基于QFD的电解加工工艺健壮设计方法
2014-12-31年陈陈江擒虎陈远龙
年陈陈, 江擒虎, 陈远龙
(合肥工业大学 机械与汽车工程学院,安徽 合肥 230009)
电解加工是一些难加工机械产品零部件的重要加工方式,由于一系列不确定因素的影响,若电解加工工艺设计不合理,可将会导致零部件性能上的变化,引起质量不稳定,甚至造成失效,因此对电解加工工艺的设计和过程控制等方面的要求越来越高。使设计加工的产品具有健壮性,亦即使产品和加工过程从满足狭义的设计需求转变为广义的满足顾客需求,是有关电解工艺设计理论的重要研究内容。本文提出了面向电解加工的健壮性设计的概念,并基于产品的功能需求,研究并分析这些需求与电解工艺参数的内在关系,进行较优参数组合方案条件下的指标值预估分析,实现基于需求变换的电解加工工艺健壮设计。
1 电解加工中的健壮设计
健壮设计是在参数化、质量功能展开(quality function deployment,简称QFD)和系统设计等基础上进一步发展完善的一套新的优化设计方法,它以充分稳定地满足顾客的需求为宗旨,在常规设计基础上,利用系统工程的基本原理,将QFD、系统设计、试验设计、方差分析、参数设计、试验设计与容差设计、故障模式与影响分析、故障树分析、仿真分析、工艺的稳定性优化设计,以及生产制造阶段的监控、反馈和调整等一系列方法有机结合,形成了一种先进的方法体系[1]。
电解加工作为一种加工工艺,涉及工件材料、电解液、加工温度及控制参数等不同层次的影响因素,其中控制参数又包括电流模式K、加工电压U和进给速度V等,由于电解加工技术很难掌握。根据加工条件的变化,其组合方式复杂、工艺数据量较大,因而数据的处理工作非常重要[2]。由于研发时的目标对象针对性较强、系统复杂,通常采用正向设计,只有对电解加工影响因素进行权重分析与计算,才能确定其中最重要的影响因素。本文将应用健壮设计对电解加工工艺进行优化与改进。
2 基于QFD的电解加工健壮设计方法
2.1 质量功能展开(QFD)
QFD是健壮设计阶段非常重要的一种方法,能在技术上确定优化的方案,并且根据质量屋进行综合分析,使优化设计尽可能地满足用户需求。QFD是通过“质量屋”的形式,量化分析顾客需求与工程措施之间的关系,经过数据分析处理找出关键措施,从而指导设计人员抓住关键技术,进行优化设计,开发出满足顾客需求的产品[3]。QFD的主要步骤如下。
(1)建立质量屋。质量屋是一种直观的矩阵框架表达形式,是QFD的核心工具,提供了一种将用户需求转换成产品和零部件特征并展开到制造过程的直观结构,通过建立质量屋的基本框架以输入信息,通过分析评价得到输出信息,从而实现了一种需求转换。质量屋的结构如图1所示。

图1 质量屋的结构
(2)顾客需求分析与工程措施的确定。随着经济技术的发展和消费环境的变化,市场需求也在不断地变化,因此需要根据电解加工质量需求的层次性及其分类特点,对传统的整体步骤做一定的改进,明确电解加工的基本需求,从需求项目导出质量需求,以更具体的方式表达,再从功能满足性、可靠性、环境适应性及使用经济性等方面进行探讨加以修正和补充完善[4]。
(3)重要度的转换。重要度转换的方法一般有比例分配法和独立配点法,比例分配法中质量需求的数目和分布会影响技术特性重要度的结果,而独立配点法能改进这种过大或过小评价问题,故采用独立配点法进行重要度的转换[5]。技术特性重要度为:

其中,Tj为第j个技术特性的重要度;Ci为经过修正的第i个质量需求的重要度;Rij为第i个质量需求和第j个技术特性之间关系所对应的数值。经过重要度的转换,将顾客需求转变为技术需求,得到技术需求重要程度,将所得的技术需求权重用于多目标优化设计中的加权系数,对产品进行优化,优化结果能够反映顾客的需求[6]。
(4)工程措施之间相互作用评估。在“技术特性-生产工艺”质量屋中,屋顶列出了其后续的各种生产工艺的关键环节,左墙则列出了由第1个质量屋屋顶构成的“技术特性”各项指标。专家小组对每项顾客需求与技术特性之间的关系打分,相关关系为强,则赋予其值为9分;相关关系较强,赋值为6;相关关系为中等,则赋予其值为3分;相关关系为弱,则赋予其值为1分。空白表示该交点所对应的两项工程措施之间不存在交互作用。
(5)层次分析法。运用层次分析法,建立结构模型,构造判断矩阵并进行一致性检验,求出顾客需求重要度。
2.2 试验设计和方差分析
试验设计和方差分析能够对关键技术和质量问题进行分析和验证,从而更好地提高产品质量并且解决系统故障。试验设计是科学研究计划关于研究方法与步骤的重要内容之一,电解加工中的试验设计应遵循的基本原则[7-8]有对照性原则、单因子变量原则和平行重复原则。
方差分析是数理统计学中常用的数据处理方法之一。方差分析的目的是通过数据分析找出对该事物有显著影响的因素、各因素之间的交互作用以及显著影响因素的最佳水平等。
3 设计案例与分析
3.1 案例
电解加工是利用金属在电解液中发生电化学阳极溶解的原理,将工件加工成形的一种工艺方法。应用QFD方法建立设计模型。用户需求如下:① 电解加工精度高;② 工件表面粗糙度低;③ 加工生产率高;④ 加工过程腐蚀性小;⑤ 加工相对成本低;⑥ 加工过程稳定性好。根据用户需求建立质量屋,如图2所示。
通过将前述展开表和技术特性展开表合理组合,制出了电解加工顾客需求-技术特性二维质量屋。该质量屋既明确了关键技术,又能够参数化,可以形成具体的结构设计。由图2可知,电流模式、加工电压、进给速度在工程措施重要度中占有非常大的比重。
应用试验设计和方差分析的方法分析电解加工综合精度的影响因素。对于电解加工试验,当不改变工件材料、加工温度和电解液(本试验分别为3Cr2W8、35℃、12%NaNO3溶液)时,影响因素有电流模式、加工电压和进给速度。为了进一步明确这些因素影响的情况,采用正交试验对这3个影响因素进行量化分析。因素水平见表1所列,实验结果分析见表2所列,方差分析见表3所列。其中C为高度显著因素,A为强显著因素,B为较强显著因素。另外,通过试验设计确定A3B1C2为最优生产条件。

