光伏玻璃冷端下片机组创新改造
2021-05-06夏劲松刘大伟沈兆斐
夏劲松 刘大伟 沈兆斐
(中建材(宜兴)新能源有限公司 宜兴 214200)
0 引言
设备是企业经营生产的重要组成因素,优化改进技术,更新企业设备才会提高生产力,加强企业的核心竞争力,并带来丰厚的经济效益。当前的工业发展方式要求企业能够节能环保、高效绿色生产,需要提高设备的实用性、高效性,为企业降本增产。随着工业4.0的发展,我国的工业智能化进一步提高。面对光伏玻璃市场的需求量大幅度增加,光伏玻璃制造业设备的实用性及高效性要求越来越高,许多老旧设备已无法满足生产需求,但全部更换成新的设备成本太高且周期太长。苗海耘[1]就曾针对老旧设备问题提出升级改造的见解。
为满足玻璃冷端下片需求,快速更新企业设备,本文提出对冷端下片机组进行合理的利旧改造和技术创新,增加设备的实用性、稳定性,提高生产效率,为玻璃制造企业节约设备购买成本,为国家减少工业废品的产生,实现绿色生产。
1 冷端下片系统结构
1.1 旧冷端下片系统结构
旧冷端下片系统结构如图1所示,只有一台下片机组,且连线辊道较短,辊道速比较慢,下片效率较低,更多的原片是通过人工下片的。人 工下片不仅效率低且具有很大的安全隐患。
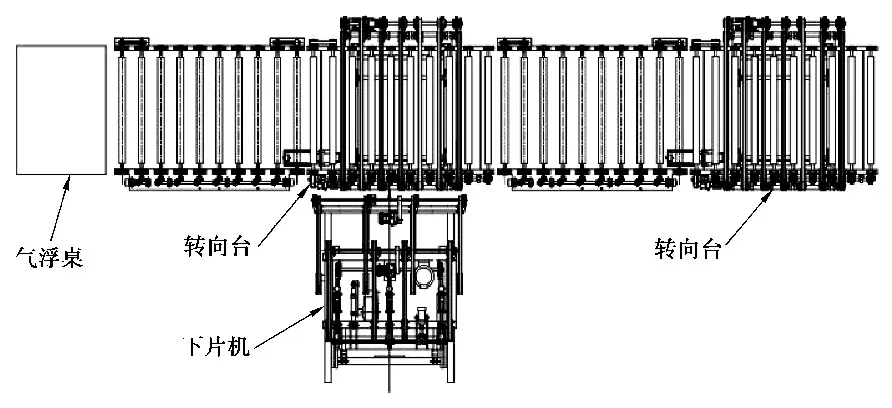
图1 旧冷端下片系统结构
1.2 冷端下片系统改进总体技术要求
对于冷端下片机组的设计改造,可以根据下片机设备的设计经验和公司现场的要求进行设计改造,该设计改造应满足以下几个方面要求:
(1)保证设备可以满足现场环境需求及生产需求;
(2)该机组可进行持续稳定的运输、转片、下片等工作;
(3)改造的连线辊道与原连线辊道速比相同;
(4)转片立交升起时与下片机水平误差为±0.5 mm;
(5)下片机应具有较高的堆垛精度,满足堆垛片数无误差;
1.3 改进后冷端下片系统结构
通过设计制作,增加了一组新的下片机组。延长了连线辊道,提高下片效率,减少人工下片,并可增大玻璃出窑时的拉引量,增加原片产能。通对自主设计制作转片立交,使下片系统运行更加稳定,同时提高下片时玻璃成品率。改进后冷端下片系统结构如图2所示。
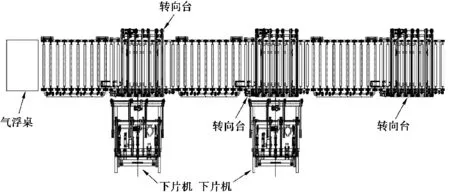
图2 改进后冷端下片系统结构
