立体式厌氧/好氧反应池处理垃圾渗滤液的工程应用
2014-12-25关国强黄振兴缪恒锋任洪艳赵明星阮文权
关国强, 黄振兴, 缪恒锋, 任洪艳, 赵明星, 阮文权
(江南大学 环境与土木工程学院,江苏 无锡 214122)
垃圾焚烧发电是城市生活垃圾减量化、无害化和资源化的重要方法之一,然而垃圾本身内含的水以及垃圾在堆放、运输、堆酵过程中产生的水分往往具有成分复杂、产生量和污染物浓度随季节变化波动较大等特点[1-2],因此垃圾渗滤液是较难处理的高浓度工业废水。垃圾焚烧厂渗滤液中COD、SS和NH3-N的浓度均偏高,可生化性相对较差,因此在设计处理工艺时必须考虑上述污染物的去除。一般来说,COD可通过厌氧生物法去除[3-5],而NH3-N的去除方法主要有空气吹脱法[6-7]、化学沉淀法[8-9]、短程硝化-厌氧氨氧化法[10-12]、电催化氧化法[13-14]等,生物除磷主要依靠传统的聚磷菌厌氧释磷、好氧过量吸磷,以及新工艺反硝化除磷[15]。江苏省某市垃圾焚烧发电厂日焚烧城市生活垃圾800 t,垃圾渗滤液最大产生量为150 t/d,配套建设200 t/d垃圾渗滤液处理系统。该系统由调节池、厌氧反应池、立体式厌氧好氧反应池及后续深度处理池组成。经过厌氧反应池去除部分有机污染物和SS后的废水进入立体式厌氧好氧反应池进行脱氮除磷,以及有机污染物的进一步去除。本文介绍了立体式厌氧/好氧反应池处理垃圾焚烧厂渗滤液厌氧出水的工程应用情况,并从工艺设计、启动调试、运行等方面进行分析,以期为垃圾焚烧发电厂渗滤液工程处理提供经验参考。
1 工程设计参数及主要构筑物
1.1 设计进出水水质
工程建设两组独立的立体式厌氧好氧反应池,每组设计处理量为100 m3/d,反应池设计进水、出水水质见表1。

表1 立体式厌氧/好氧反应池设计进水、出水水质Table 1 Designed influent and effluent quality (mg/L)
1.2 设计工艺流程
立体式厌氧/好氧反应池工艺流程如图1所示。
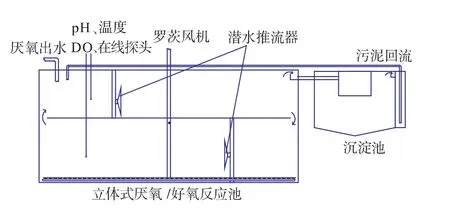
图1 立体式厌氧/好氧反应池工艺流程Fig.1 Flow chart of Stereo anaerobic/aerobic reactor
池内分上下两层,上层为厌氧区,下层为好氧区,前段厌氧出水由进水管道从反应池顶部自流进入上层厌氧区,在潜水推流器的作用下在池内沿着固定方向流动,流速约为0.1~0.2 m/s,流经厌氧区后进入下层好氧区。好氧区充分曝气,控制好氧区DO>1.5 mg/L,好氧区内潜水推流器推动污水沿着与厌氧区相反的方向流动,流过好氧区后重新进入厌氧区,并与前段厌氧出水混合后继续在反应池内进行生物降解。在反应池内两台潜水推流器的作用下,废水在池内形成流动式循环,依次经过厌氧区、好氧区,处理完的污水通过溢流沟流入沉淀池。在沉淀池内泥水分离后,上清液溢流入后续处理系统,污泥由泵部分回流至反应池内,剩余污泥由泵排入污泥浓缩池。该反应池采用立体式结构,节约占地面积,并且池内污水呈特殊的循环流动方式,污染物可以得到充分的降解。同时反应池能耗低,出水指标稳定,运行操作简单。
1.3 主要构筑物和设备参数
