12Cr2MoWVTiB对接焊缝裂纹原因分析及预防措施
2014-12-31李为民
李为民
(山西阳煤化工机械有限公司,山西 太原 030012)
引 言
12Cr2MoWVTiB(G102)是低碳低合金贝氏体型热强钢,焊接性好,但有淬硬倾向和冷裂纹倾向,且对再热裂纹比较敏感。薄壁小直径12Cr2MoWVTiB钢管焊接接头热处理后,在热影响区的粗晶区产生周向裂纹,是一种典型的再热裂纹,这种再热裂纹最敏感的温度为720℃左右[1]。
12Cr2MoWVTiBΦ38×5的焊接工艺性及使用性均较差,其对接焊缝经2个月~3个月试运行常发生多处泄漏。对样件进行X-射线探伤发现裂纹,裂纹多分布于熔合线及过热区,也有分布于焊缝上,多为环向延伸。剖切样件观察,裂纹位于焊缝收弧侧的热影响区、焊缝,并且从管内侧焊趾根部、过热区开裂向外延伸,呈延晶裂纹特征[2]。经过微观金相检查焊缝区、过热区,有板条马氏体组织,晶粒粗大,母材中有夹渣偏析现象,金相组织如图1。
1 模拟试验
经产品取样分析,出现马氏体组织及焊接区硬度值偏高现象,这可能与焊接冷却速度过快及消应力退火不完全有关,因此,采取水雾冷却、强风冷、风冷、预热、预热缓冷等措施焊接模拟试件进行试验。试验用相同焊接工艺参数测试冷却速度对显微组织及裂纹形成的影响,并在探伤后按原始态及不同热处理条件进行金相、硬度检查,结果第54页见表1。
