济二选煤厂重介旋流器入料压力不稳分析
2015-01-02刘树成
刘树成
北京华宇工程有限公司选煤工程六所
本文针对济宁二号煤矿选煤厂投产一年来生产过程中存在的旋流器入料压力不稳定问题,通过对合格介质桶有效高度、合格介质回流缓冲设施、旋流器入料润湿管的大小等影响因素进行了深入分析,并结合现场情况进行了合理改造,使存在的问题得以解决,保证了生产的正常进行,同时为选煤厂设计和生产人员提供一定的指导作用。
1 概述
济宁二号煤矿选煤厂原采用原煤预先筛分、动筛排矸、单一跳汰选煤工艺,由于工艺落后、分选效率差、精煤回收率低等问题,公司于2010年11月份开始着手对选煤厂进行技术改造,通过总承包招标形式进行,最终由北京华宇工程有限公司中标实施技术改造工作。
技术改造工作主要内容为新建重介分选系统,厂型为4.00Mt/a,采用的工艺为无压三产品重介旋流器(直径1350/950mm)分选。选煤厂于2013年4月份建成投产,经过一年多的生产,现场发现存在部分设计问题,其中“旋流器入料压力不稳定”问题值得分析和商榷。目前,合格介质泵入料压力在0.2MPa 左右,与投产时的压力(0.26~0.28MPa)差距较大,而且压力忽高忽低,极不稳定,已影响到原煤入洗量及产品的质量。针对此问题根据现场整改前后的情况在这里进行浅要的分析。
2 工艺问题的分析
选煤厂采用两套系统,每套系统主选设备为直径1350/950mm 的无压三产品重介旋流器,小时介质循环量为1800m3,配套合格介质桶为φ5200mm,V=60m3,配套合格介质泵流量为1800m3/h,实际生产过程中经常出现桶中介质四处外溢和旋流器入料压力不稳定现象,根据现场生产情况,针对以下问题进行分析。
1)合格介质桶的设计分析
正常生产时,是靠控制合格介质桶内液位来保持旋流器入料压力的。如果生产时的液位过高,会造成停车时桶跑溢流的现象,增加介质损耗且污染厂房环境;液位过低,则不能有效控制旋流器入料压力。通过总结在选煤厂设计及生产运行中的经验发现:在设计合格介质桶时,不仅要考虑桶的有效容积,还必须考虑桶的有效使用高度。这里的有效使用高度是指正常生产时,桶内液位距泵入口的高度差。设计时,不能单从体积上考虑缓冲量的问题,桶的高度也一定要重点考虑。桶的有效使用高度一定要保持在2.5m 以上,否则合格介质泵很容易因回流介质扰流和泵的吸力影响而吸入空气,不但会造成泵的气蚀现象,影响泵的使用寿命,而且会引起旋流器的入料压力不稳定,对生产影响较大。当然桶的体积足够大时在一定范围内能弥补液位差的影响,但体积过大会使投资增加,设计宜从两方面综合考虑。
济二选煤厂合格介质桶的总容量为60m3(见图1)。工作时,去除分选设备及管道内的介质体积(回流介质)后,尚有约30m3有效容积。按缓冲能力来说,不存在问题。但桶的有效高度存在问题。如下图所示,桶的设计高度为4.132m,出料口的中心高度为1.14m,生产时为保证停车介质回流量不使桶溢流,必须保证桶内留余有一定的储量,根据设计管路和设备大小情况计算停车回流介质量在16m3左右,通过计算为保证停车时桶不溢流必须控制液位距溢流堰0.9m 左右,这样生产时液位距合介泵的入料口中心高差仅1.967m。如此低的液位,在泵巨大的吸力及回流介质的扰流作用下,使空气进入泵内,造成旋流器入料压力忽高忽低现象,从而影响生产。

图1 济二选煤厂原设计合格介质桶
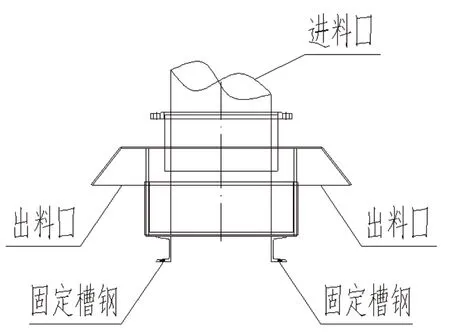
图2 合格介质回流缓冲装置
改造时,将桶加高了1.5m,使用效果良好,桶不再出现四处溢流现象,旋流器入料压力变得稳定。
2)合格介质回流分析
济二选煤厂每台合格介质桶回流管路包括脱介筛下合格介质管路和磁选精矿管路,脱介筛下合格介质距桶顶端垂直高差11m 左右,设计时管路出口无单独缓冲装置。桶上设置的防杂物篦网虽具有一定的缓冲作用,但由于高差造成的冲击力巨大,使其使用寿命很短,很容易冲坏。巨大的冲击使桶内形成很深的漩涡,造成局部液位进一步下降,从而使大量空气进入合格介质泵,造成旋流器入料压力不稳定。
改造时,在入合格介桶的管路出口设置溢流式缓冲装置(见图2)。改造后,既防止回流对液位形成冲击,也减少了煤泥水的外溅问题。对旋流器的入料压力的稳定也起到了一定保障作用。
3)润湿管路的设计分析
旋流器入料润湿管路的大小对旋流器的入料压力的稳定也有较大影响。
济二选煤厂旋流器入料合格介质管路直径为DN450,设计时采用润湿管为DN150。生产过程中,润湿管路上阀门只能开启五分之一,再大则造成旋流器入料压力迅速下降。润湿管设计时采用DN150 的偏大,需靠阀门控制润湿流量,造成阀门磨损严重。一个阀门只能使用一个多月就需要更换。而且在采用阀门控制润湿流量时,阀门后端管路中流体不充盈造成气体容易进入主管路,从而使旋流器入料压力降低,影响旋流器分选。
通过后期将润湿管更换为DN80 的管道后,阀门起到微调作用,磨损相对下降,旋流器的入料压力相对稳定。
4)其他影响压力问题分析
除上述设计时存在的三点问题会影响旋流器入料压力的不稳定和变化,生产过程中如下几点也会对其具有一定影响:
a.合格介质泵配套的变频器或液力偶合器质量出现问题,至使泵的转速下降,流量跟扬程下降,从而旋流器入量压力下降;
b.合格介质泵的叶轮磨损问题,由于长时间的使用、磨损,叶轮磨损严重,致使流量与扬程下降,从而使旋流器入量压力下降;
c.桶内铸石脱落,堆积在泵入口处,影响合格介质顺利进入泵内。
结语
重介选煤厂,旋流器的入料压力至关重要,决定了该厂是否能够生产出合格产品。在设计时要从合格介质桶的高度、容量,合格介质回流缓冲设施,润湿管路大小等方面的设计充分考虑;在生产时,也要对设备运行情况时刻进行关注和分析,保证旋流器入料压力的稳定性,确保分选出合格产品。