1.3.1 反应池 反应池为钢筋混凝土结构,共两组,单组设计尺寸16 m×5 m×7 m,有效水深6.25 m,单组总有效容积500 m3,HRT(水力停留时间)为5 d。池内分上下两层,上层为厌氧区,下层为好氧区,每层装有一台潜水推流器(2台,n=63 r/min),同时池底均匀分布曝气头,采用罗茨风机曝气(2台,一用一备,Q=10.46 m3/min,P=68.6 kPa), 并配备开式冷却塔(1 座,Q=75 m3/h)。
1.3.2 沉淀池 沉淀池为钢筋混凝土结构,设计直径 Φ 5 m,池边深 3.5 m,表面负荷为 0.21 m3/(m2·h),沉淀时间为6~8 h。沉淀池底部装有中心传动刮泥机(1台,v=0.026 m/s),污泥回流泵为卧式无堵塞自吸离心泵(2 台,一用一备,Q=10 m3/h,H=12 m)。
1.4 分析测定方法
每日分别对反应池进水和出水相关指标进行测定,具体测定方法[16]见表2。

表2 测定指标和方法Table 2 Items and methods of analysis
2 调试运行结果分析
2.1 污泥驯化
反应池启动调试前需对污泥进行驯化,使其适应该垃圾渗滤液的水质条件。反应池接种污泥取自某城市污水处理厂的剩余污泥,投加种泥后,采用间歇式闷曝气的方式进行污泥驯化。待污泥变为黄褐色后,开始少量进废水(1 m3/d)用以提供污泥生长所需的营养,同时大量回流沉淀池污泥,并且逐渐提高添加的废水量,同时控制好氧区DO在3~4 mg/L。经过30 d的驯化培养,污泥状况已符合进水调试要求,污泥驯化结束。随后开始进入调试阶段,调试用的是前段厌氧系统的出水。
2.2 启动调试期COD的去除
在反应池启动调试阶段,先采用间歇进水的方式运行,初始处理量为10 m3/d,每隔6 h进水一次,每天进水4次,每7 d提升一次处理量,每次增加10 m3/d,至处理量达到70 m3/d后采用连续进水的方式运行。图2显示了调试启动期间反应池出水COD浓度、COD去除率与反应池进水有机负荷之间的关系。调试开始阶段,反应池出水COD浓度较低且稳定,随着进水有机负荷的逐渐提升,出水COD浓度也逐渐升高,在前50 d内,反应池的COD去除率稳定在80%以上,从第50天开始,出水COD浓度和COD去除率有明显的下降。第64天达到满负荷运行 (处理量100 m3/d,进水有机负荷COD 1.6 kg/(m3·d)),此后 7 d 内,反应池出水 COD 稳定在1 800 mg/L左右,反应池对COD的去除率稳定在76%~80%。由于前段厌氧系统的出水COD浓度存在波动,反应池进水有机负荷也存在小幅波动,但并未对出水COD浓度有影响。这说明反应池抗负荷冲击能力强,去除COD的效果良好。
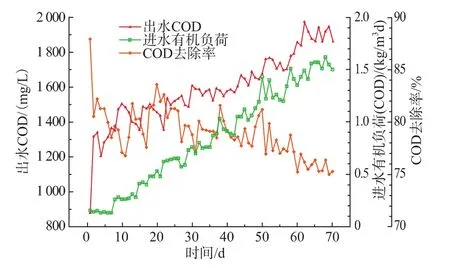
图2 启动调试期间反应池COD的去除Fig.2 Removal of COD in commissioning
2.3 启动调试期NH3-N的去除
图3显示了启动调试期间反应池出水NH3-N质量浓度、NH3-N去除率与进水NH3-N负荷之间的关系。
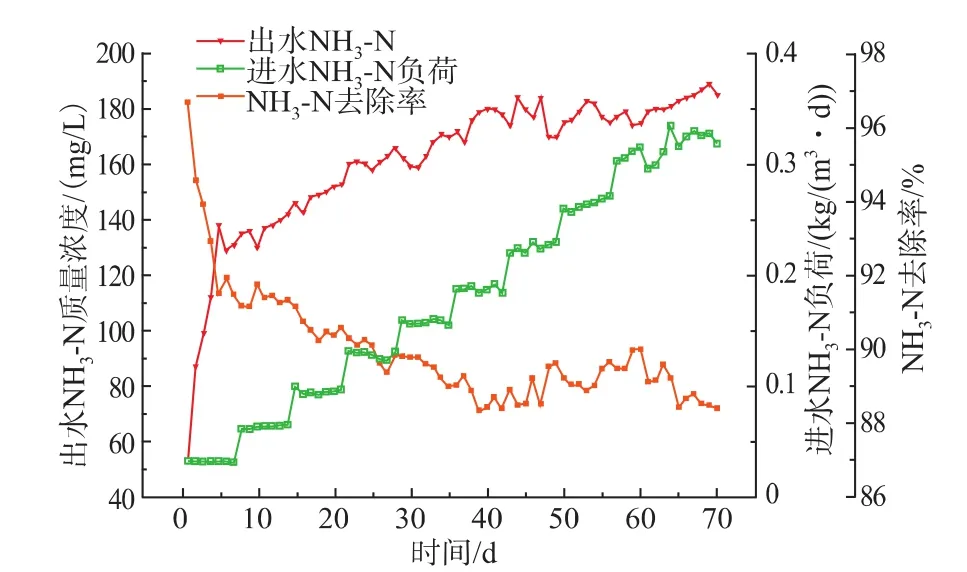
图3 启动调试期间反应池NH3-N的去除Fig.3 Removal of NH3-N in commissioning