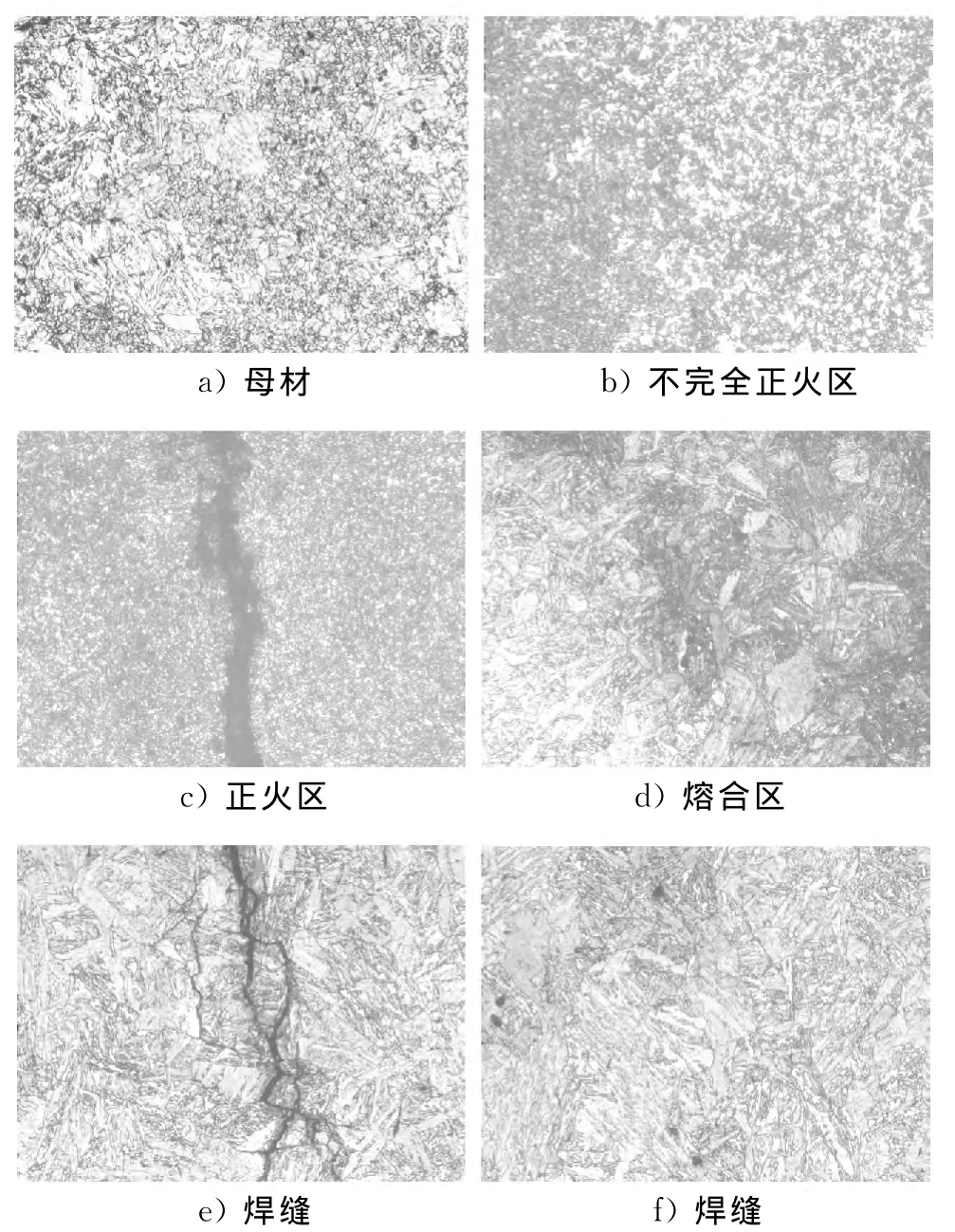
图1 样件的金相组织图
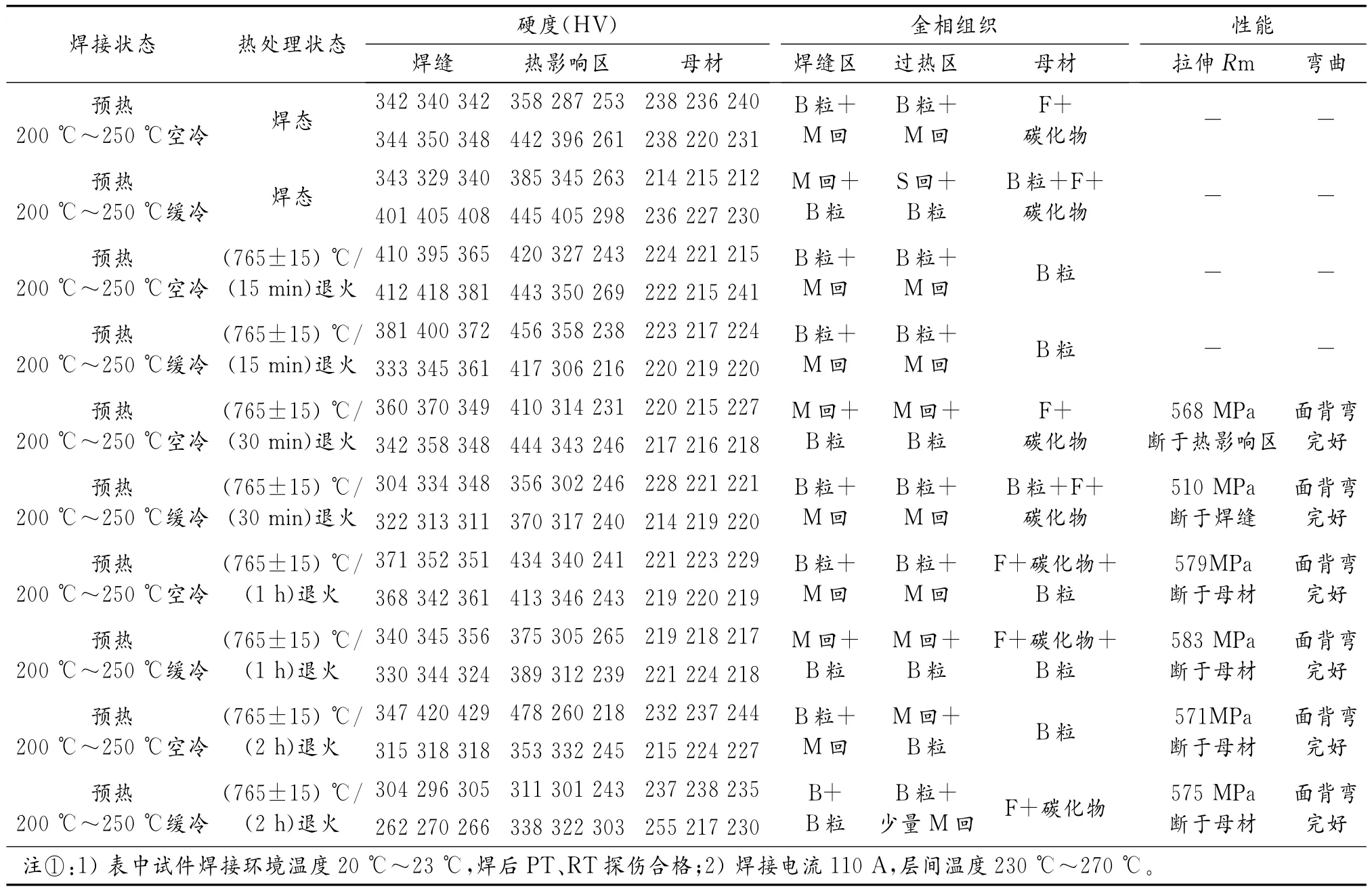
表1 12Cr2MoWVTiBΦ38×5模拟试件试验及检测①
由表1可得以下结果:
1)在不同冷速下焊接区均出现马氏体,随冷却速度降低,马氏体比例相对减少(参考硬度值判断),但在冷却速度最小的预热缓冷试件焊态试样焊趾跟部过热区发现有显微裂纹,从微观金相观察为延迟裂纹,说明采取缓冷措施不能完全保证不出现裂纹。
2)经(570℃~780℃)/(15mim)退火,焊接区硬度值减小,但仍偏大,去应力不完全。
3)经(750℃~780℃)/(1h)退火,金相组织明显改善,如图2所示。

图2 试样金相组织
焊接区硬度值大大减小,各种条件下试件硬度值均小于300Hb。
4)由以上结果可知:
a)预热缓冷等影响冷速的措施可减少淬硬组织(马氏体),防止冷裂纹产生;
b)焊后及时热处理(不超过4h),防止产生延迟裂纹;
c)延长退火时间是减小应力、改善焊接接头性能的有效手段;
d)失效原因应为热处理温度或保温时间不够,消应力退火不完全。
2 制造工艺
通过使用情况和系统试验综合分析,建议12Cr2MoWVTiBΦ38×5管对接焊接及热处理采用如下工艺:
