普通线路小半径曲线不均匀侧磨减缓措施
2014-12-25韩清强
毛 帅,韩清强
(1.中国铁道科学研究院研究生部,北京 100081;2.上海铁路局阜阳工务段,安徽阜阳 236000)
在《铁路线路修理规则》[1]第3.6.1条中,对小半径曲线保持轨距的强化措施提出了要求,其中对混凝土枕地段提出安装轨距拉杆、轨撑或采用保持轨距能力较强的弹性扣件。规定对于已安装弹性扣件的线路,可以不安装轨距拉杆和轨撑;而对R≤450 m的曲线,每25 m钢轨安装10根轨距拉杆,以上规定对轨距拉杆在特定地段的安装方式没有具体规定。本文就运营小半径曲线线路上安装轨距拉杆进行强化的效果和安装的间距进行研究。
1 小半径曲线
阜北环到线是阜阳北站4场与1场间重要的联络线,运量大;京九下行客车联络线是阜阳站连接京九线下行的客车径入线。两条线的轨道结构:钢轨均为60 kg/m,长25 m,普通线路,ω型弹条扣件,Ⅱ型混凝土枕(桥上带护轨),道床铺设Ⅰ级优质道砟。两线均为电气化线路。侧磨轨轨源均采用直线地段下道轨。两条线路上分别有1条半径为350 m(V允许=60 km/h)和400 m(V允许=75 km/h)的曲线,侧磨特点是在每根25 m钢轨的中部磨耗最大,长度为0.5~3.0 m,然后从中部往两端递减,在接头处达到最小,尤其以桥上线路更为明显,见图1。
经现场测量,这两条线路的结构状态满足相关要求。但是由于轨距拉杆安装不合理,使钢轨产生了不均匀侧磨,并引起横向动作用力。

图1 曲线上股同根钢轨端部与中部不均匀侧磨对比
2 小半径曲线不均匀侧磨减磨措施
2.1 普通线路曲上股轮轨接触状态分析
车辆在曲线轨道运行过程中,由于轨道游间的存在,有强制内接、自由内接、楔形内接3种几何内接方式[2]。这些内接方式有一个共性是转向架外侧最前位轮缘都与外轨轨距线接触,形成轮轨间的两点式接触。同时,设置曲线超高时平均速度的选择以及曲线半径的大小都直接影响轮轨间的相互作用。横向动作用力的大小也直接影响轮轨间磨耗,特别是当列车低速通过小半径曲线地段时,车辆以强制内接形式通过。对于同一转向架来说,后轮内侧轮缘紧贴内轨而前轮外侧轮缘紧贴外轨,这是小半径曲线地段外轨发生严重侧磨的主要原因[3-4]。
普通线路上,曲线上股接头处由于夹板刚度的强化,局部横向刚度较大,向外的倾斜幅度较小,轮轨间的接触压力较小,侧磨量就较小。而在每根钢轨的中部,横向刚度相对较弱,向外的倾斜幅度较大,且局部曲线半径被减小,钢轨与轮缘的接触面增加,磨耗量相对接头处要大得多。
目前常用来减磨的措施中,钢轨润滑可以减小轨距角磨损,钢轨打磨可以优化钢轨踏面形状,研究新钢轨与轮对接触状态可以同时降低接触压力与滑移系数。而对于普通线路小半径曲线钢轨不均匀侧磨的产生是在材料系数基本相同的前提下发生的,只能与轨道条件的变化所引起的轮轨接触压力和滑移系数变化有关。