调试开始阶段,反应池处理量较小,NH3-N去除率维持在较高的水平。之后随着处理量的不断提升,进水NH3-N负荷逐渐升高,反应池出水NH3-N质量浓度也小幅上升。第21天,反应池进水NH3-N负荷达到 0.1 kg/(m3·d),反应池出水 NH3-N 质量浓度达到145 mg/L,但NH3-N去除率依然高于90%。第64天反应池进水NH3-N达到满负荷 (0.35 kg/(m3·d)),此后 7 d 内,反应池出水 NH3-N 质量浓度稳定在180 mg/L以下,反应池对NH3-N的去除率稳定在89%以上,处理效果符合设计要求。有研究表明,若进水NH3-N负荷过高,会影响硝化速率[17],从而影响反应池对NH3-N的去除效果。在启动调试期当反应池进水 NH3-N 负荷达到 0.35 kg/(m3·d)时(设计进水 NH3-N 负荷为0.3 kg/(m3·d)),反应池对NH3-N的去除率依然可稳定在88%以上,反应池对NH3-N的去除效果并未受到显著影响,说明利用该反应池处理垃圾渗滤液等高浓度氨氮废水可达到良好的氨氮去除效果。
2.4 启动调试期TN、TP的去除
启动调试期反应池处理量、反应池出水TN、TP质量浓度与TN、TP去除率的关系如图4所示。启动调试前期,反应池出水TN、TP质量浓度相对较低,之后逐渐升高。第64天反应池处理量达到满负荷100 m3/d,此阶段出水TN质量浓度在470 mg/L左右,而TP质量浓度在7 mg/L上下波动,反应池对TN和TP的去除率分别为76%和81%。传统的硝化、反硝化系统为分离式,需要将硝化液回流至反硝化池进行脱氮除磷,但硝化液的回流需要很大的能耗[18]。而该立体式厌氧/好氧反应池兼顾好氧池与厌氧池,同时在潜水推流器的推动下使污水形成流动式循环,污水在池内依次经过厌氧区和好氧区。反应池内污水的特殊流动方式,使得污水可连续交替经过厌氧区、好氧区,从而提高了反应池对NH3-N、TN和TP的去除效率。因而反应池具有很好的脱氮除磷的效果,并且能耗相对较少。
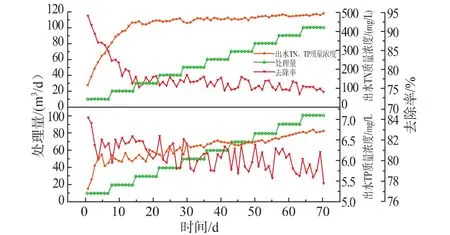
图4 启动调试期间反应池TN、TP的去除Fig.4 Removal of TN and TP in commissioning
经过70 d的启动调试,反应池处理量、出水中COD,NH3-N、TN和TP的质量浓度均达到设计要求,表明反应池启动成功,调试完成。
2.5 反应池满负荷运行效能
启动调试阶段结束后,垃圾焚烧发电厂渗滤液年高峰期已近,在随后120 d的运行中,反应池出水的各项指标如表3所示。
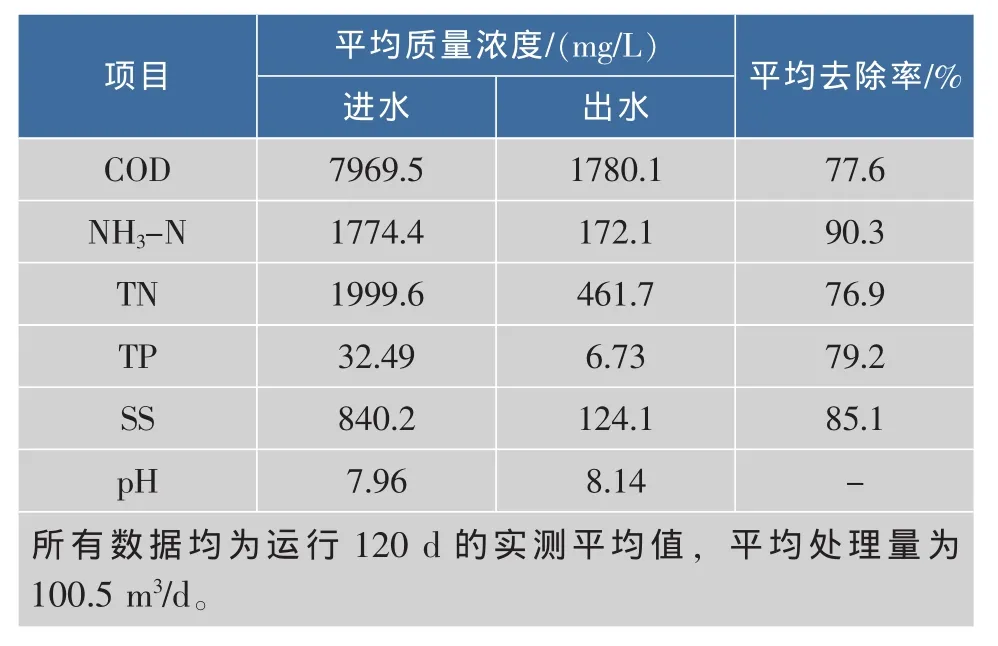
表3 立体式厌氧/好氧反应池运行效果Table 3 Effect of stereo anaerobic/aerobic reactor
此阶段反应池对 COD、NH3-N、TN、TP、SS 的平均去除率均达到设计要求,并且出水水质指标较稳定。尽管立体式厌氧/好氧反应池进水污染物浓度存在波动,对反应器存在冲击,但并没有影响反应器的运行效能。研究结果说明,该立体式厌氧/好氧反应池可稳定处理垃圾焚烧厂渗滤液厌氧出水,且取得了良好的运行处理效果。
3 结语
1)采用立体式厌氧/好氧反应器对垃圾焚烧发电厂渗滤液厌氧出水进行处理,经过70 d的启动和运行调试,出水COD,NH3-N、TN和TP质量浓度均达到设计要求,说明该反应器在显著减少占地面积的同时可以有效去除污染物。
