基于CANopen的光伏下片机开发
2014-12-31王献会程金宏牛军海
王献会,程金宏,牛军海
(河南安彩高科股份有限公司,河南 安阳 455000)
0 引言
玻璃的搬运是光伏行业的重要任务之一,一般由机械设备来完成,这种用来完成玻璃搬运的设备俗称“机械手”,也称之为上片机或下片机[1]。本文设计的光伏下片机的各设备与可编程控制器间是通过CAN-open现场总线来实现的,设备接线少,故障率低[2]。传统机械设备利用脉冲和模拟量控制,限制了系统的多轴扩展和多轴同步能力。利用CANopen通讯方式实现伺服控制器控制,是解决传统方式的同步、扩展及控制器点数制约的最佳方式,它具有传输速率高、同步性能好、可扩展能力强、硬件成本低等特点,在行业内具有较强的竞争优势。
1 下片机建模及结构功能
下片机是光伏玻璃生产上的一个重要设备,在光伏玻璃钢化后、包装前都需要对玻璃进行下片。它是实现自动化生产的设备的一部分,实现玻璃在压延机后和钢化后的下片。摆臂式下片机的三维模型如图1所示。
摆臂式下片机主要由水平移动和旋转运动装置、真空吸盘机构及固定安装支架组成。水平移动和旋转运动装置由变频器驱动带有编码器反馈的电机作为动力,电机通过齿轮和齿条传动实现水平移动。在旋转方向上,有一个大齿轮和一个小齿轮啮合,并带有4个真空吸盘,实现对玻璃原片取片。下片机本体采用钢结构牢固固定于地面,旋转机构采用铝合金型材,并可实现吸盘位置的调节,以满足生产不同品种产品的需要。
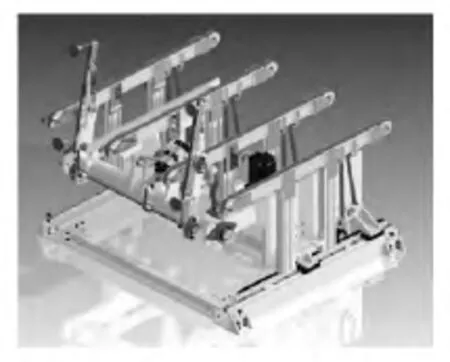
图1 摆臂式下片机的三维模型
2 CANopen网络设计
CANopen是一种架构在控制局域网络(Control Area Network,CAN)上的高层通讯协议,包括通讯子协议及设备子协议,常在嵌入式系统中使用,是工业控制常用到的一种现场总线。同时CANopen也是一个开放的、标准化的高层协议,支持各种CAN设备的互用性、互换性,在各工业控制系统中得到了广泛的应用[2,3]。CANopen协议定义了4类数据传输对象:网络管理对象(NMT)、服务数据对象(SDO)、过程数据对象(PDO)和特殊功能对象。通过此4类对象的操作,可实现对相关设备的控制。下片机CANopen的系统组态如图2所示。
以TM238LFDC24DT可编程控制器集成CAN-open接口作为主站,地址为127,水平方向地址为1,竖直方向地址为2,其他两个变频器的CANopen地址分别为3和4,通讯速率为500kb/s。系统整体采用施耐德产品自身集成CANopen接口的LXM23AU15M3X和ATV312H075N4等设备,无需增加其他CANopen硬件投入,使系统综合成本较其他方式大大降低,节省接线及部分控制继电器。伺服控制器及电机功率均为1.5kW,变频器功率分别为0.75kW和0.25kW。
3 方案硬件组成
