无取向电工钢JGW1000的开发生产
2015-01-02王勇
王勇
(山东钢铁集团有限公司钢铁研究院,山东济南 250101)
生产技术
无取向电工钢JGW1000的开发生产
王勇
(山东钢铁集团有限公司钢铁研究院,山东济南 250101)
通过铁水脱硫→转炉→真空精炼→连铸→热连轧→酸洗→冷轧→退火生产工艺流程,成功开发了冷轧无取向电工钢JGW1000,并实现了批量化生产。产品性能检测表明:研制的JGW1000钢磁性能良好,组织均匀,平均晶粒直径约为72 μm;工艺分析表明,降低加热温度、提高终轧卷取温度会对产品性能产生有利影响。
无取向电工钢;JGW1000;组织;磁性能
1 前言
电工钢是一种软磁材料,是电器设备不可缺少且用量大的节能型材料。为适应我国机电行业的迅猛发展,电工钢的用量越来越大。其中低牌号无取向电工钢因其具有磁感应强度高、工艺简单及制造成本低等特点,适于制造微型及中小型电机,可提高电机效率,降低电耗并能减小电机体积和节约电机制造用材[1]。山钢股份济南分公司生产的无取向电工钢JGW1000具有磁感应强度高及制造成本低等优点,满足了微型及中小型电机市场需求。
2 JGW1000钢的试制开发
不同的电工钢牌号,其化学成分不同,根据牌号磁性能的要求,综合考虑化学成分对微观组织和磁性能的影响[2-3],设计了JGW1000钢的化学成分控制范围。为满足电工钢的磁性能要求,结合山钢股份济南分公司自身的设备特点,制定工艺路线为:
铁水脱硫→120 t顶底复吹转炉炼钢→真空精炼→连铸→热连轧→酸洗→冷轧→连续退火及涂绝缘层→性能检测。
铁水要求深脱硫并扒渣处理,要求出站铁水S含量控制在0.004%以下,转炉出钢过程中,加入大量石灰,使高温钢水与石灰充分混合,进一步深脱硫,RH合金化及将钢中碳降到0.005%以下;连铸使用超低碳专用塞棒、保护套管,整浇次使用无C碱性中包覆盖剂,无C中包工作层,采用硅钢专用二冷配水制度;热轧时制定合适的加热、终轧、卷取温度,并根据成分制定合理的退火制度,保证成品晶粒粗大均匀,以获得合格的磁性能。
3 试制结果及分析
3.1 化学成分
冶炼电工钢JGW1000的化学成分见表1。
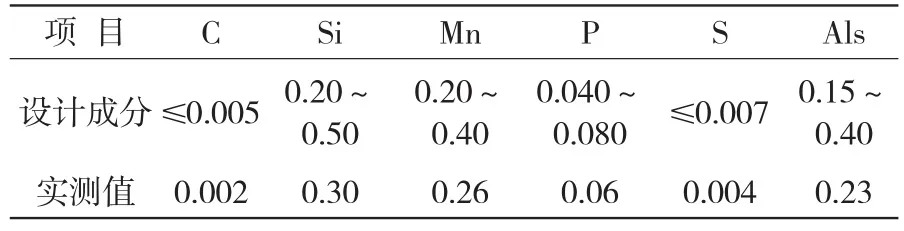
表1 JGW1000钢的化学成分(质量分数)%
3.2 磁性能
利用交流磁性测量仪,将0.5 mm的冷轧硅钢成品JGW1000以单片测量铁损P15/50(W/kg)和饱和磁感应强度B50(T),经过200批次的测试:P15/50为5.384~5.478 W/kg,平均5.413 W/kg;B50为1.729~1.756 T,平均1.746 T。JGW1000产品具有很好的磁性能。
3.3 铸坯组织
图1为JGW1000钢连铸坯的低倍组织。观察低倍组织发现,连铸坯的表面为激冷层,是由细小等轴晶构成的5~10 mm厚的细晶带。激冷层之后到心部为发达的柱状晶组织,且存在明显的三角区,连铸坯中心存在少量的等轴晶区,有部分穿晶组织。由于铸坯较薄(厚度为135 mm),连铸过程中冷速较快形成了此种组织。
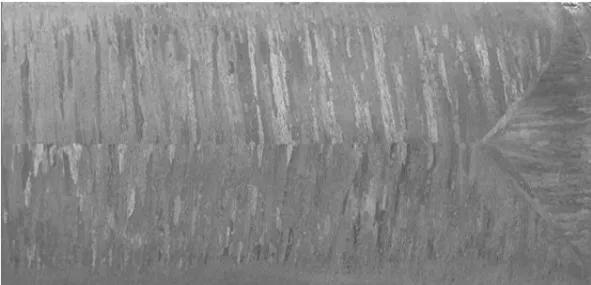
图1 JGW1000钢铸坯低倍组织
3.4 加热温度对夹杂物析出的影响
电工钢板坯加热主要考虑减少MnS、AlN等夹杂物的固溶量,避免MnS、AlN回溶,使得热轧板中析出的MnS、AlN粒子体积分数多、尺寸粗大,退火再结晶过程中促进{100}、{110}等有利织构,抑制{111}不利织构。若板坯加热温度高,则热轧塑性好,但产品磁性较低;加热温度低,热轧塑性差,但产品磁性高。在轧机能力允许前提下,热轧加热温度应尽量低,以取得尽量高的磁性能。资料显示[4-5],加热温度应<1 200℃。
对热轧板夹杂物进行扫描电镜分析,典型夹杂物形貌见图2。根据成分分析,夹杂物主要为以Al2O3为主的氧化物夹杂,未发现MnS及AlN析出。
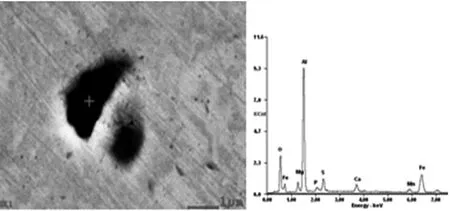
图2 JGW1000热轧板夹杂物形貌及能谱分析
3.5 生产工艺对产品磁性能的影响
对电工钢而言,热轧温度对电磁性能的改善起着重要作用,精轧开轧温度在奥氏体区,带钢的组织为奥氏体+铁素体,为了获得均匀粗大的热轧晶粒,终轧温度必须在铁素体再结晶区。在一定范围内提高终轧温度,使热轧板的晶粒及MnS和AlN粗化,从而可以改善产品磁性能。
卷取冷却方式宜采用后段冷却,以保证充分再结晶。在一定的温度范围内采用高温卷取能有效改善成品的组织状态,可以使热轧板晶粒粗大,并且可以使析出物充分粗化,卷取温度高于700℃可以起到热轧卷常化或预退火改善织构和磁性能的作用[6]。
热轧钢卷经过单机架6道次冷轧,由2.75 mm轧至0.5 mm,道次压下率分配原则:第一、二道次用大压下率,以后随加工硬化,道次压下率逐渐减小,使各道次轧制大致相同。退火温度为750~900℃,退火时间为3~5 min。经检测,产品磁性能结果满足用户要求。