2)通过启动、调试以及后续满负荷运行,结果显示,当进水COD和NH3-N负荷高于设计负荷时(设计进水 COD 负荷为 1.5 kg/(m3·d), 设计进水NH3-N 负荷为 0.3 kg/(m3·d)), 反应池仍然可以稳定运行,而且出水指标符合设计要求。由此说明该处理工艺具有较好的抗冲击负荷能力和稳定性。
3)本项目中采用两组独立的立体式厌氧/好氧反应池,可以随着季节交替独立或同时运行;在渗滤液量较少的冬天可单组运行,从而减少运行维护费用。
[1]黄志聪,汪晓军,刘宇斌.A/O2-Fenton-BAF工艺处理焚烧垃圾渗滤液试验研究[J].水处理技术,2012,38(2):112-114.HUANG Zhicong,WANG Xiaojun,LIU Yubin.Waste leachate treatment using A/O2-Fenton-BAF process[J].Technology of Water Treatment,2012,38(2):112-114.(in Chinese)
[2]肖诚斌,庞保蕾,任艳双,等.垃圾焚烧发电厂垃圾渗滤液处理工程实例[J].中国给水排水,2012,28(10):77-79.XIAO Chengbin,PANG Baolei,REN Yanshuang,et al.Landfill leachate treatment project in refuse incineration power plant[J].China Water & Wastewater,2012,28(10):77-79.(in Chinese)
[3]陈旭娈,李军.垃圾渗滤液的处理现状及新技术分析[J].给水排水,2009,35(zl):30-34.CHEN Xulan,LI Jun.Situation and new technical analysis in treatment of landfill ieachate[J].Water&Wasterwater Engineering,2009,35(zl):30-34.(in Chinese)
[4]宋燕杰,彭永臻,刘牡,等.生物组合工艺处理垃圾渗滤液的研究进展[J].水处理技术,2011,37(4):9-13.SONG Yanjie,PENG Yongzheng,LIU Mo,et al.The research progress of bio-integrated process for landfill leachate treatment[J].Technology of Water Treatment,2011,37(4):9-13.(in Chinese)
[5]Osman N A,Delia T S.Anaerobic/aerobic treatment of municipal landfill leachate in sequential two-stage up-flow anaerobic sludge blanket reactor(UASB)/completely stirred tank reactor(CSTR) systems[J].Process Biochemistry,2005,40(2):895-902.
