基于UG螺纹类零件建模与数控仿真加工应用
2014-12-31于世忠
于世忠
(辽宁机电职业技术学院,辽宁 丹东 118000)
0 引言
螺纹类零件是机械传动系中最重要的部件之一,由于螺纹类零件加工相对复杂,为降低螺纹类零件开发的成本和周期,本文基于数控仿真技术,利用UG软件建立了螺纹类零件的三维模形,根据螺纹类零件加工工艺自动生成程序进行仿真加工。
1 零件图样分析
如图1所示为一个螺纹类零件。工件材料为45钢,毛坯为Φ50棒料,要求完成工件右端外圆、退刀槽及双线外螺纹加工。
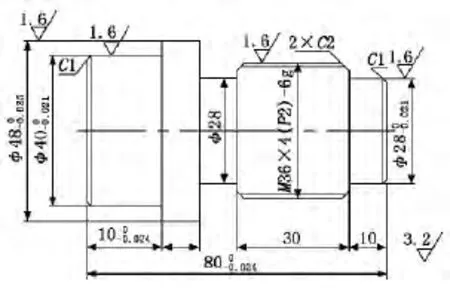
图1 多复合循环车削内螺纹
2 零件加工
2.1 零件加工分析
根据图样中螺纹标注可知,零件右端外螺纹公称直径为Φ36mm,导程为4mm,双线,右旋,螺纹长度为30mm。
2.2 确定工艺及编程加工路线
用三爪卡盘自定位,一次装夹依次完成外形轮廓粗、精加工,退刀槽加工,双线螺纹加工。具体加工步骤为:①切端面以保证总长尺寸80mm满足精度要求;②G71循环指令进行外形轮廓粗加工;③G70循环指令进行外形轮廓精加工,保证Φ28mm外圆和螺纹大径尺寸的公差要求;④G75指令切外沟槽,并加工槽右侧倒角;⑤G76循环指令加工双线螺纹。
2.3 双线螺纹加工尺寸相关计算
计算外螺纹的编程大径d1:

其中:d为螺纹公称直径,取36;P为螺纹螺距,P=2。
经计算得外螺纹的编程大径为35.74mm。
计算外螺纹的编程小径d2:

经计算得外螺纹的编程小径为33.4mm。
2.4 刀具选用
选择机械夹固式可转位外圆车刀和槽刀、外螺纹车刀。表1为数控加工刀具卡片。

表1 数控加工刀具卡片
2.5 工艺参数确定
工艺参数的确定见表2。
2.6 编写程序

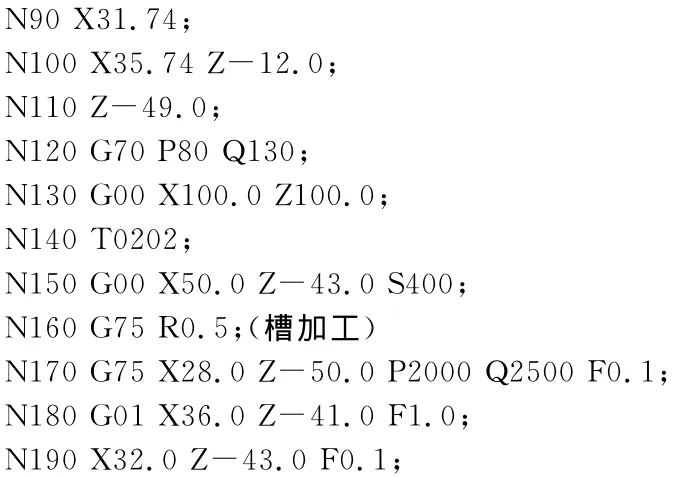


表2 数控加工工序卡片
3 结语
正确掌握UG三维实体建模运用,可以简化加工程序,提高零件加工效率,并且还能保证零件的加工精度。该方法在未来实际加工过程中值得推广。
[1]于世忠.基于宏程序加工梯形螺纹及G功能应用分析[J].机械工程与自动化,2012(2):181-182.
[2]数控技能教材编写组.数控车床编程与操作[M].上海:复旦大学出版社,2009.
[3]韦富基,李振尤.零件数控车削加工[M].北京:北京理工大学出版社,2009.