本系统以CANopen为控制通讯总线,系统中设备自身集成CANopen接口。可编程控制器选用施耐德TM238LFDC24DT,为通讯的总站。触摸屏选用威纶HMIGXO3502,驱动器和伺服电机选用施耐德的LXM23AU13M3X和BCH1303N12A1C。触摸屏作为上位机与PLC进行通讯,实现通讯指令的发出和状态指令的接收及参数的修改,它与PLC间通过Somachine network实现通讯。上位机、下位机、执行部分和检测部分分别采用了触摸屏、PLC、驱动系统和传感系统[4]。PLC从输入模块接收传送器采集开关量信号[5],通过RS485与触摸屏实时通讯,由它以主站方式对从站和变频器发送控制指令及向从站查询伺服状态及变频状态。其中,ATV 312_Node1,ATV312_Node2,ATV312_Node3分别标记为水平行走、输送1和输送2,LXM23A_Node4为翻转。

图2 下片机CANopen的硬件组态
4 实现方法
TM238LFDC24DT作为主节点,通过NMT报文检查从节点的当前状态并负责其状态转换;从节点处于准备状态时,主节点向其发送SDO配置对象字典;主节点通过PDO控制DO节点的输出,采集DI节点的信息[6];适时响应交换数据PDO,周期性地在上位机与驱动器之间传输,传输的数据一般为速度、位置等控制字或者状态字,SDO为直接数据交换模式,传输的数据为一般运动模式(点到点、速度、寻原点等)。两个方向上频率f与时间的控制关系如图3所示。在水平方向上停止前进行两次减速,以达到精确定位的目的;在翻转方向上,伺服控制器执行一个相对位置功能块,以实现一个翻转的动作,即翻转-返回。由于速度与频率正相关,故图3中频率与时间的关系即反映了速度与时间的关系。
5 控制系统程序设计
5.1 触摸屏程序设计
设计中,上位机选用HMIGXO3502,使用Somachine network网络,下位机与上位机触摸屏的变量通过符号配置表来实现,在需要增加变量时,只需将下位机变量添加到变量的配置表里,触摸屏则自动与其关联,并自动更新触摸屏变量。
5.2 程序设计
5.2.1 PLC的I/O分配
根据系统功能要求,伺服控制器在CANopen位置与速度模式下PLC的I/O分配如表1所示。
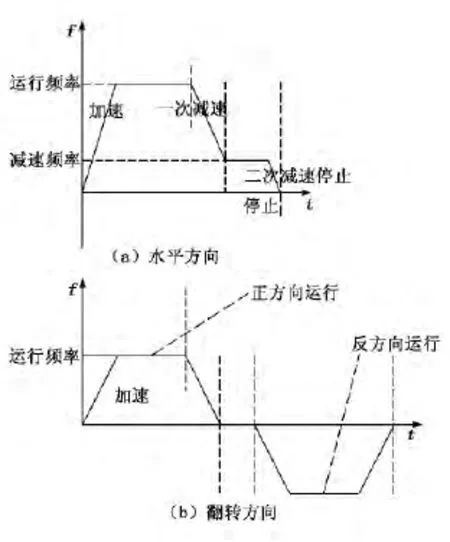
图3 两个方向上频率f与时间的控制关系
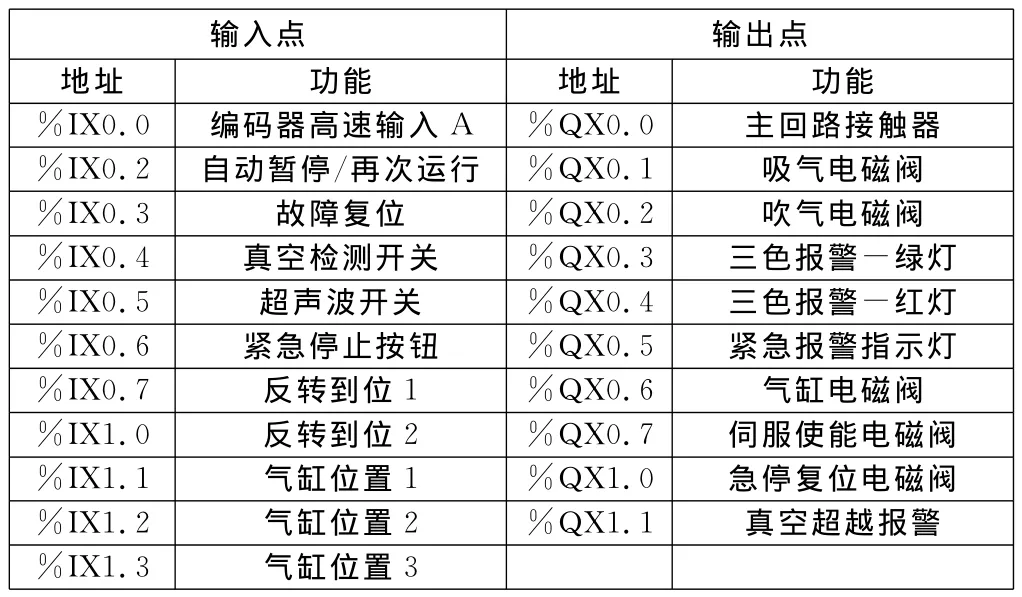
表1 PLC的I/O分配表
5.2.2 系统原点、预定位及功能块的使用
系统设计需要CANopen方式下对周期性交换的各轴PDO数据进行地址映射,本文采用系统功能块替代原自定义PDO映射来完成。用到的功能块有:MC_Power_LXM23,MC_Home_LXM23,MC_MoveRelative_LXM23,MC_Stop_LXM23等,变频驱动用到的功能块与伺服控制器相同。