2 优化改进效果
2.1 稳定性高
转片立交可称为横向转片装置,整体是由升降机构和转向机构组成,其主要功能是实现玻璃的水平转向,具体实现原理:当连线辊道上的玻璃运输到该段辊道时,通过感应信号控制电机停止转动,使辊道停止工作,玻璃停在该段辊道上。然后通过辊道下方的升降机构上升,使玻璃脱离原辊道,通过安装在升降机构上的转向机构将玻璃传送至下片机。
原立交升降机构是由电机减速机、提升轴、固定摆臂、摆臂A、摆臂B、带座轴承组成。原升降机构直接固定在机架上,且固定摆臂较长,在升降过程中容易产生振动和颠簸。原立交升降机构结构如图3所示。
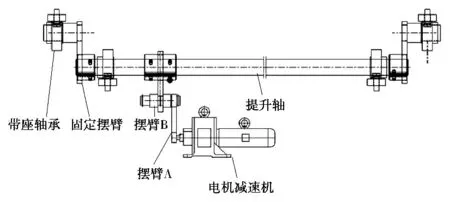
图3 原立交升降机构结构
针对原立交升降机构存在的问题,利用连线辊道的框架设计了一种新的立交升降装置。新的立交升降装置由气缸、机架、曲臂、支撑柱、固定块、轴承、传动连杆、连杆曲臂、曲臂传动轴、摇臂、L型支架、方形导轨、带轮等组成。通过气缸伸缩带动曲臂和连杆前后摆动,如图4、图5、图6所示。
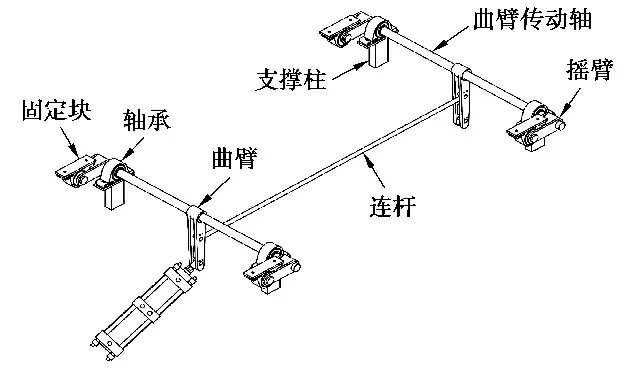
图4 新式立交升降机构结构
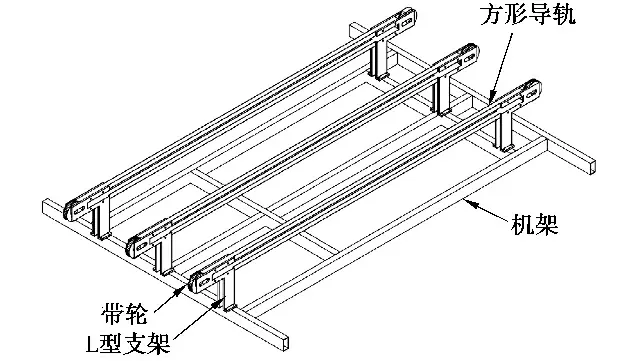
图6 立交横向传送装置
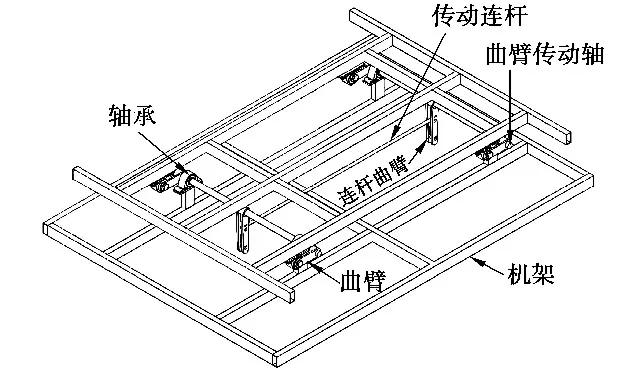
图5 新式立交升降框架
原立交升降机构只能通过更换摆臂长度来改变升降高度,新立交升降机构可以通过调节气缸的磁环位置来改变气缸的行程,从而控制升降高度,更适用于多变的生产现场。原立交升降机构固定摆臂较长,在升降过程中容易产生振动和颠簸。新立交升降机构设计使用支撑柱,使曲臂传动轴固定在支撑柱上,减少摇臂的长度,使升降运动更加稳定,减少破片,提高原片成品率。
2.2 效率高
2.2.1 下片机设计改造
下片机主要功能:当玻璃通过转片台运输到指定位置时,给出下片信号,吸盘自动翻起将玻璃吸附后放置玻璃堆垛架上,达到下片效果。利用厂区淘汰的吸盘翻板机进行改造,通过编写控制程序,设计改造的下片机有三种模式:自动下片模式、人工下片模式和等片模式。
(1)自动下片模式
当有玻璃经过立交时,玻璃优先走向下片机,当立交有玻璃未完成输片时,后置玻璃会通过立交下部通道输送到气浮台,进行人工下片。
