中脱水、脱气能力不足、环境污染、能源浪费严重的问题,满足了复产阶段油、气、水处理的要求。工艺流程相对简单、适应性强、运行可靠、安全环保。主要体现在以下几方面:①将油气分离和原油脱水视为一个整体考虑,通过分段脱气,避免了原流程中油气分离对原油脱水沉降的影响。在保证脱气效果的同时,提高了沉降脱水的效率。②带有GLCC技术的段塞流捕集器等新设备和新技术的应用,实现了油、气、水的高效分离,节约能源并降低了投资。同时消除了段塞流对站内工艺设备的冲击,保证平稳操作。③将分出的不同压力等级伴生气进行处理和利用,降低火炬泄放量,减少环境污染。④充分利用已建沉降罐,并对站内换热流程进行调整,降低进站原油加热负荷,减少药剂消耗,实现节能降耗。
[1]于洪喜.稠油乳状液稳定性实验研究[J].油气田地面工程,2007,26(10):16-17.
[2]张晓华.原油脱水技术研究进展[J].化工科技,2009,17(5):57-62.
[3]仇晨.一种新型的高效节能GLCC分离器在中海油的应用研究[J].中国海洋平台,2010,25(5):45~48.
[4]王宁.降低辽河冷家油田冷一联加热负荷工艺技术研究[J].石油工程建设,2013,39(2):40-41.
(栏目主持 张秀丽)
10.3969/j.issn.1006-6896.2015.9.023
刘清华:博士,2009年毕业于中国石油大学(华东)化学工程与技术专业,现工作于海工英派尔工程有限公司。
2015-03-04
(0532)80990516、upcliuqh@163.com