1)焊接方法:手工钨极度氩弧焊;
2)焊接材料:H08Cr2MoWVTiB,Φ2.5;
3)焊前预热:焊缝周围20mm打磨至露出金属光泽,100mm范围内预热200℃~250℃;
4)焊接规范:焊接电流100A~120A,焊接电压9V~11V,焊接速度100mm/min~150mm/min,气体流量8L/min~10L/min;
5)焊后热处理:760℃/h~780℃/h。
3 预防措施
由于12Cr2MoWVTiB钢焊接工艺性及使用性均较差,为预防焊接裂纹产生,对该钢种的使用应采取以下措施:
1)该钢种合金成分复杂,对冶炼、轧制、热处理等要求较高,因此对供应商的选择要非常谨慎,应尽量选择质量、信誉可靠的钢管生产厂商;
2)在产品施焊前,焊工应针对12Cr2MoWVTiBΦ38×5进行适应性专项培训;
3)如果焊接时环境温度降低,可能是原始焊口淬硬组织较多的缘故,应在手工平台上焊制,避免吊装翻身造成根部焊缝裂纹;
4)焊后和热处理后分别增加PT、RT等检测;
5)焊后及时热处理,采用炉膛测温整体退火,炉膛升温不宜过快,以保证保温温度及时间足够,使工件焊缝彻底去除应力。
[1] 钱昌黔.耐热钢焊接[M].北京:水利电力出版社,1988.
[2] 李亚江,王娟,刘鹏.低合金钢焊接及工程应用[M].北京:化学工业出版社,2003.