翻转方向伺服原点由CANopen模式下34种模式中的模式1设定,它定义了寻找原点的方式和需要配合使用的硬件检测开关。变频器的原点通过清除反馈位置的编码器脉冲方式设定。首次定位时,须在原点确定后进行,其精度决定了系统的初始精度。
5.2.3 控制程序设计
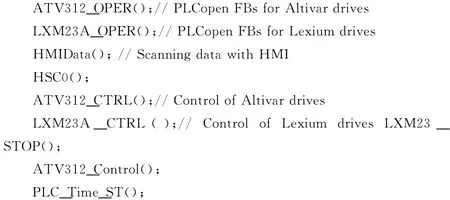
在Somachine自动化平台下,可以在单一环境中开发、配置和试运行整个机器,可以对3个硬件(即PLC控制器、运动控制器和传动控制器)进行配置和组态。下片机程序设计采用了模块化的程序设计思想[6],对实现功能的每个部分进行了独立编程,以方便维护。本设计由于采用CANopen方式通讯,在程序的编制过程中多以ST语言进行编程,以方便对CAN-open参数的读写。而在非伺服编程时采用CFC语言。部分控制程序如下:
6 调试及注意事项
设备调试运行前,需要对通讯的地址、波特率等相关信息进行一致化。伺服控制器在正常使用前,需利用LEXIUM 23CT对伺服进行自动增益调整或手动调整,以确保系统运行的稳定性。
设计使用的超声波开关设定在COMPARE模式下的PNP输出模式,其他参数调试按说明进行。对调试中出现的AL401报警,除故障处理手册中的解决方法外,在实际操作中,可检查伺服控制器的工作模式是否丢失,在丢失的情况下,此故障报警出现。处理方法为:检查P1-01是否为OB CANOPEN模式。
7 系统程序流程图
控制程序设计流程见图4。
8 结束语
本文以CANopen现场总线方式设计了一种摆臂式下片机。它以Somachine平台为基础,以现场总线为控制方式,可实现精确的反转定位和可靠的速度控制定位。经调试,此摆臂式下片机运行控制精确、运行平稳、操作方便、性能可靠、成本低,能满足各种规格玻璃原片的上、下片要求。

图4 控制程序设计流程图
[1]刘莉,李世伟,宋现春,等.精密滚珠丝杠螺旋线误差动态测量方法的研究[J].组合机床与自动化加工技术,2007(5):59-66.
[2]张捍东,徐龙,岑豫皖.CANopen协议及在ARM控制多电机驱动器系统中的应用与设计[J].自动化与仪器仪表,2011(2):40-43.
[3]Boterenbrood H.CANopen high-level protocol for CAN-bus[M].Amsterdam:NIKHEF,2003.
[4]李光伟,刘铨权,许阳钊,等.基于PLC和触摸屏的DVD盒自动化生产线设计[J].机械与电子,2009(5):71-74.
[5]丛明,刘冬,杜宇,等.PLC伺服控制在太阳能电池组件搬运机械手中的应用[J].组合机床与自动化加工技术,2011(9):66-69.
[6]曹庆年,赵博,孟开元.CANopen协议在工业控制网络中的应用[J].西安石油大学学报(自然科学版),2009(4):75-78.