当立交玻璃完成输片后,立交自动落下,等待二次输片。
当检查到立交下部通道有玻璃且上部通道无玻璃时,立交不会下落,当检测到玻璃输送出立交安全口时立交自动下落。当玻璃下片到达目标片数时,自动切换到人工下片模式。
(2)人工下片模式
当立交下片机故障维修时,需切换至人工下片模式,此时,下片机和立交转向机处于离线状态。
(3)等片模式
当检测到立交上部通道有玻璃转向输送时,下一片玻璃会在前一段辊道等待设定时间。在此时间内立交玻璃完成输送时,下一片玻璃输送至立交转向机进行自动下片;若在设定的等待时间内立交玻璃没有完成输送,下一片玻璃通过立交下部通道输送到气浮台,进行人工下片,后续来的在下一片玻璃到达此段辊道后,系统判断是直接进行自动下片还是在此等待相应的设定时间。
这三种模式是在原人工下片的基础上增加了自动下片和等片模式,在这三种模式的配合工作下,提高了下片效率。
2.2.2 连线辊道设计改造
根据场地情况新增连线辊道长度,利用厂区闲置的辊道进行切割拼接。在辊道改造安装时,辊道的平面度是一个非常重要的参数,调整辊道的水平,特别是拼接部位,要保持整体辊面上母线高度差不超过±0.5 mm,防止玻璃出现撞片和擦伤。根据生产玻璃规格来设计辊道之间的距离,控制在10~15 cm,防止玻璃弯曲变形导致撞片。
通过新增连线辊道长度,适当地提升辊道线速度,提高下片速度,就可提升玻璃出窑量,增加原片产能。
2.3 成本低
玻璃下片设备在国内外已经相当成熟,但其购买费用和调试安装周期均比现场改造要高要久。
通过对冷端下片机组的利旧改造,主要是利用闲置设备或是对现有设备进行改造创新,在保证改造成本最低的同时实现设备功能最优。主要包括以下几个方面:
(1)利用闲置辊道和吸盘翻板机改造成连线辊道和下片机,节约成本;
(2)使用气缸传动代替电机传动,增加实用性的同时也降低了成本;
(3)整体根据现场需求进行设计,改造出更加符合公司生产需求的设备,节省新设备购买费用,提高设备综合效率。
3 结语
通过对生产现场的实际了解,利用旧的设备进行设计改造,可以生产出更符合企业生产需求的设备。希望通过本次设备改造带来的实际效果,坚定各制造业改造创新的信念,合理优化利用闲置设备,提高设备的实用性能和经济效益,同时还能为生产提供助力,为企业节省大量资金。