轮胎制造企业炭黑材料条码扫描系统
2014-12-25田淑芳
田淑芳
(广州市华南橡胶轮胎有限公司 广州)
一、问题
广州市华南橡胶轮胎有限公司使用的炭黑材料较多,而且不同生产厂家的炭黑存储及使用不同。目前公司物流部使用标识牌进行标识,标识牌容易被人挪开或弄脏且肉眼难以分清不同类型的炭黑材料,物流部经常出现炭黑倒错料的质量事故,公司损失较大。为此开展采用条形码进行炭黑防差错的工作,利用条形码标签作为标识,通过终端扫描,解决炭黑材料生产投料时发生差错问题,确保炭黑材料生产投料正确,改造方案如下。
(1)炭黑材料采购入库时由物流部负责打印条形码,并在每个炭黑包上粘贴条形码。
(2)生产机台炭黑料斗所装炭黑材料一般固定,提前在每个料斗上粘贴条形码,为防止条形码损坏或弄脏,可将条形码塑封后粘贴。
(3)每个炭黑斗和每包炭黑都粘贴好相对应的条形码后,倒炭黑时,操作人员使用扫描终端感应斗上的条形码信息,再感应炭黑包装上的条形码信息,对应后方可倒料,否则扫描终端会发出警报,表明该包炭黑不符,不允许实施倒料。
(4)系统能够对操作人员进行管理识别,以便对其考核。
(5)系统能够统计每天使用的炭黑数量、规格及机台等信息。
二、炭黑材料条码扫描系统
1.系统构成(图 1)
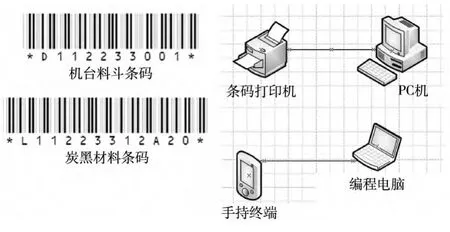
图1 炭黑材料条码扫描系统架构
仓管员将提供的密炼机机台倒料斗及到货炭黑材料的名称、规格型号、批次、数量等参数输入电脑打印出料斗条码及炭黑材料条码,将料斗条码及炭黑材料条码粘贴在相应位置上。原材料仓库员倒料时先扫描炭黑包装袋上条码,然后扫描机台倒料斗旁的条码标识,当两次扫描均正确时(确认所投炭黑材料与机台倒料斗材料标识相符),方可投料。否则,扫描器显示报警,提醒仓库员工必须进行整改,吊装与机台倒料斗材料标识相符的炭黑材料,确保生产投料完全正确。
2.条码编制
(1)机台倒料斗条码内容。D+炭黑材料编码,其中D表示倒料斗,炭黑材料编码6位。如D220220001表示向倒料斗倒入的炭黑材料是N330,所在机台为1#密炼机,目前所使用的炭黑材料名称是造粒白炭黑(压缩的二氧化硅),规格型号RP13386C,编码221120,助记码为造粒白炭黑(压缩的二氧化硅)。该条码打印纸尺寸为A4纸,打印过塑后粘贴在机台倒料斗醒目位置(便于扫描)。
(2)炭黑包装袋条形码内容。实行同一品种同一批次1个条码,但每袋必须粘贴1张条码。内容:L+炭黑材料编码+炭黑材料批次,其中L表示材料,炭黑材料编码6位;炭黑材料批次5位,批次中前两位数字表示年份,后两位数字表示批次,中间一位以字母A表示大样,无字母或用数字0表示正常。如L2202201220表示包装袋内的炭黑材料是2012年第20批N330;L22021012A20表示包装袋内的炭黑材料是2012年第20批N326大样。该条码打印纸尺寸为15cm×6cm。
(3)料斗条码(图2a)。D表示料斗;220120代码对应N220炭黑676,后3位001表示密炼机机台号(1#密炼机)。

图2 条码编制
(4)材料条码(图2b)。L表示材料,220120代码对应N220炭黑676,后5位12A20表示包装袋内的炭黑材料是2012年第20批N326大样。
3.软件安装及调试
(1)安装PC机及条码打印机。①PC机安装Windows XP操作系统。②PC机安装斑马打印机驱动程序Zebra's Universal Windows Printer Driver。③PC机安装斑马条码编辑软件ZebraDesigner(图3)。