图2 系统质量屋
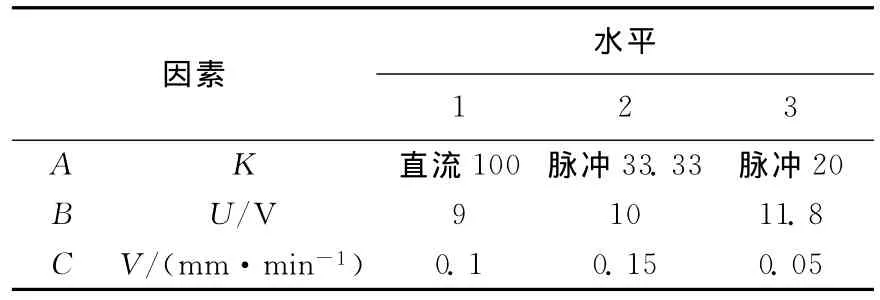
表1 因素水平表

表2 实验结果分析

表3 方差分析表
3.2 指标值预估分析
下面对在A3B1C2条件下,加工间隙、底面间隙差、侧面斜度、底侧间隙差和凸台高度可能达到的值进行预估。首先估计底面间隙差可能达到的值,由表2可算出,底面间隙差的总平均值m1为0.135 82,m1相当于各因素均取1、2、3水平的“平均水平”时的底面间隙差值。
在较优组合方案中A取3水平,这时底面间隙差的平均值为:

该值比A取“平均水平”使底面间隙差变化了Ⅲ1A/3-m1=0.025 544。
同理,B取1水平,C取2水平,各比“平均水平”使指标底面间隙差减少的值为:
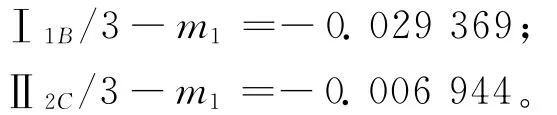
较优组合方案条件下的底面间隙差预估计值δ1优,可看作各因素取“平均水平”时的底面间隙差值,再加上各因素取较优水平时使指标底面间隙差变化的数值,即
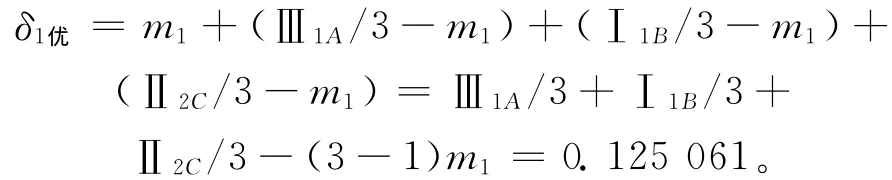
同理,可以预估较优组合方案条件下的侧面斜度、底侧间隙差、凸台高度和加工间隙分别为:

由上述预估计值可见,较优组合方案可使综合加工精度大为改善,由此应该进一步确定A3B1C2方案试验,予以验证,其结果加工精度大为提高。
4 结束语
本文采用QFD方法进行质量屋综合分析得出电解加工综合精度的重要影响因素,然后进行试验分析,并将其应用于电解加工基本工艺规律研究的健壮设计中,通过试验结果分析和方差分析可得:
(1)脉冲电流比直流电流的加工效果好,且脉冲电流模式K值与综合精度成正比例关系。
(2)加工电压与综合精度成正比例关系。
(3)加工速度与综合精度成反比例关系。
(4)进给速度对综合精度影响较大。
由以上结论可知,本文提出的基于QFD的电解加工工艺的健壮设计方法,可以有效地保证设计目标的健壮性和设计约束的可行健壮性,使得设计的电解加工工艺参数比采用传统经验设计的方法得到的加工精度具有更高的安全性和可靠性。
[1] 滕 启,王秀叶.健壮设计及方法评介[J].锻压机械,2002(1):5-7.
[2] 徐家文.电化学加工技术:原理、工艺及应用[M].北京:国防工业出版社,2008:43-59.
[3] 熊 伟.质量功能展开:从理论到实践[M].北京:科学出版社,2009:80-81.
[4] 杨树文,侣海燕.健壮设计在专用设备研发中的应用[J].电子工业专用设备,2012(11):7-11.
[5] 邵家俊.质量功能展开[M].北京:机械工业出版社,2004:46-47.
[6] 江擒虎,胡文超,年陈陈.AHP-QFD综合模式在行星齿轮减速器多目标优化设计中的应用[J].合肥工业大学学报:自然科学版,2012,35(10):1306-1310,1358.
[7] 李云雁,胡传荣.试验设计与数据处理[M].北京:化学工业出版社,2005:68-79.
[8] 陈远龙.电解加工工艺参数数据库及电解加工基本工艺规律研究[D].合肥:合肥工业大学,2000.