3.6 不同工序对微观组织的影响
JGW1000钢热轧状态的组织如图3a、b所示,可以看出再结晶几乎在热轧板的整个厚度方向发生,都呈现等轴晶,只是晶粒尺寸有所不同而已。在中心区域有些晶粒沿着轧向被拉长,同一些细小的再结晶晶粒交替出现。靠近表层处组织比较致密。分析认为,由于表面与轧辊之间大的摩擦力而产生的剪切应力,使表层组织比中心区域具有更大的形变储能,从而促进再结晶使得晶粒细化。
冷轧态的组织如图3c所示,为典型的晶粒冷变形组织。热轧板在冷轧塑性变形过程中,等轴状晶粒随着冷轧变形量的增加晶粒被不断压扁、拉长,沿轧向呈纤维状组织。
退火后的组织如图3d所示,退火后再结晶均较为完全,平均晶粒直径约为72 μm,Si约1%的冷轧无取向电工钢合适的初次再结晶晶粒尺寸为50~80 μm,成品晶粒尺寸满足要求。
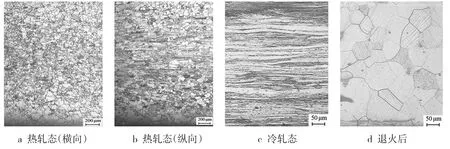
图3 JGW1000钢不同工序状态的微观组织
通过制定合理的热轧及冷轧退火制度,最终电工钢产品获得了较均匀、粗大的晶粒组织,从而提高了产品的磁性能。
4 结语
通过合理的成分设计、加热制度、轧制和退火工艺,山钢股份济南分公司研发的JGW1000无取向电工钢获得了良好的磁性能。目前该产品已经批量生产,应用于制造微型及中小型电机,获得了用户的好评。
[1]何忠治.电工钢的现状与展望[J].中国冶金,2001,54(5):15-17.
[2]何忠治,赵宇,罗海文.电工钢[M].北京:冶金工业出版社,2012:183-193,279-284.
[3]Bruns H,Kaspar R.Direct Charging of Thin Slabs of a Cold Formable HSLA Steel[J].Steel Research,1997,68(5):215-219.
[4]周世春,黄望芽,陈凌峰,等.热轧工序温度对中低牌号无取向电工钢磁性能的影响[J].宝钢技术,2004(2):29-33.
[5]王强.无取向硅钢轧制工艺的研究[J].安徽冶金,2007(1):27-31.
[6]陈凌峰,黄望芽.热轧卷取温度对无取向电工钢性能的影响[J].宝钢技术,2004(1):33-35.
Development and Production of Non-oriented Electrical Steel JGW1000
WANG Yong
(The Research Institute of Iron and Steel of Shandong Iron and Steel Group Co.,Ltd.,Jinan 250101,China)
The non-oriented electrical steel with the grade of JGW1000 was developed successfully and produced by the processes of desulphurization for hot metal pretreatment,BOF steelmaking,vacuum refining,continuous casting and rolling,cold rolling and annealing.The results indicated that the magnetic properties of JGW1000 steel with homogeneous microstructure could meet the requirements of the manufactory standard.The average grain diameter is about 72 μm.The product could be used in the manufacture of high efficiency motor widely.The influences of heating,hot rolling,cold rolling and annealing process on the performance of the product were:lower heating temperature,higher rolling temperature and higher coiling temperature have a beneficial effect on product’properties.
non-oriented electrical steel;JGW1000;microstructure;magnetic property
TM275;TG142.1
A
1004-4620(2015)01-0011-02
信息园地
2014-11-10
王勇,男,1982年生,2008年毕业于沈阳理工大学材料加工工程专业。现为山东钢铁集团有限公司钢铁研究院工程师,从事新产品研发工作。