图3 斑马条码编辑软件界面
(2)手持终端和编辑软件的选用及手持终端程序安装流程。炭黑材料条码扫描系统选用组态软件MOVICON(Monitor Vision and Control),由于该开发程序没有使用手持终端自带一些系统功能,因此软件可在任何品牌WINCE操作系统的手持上运行。考虑到手持终端的备件及管理等问题,炭黑条码扫描系统选用价格相对便宜且与条码系统可互换使用的seuic手持终端。①在手提电脑安装MOVICON 11.3程序。②将seuic手持终端连接电脑。③安装MOVCE POCKETPC。个人电脑安装路径:开始/所有程序/Movicon 11.3/Movce/Movce Pocketpc setup,将组态软件安装到手持终端系统。④安装可选工具ado sql pocketpc。个人电脑安装路径:开始/所有程序/Movicon 11.3/Movce/可选工具/ado sql pocketpc,将SQL数据库安装到手持终端系统。⑤打开MOVICON 11.3程序,上传项目或者将程序拷贝到手持终端运行即可。
4.炭黑条码扫描系统软件功能
利用Movicon软件开发炭黑材料条码扫描系统,包括所需变量及用户管理界面、配方管理、扫描管理及报表处理等功能。
(1)定义变量(表1)。
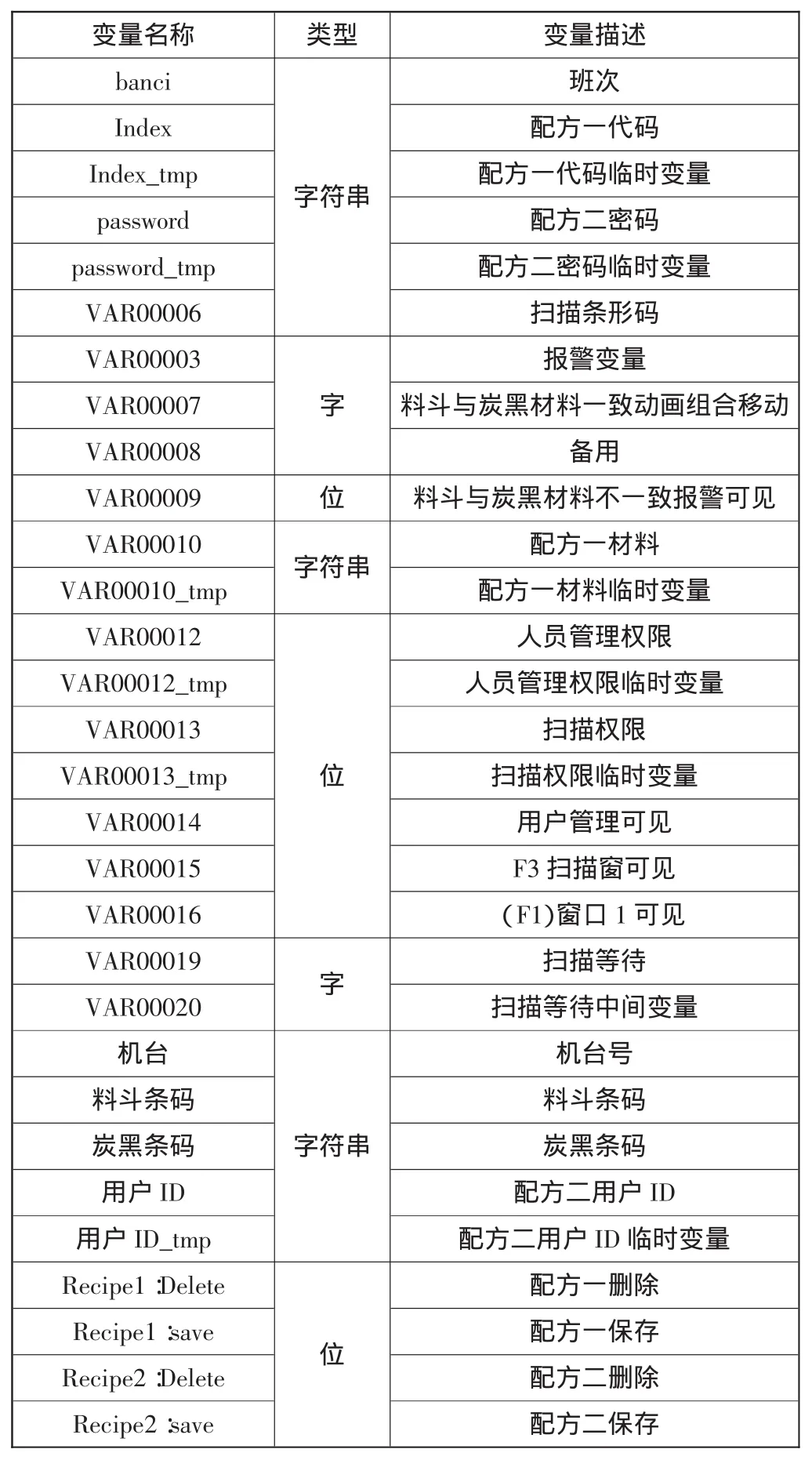
表1 变量表
(2)用户管理。①根据使用部门的要求,手持具备人员管理功能,将人员管理作为一个配方进行编辑,密码作为主键,对操作人员编辑密码、用户名并设置该人员是否有人员管理权限和扫描权限(图4)。②若编辑的用户具有人员管理权限/扫描权限,则在人员管理权限/扫描权限输入框输入1即可,若无输入0,该功能主要通过主登录窗口实现,通过Var00014变量实现用户管理的可见性(图5)。相关程序如下。