[6]王保学.空气吹脱+UASB处理垃圾渗滤液的工艺试验研究[D].武汉:武汉理工大学,2007.
[7]王宗平,陶涛,袁居新,等.垃圾渗滤液预处理——氨吹脱[J].给水排水,2001,27(6):15-19.WANG Zongping,TAO Tao,YUAN Juxin,et al.Study on refuse landfill leachate pretreatment by ammonia stripping[J].Water&Wasterwater Engineering,2001,27(6):15-19.(in Chinese)
[8]张道斌,吕玉娟,张晖.化学沉淀法去除垃圾渗滤液中氨氮的试验研究[J].环境化学,2007,26(1):62-65.ZHANG Daobin,LU Yujuan,ZHANG Hui.Ammonia-nitrogen removal from landfill leachate by chemical precipitation[J].Environmental Chemistry,2007,26(1):62-65.(in Chinese)
[9]LI X Z,ZHAO Q L,HAO X D.Ammonium removal from landfill leachate by chemical precipitation[J].Waste Management,1999,19(6):409-415.
[10]张宗农,孟了.高浓度氨氮渗滤液脱氮方式的比较及选择[J].给水排水,2008,34(4):22-27.ZHANG Zongnong,MENG Liao.Comparison and selection of nitrogen removal methods for refuse disposal leachate with high ammonia concentration[J].Water&Wasterwater Engineering,2008,34(4):22-27.(in Chinese)
[11]付丽霞,吴立波,宫玥,等.厌氧氨氧化工艺在垃圾渗滤液脱氮中的应用[J].中国沼气,2009,27(6):7-10.FU Lixia,WU Libo,GONG Yue,et al.A review on ANAMMOX process applied in landfill leachate denitroification[J].China Biogas,2009,27(6):7-10.(in Chinese)
[12]LIU Jie,ZUO Jian’e,YANG Yang,et al.An autotrophic nitrogen removal process:Short-cut nitrification combined with ANAMMOX for treating diluted effluent from an UASB reactor fed by landfill leachate[J].Journal of Environmental Sciences,2010,22(5):777-783.
[13]岳琳,王启山,郭建博,等.电催化氧化法去除垃圾渗滤液中的氨氮[J].工业水处理,2010,30(10):52-55.YUE Lin,WANG Qishan,GUO Jianbo,et al.Removal of ammonia-nitrogen from landfill leachate by electro-catalytic oxidation process[J].Industrial Water Treatment,2010,30(10):52-55.(in Chinese)
[14]Yang Deng,James D Englehardt.Electrochemical oxidation for landfill leachate treatment[J].Waste Management,2007,41(3):380-388.
[15]邹华,阮文权,陈坚.反硝化除磷工艺研究[J].食品与生物技术学报,2007,26(2):71-75.ZOU Hua,RUAN Wenquan,CHEN Jian.Study of denitrifying dephosphatation process[J].Journal of Food Science and Biotechnology,2007,26(2):71-75.(in Chinese)
[16]国家环保总局.水和废水监测分析方法[M].4版.北京:中国环境科学出版社,2002:210-284.
[17]王春英.碱度、氨氮负荷和COD对独立硝化的影响[J].四川环境,2009,28(4):16-19.WANG Chunying.Effect of basicity,ammonia-N and COD on independent nitrification[J].Sichuan Environment,2009,28(4):16-19.(in Chinese)
[18]彭永臻,王晓莲,王淑莹.A/O脱氮工艺影响因素及其控制策略的研究[J].哈尔滨工业大学学报,2005,37(8):1053-1057.PENG Yongzhen,WANG Xiaolian,WANG Shuyin.Study on influence factors and control strategies of A/O nitrogen removal process[J].Journal of Harbin Institute of Technology,2005,37(8):1053-1057.(in Chinese)