图4 用户管理界面

图5 用户管理界面

(3)材料配方管理(图6)。①在数据记录与配方处点击右键新建一个配方recipl1,然后在recipl1点击右键增加字段,在材料配方里只需将材料名称和材料代码显示即可,因此增加2个字段。②编辑材料配方时,点击代码输入框,用手写或键盘输入代码,按回车或点击OK,再点击材料输入框,用手写或键盘输入材料名称,按回车或点击OK。③点击“保存”按钮即可。点击代码输入框右侧的下▽,即可查看所有材料的代码及名称;若对不用的代码进行更改或删除,则先选择代码,再编辑材料名称,点击保存或点击删除按钮进行删除。编辑完成后点击返回按钮,返回用户初始画面。
(4)扫描窗口(图7)。使用Public Sub KeyPress(ByRef KeyAscii As Integer)激活手持扫描,编码时L代表材料条码,D代表料斗条码。当材料条码与料斗条码相同时,允许倒料,否则发出报警信号。扫描窗口显示扫描材料名称、机台号、需要等待时间、扫描材料和料斗编号及动画。在该窗口点击返回,返回用户初始界面,点击X退出程序。点击窗口2查看当前条码情况。

图6 材料配方管理界面
相关程序如下。


图7 扫描窗口界面

为避免操作人员多次重复扫描,增加扫描等待时间10s,程序如下。

(5)报表处理。①首先连接手持与电脑,点击我的电脑移动设备My Documents ouliaoDLOGGERS,复制文件Datalogger.dat到报表文件夹(图8)。②在文件Datalogger.dat点击右键,选择打开方式为execl打开文件,复制当天的扫描记录到文件“炭黑投料统计表”sheet2,利用数组求和公式自动按照当天记录统计得出当天日班、中班、夜班的投料情况(图9)。

图8 复制文件界面

图9 数据统计界面
三、操作说明
(1)打开炭黑条码程序,点击密码输入框,手写或键盘输入用户密码、班次,然后回车或点击OK即可。班次输入可在框内手写日(或中、夜),然后在选择框选择对应的字即可。
(2)用户权限不同,则看到界面不同。具有人员管理权限的显示用户管理按钮,否则不显示用户管理按钮。
(3)对于操作人员,选择F3扫描窗进入扫描界面。扫描界面显示材料名称、机台号、计数(当计数为0时才可扫描)、料斗代码和材料代码等内容。点击返回,返回用户初始界面,点击X退出程序。
(4)扫描时先扫描料斗条码,再扫描材料条码。当料斗代码与材料代码一致时,料斗动画跳跃,计数从10递减,当计数递减到0时,才可进行第二次扫描,窗口2记录也只记录1次,同时有请等待提示动画闪烁;只有当料斗代码与材料代码一致时,才可将材料导入料斗,否则不允许将材料导入料斗。扫描人员还可点击窗口2查看扫描情况,主要有扫描时间、操作人、机台号、材料名称等信息。
炭黑材料条码扫描系统投入使用半年多,运行正常,效果良好。利用条码信息对炭黑进行管理,杜绝了倒错料现象,可对操作人员工作量进行统计考核,规范操作流程。