2.2 侧磨原因分析
阜北环到线K2+305小半径曲线侧磨轨于2012年更换,使用 10个月圆曲线桥上钢轨平均侧磨量14.6 mm,平均侧磨速率1.5 mm/月,严重处最大侧磨量达到18.4 mm,已经接近重伤,见图2。经过现场调研分析,管理单位对安装轨距拉杆等强化措施管理不到位,失效后没整修,造成当前轨距拉杆安装零散,部分地段没有强化措施。
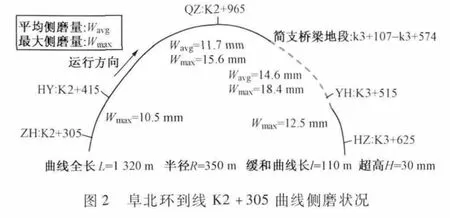
其次,同为圆曲线地段,路基地段平均侧磨量11.7 mm,桥梁地段平均侧磨量14.6 mm。机车车辆在小半径曲线上时,虽然桥上曲线轮轨横向相互作用力的作用机理与路基上相似,但桥上轨道横向刚度相对较小,车辆通过时与轮轨间的相互作用时间更长,滑移系数更大,使得轮对踏面与钢轨轨距角部位的接触角度更大[5]。因此,桥上曲上股钢轨中部的侧磨较路基上更明显。
2.3 轨距拉杆强化措施
普通线路接头处的刚度较大,为减小由于刚度不均匀而产生的作用力,需要对接头前后的横向刚度进行适当强化,以提高轨道整体的刚度。在每25 m轨上加密的拉杆数量(即提高轨道刚度的点数量)还要与轨道在车辆动力作用下所必须的柔性一致,而增加轨道刚度点数量的多少与曲线的半径、机车转向架型号以及线路设计速度等有关。适度地增设轨距拉杆对提高线路的稳定性与横向刚度、减缓曲线的侧磨,效果显著[6]。
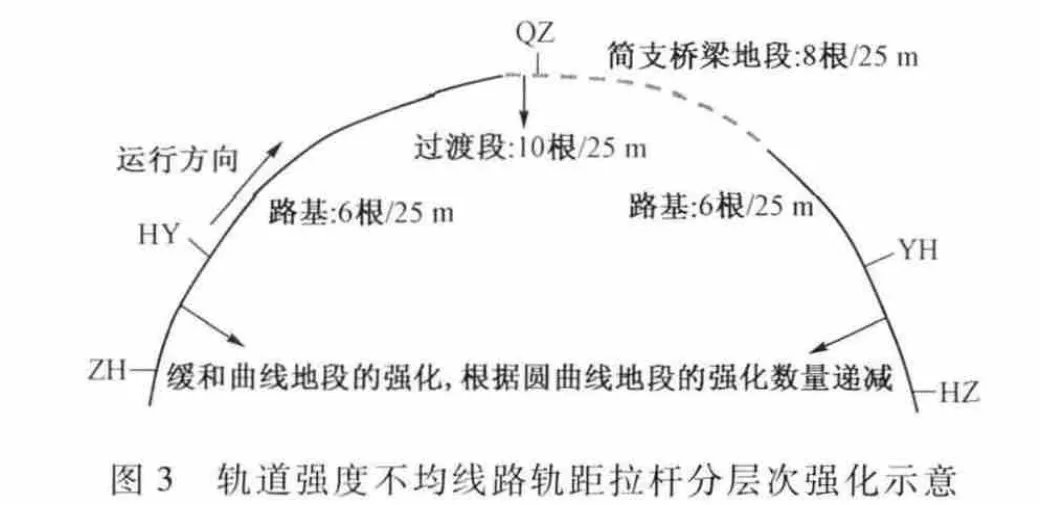
为使路基与桥梁结合部位轨道刚度平顺过渡,应对桥梁顺车辆运行方向最初一定长度(如一根标准轨长度)的钢轨进行重点强化,如小半径曲线路基段拉杆数量为6根/25 m,桥梁上应为8根/25 m,过渡段应达到10根/25 m,见图3。
在每一根钢轨上安装轨距拉杆时,建议采用不等距安装方式,即轨距拉杆间的间距从接头处往中部逐步缩小,在接头处不安装。每25m安装6根轨距拉杆的安装方式见图4。
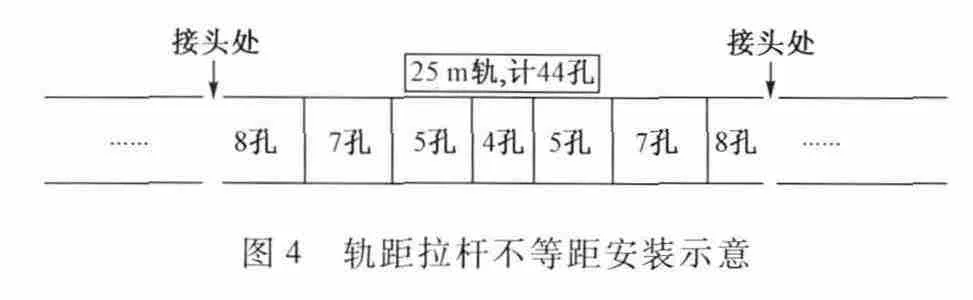
轨距拉杆这样分层次不等距安装,可以使车辆尽可能平顺地从横向刚度较大的路基地段过渡到横向刚度较小的桥梁地段,从而减少不均匀侧磨的产生速率[7]。
2.4 减磨效果
在2013年3月份对阜北环到线K2+305曲线的侧磨严重地段更换钢轨前,对整条曲线的线型、车辆运行速度等全面调查后,确定了采用轨距拉杆分层次强化方案。即在圆曲线路基地段6根/25 m,过渡地段(桥上第1个25 m钢轨)10根/25 m,桥上其它圆曲线地段8根/25 m,在两端缓和曲线连接圆曲线部分适当长度每25 m安装4根轨距拉杆作为刚度的缓冲。具体见表1。安装时,每根钢轨采用不等距安装方式。
经过7个多月的跟踪观测,强化后的曲线不但增长了轨距挡板等线路设备的使用寿命,而且对钢轨不均匀侧磨有了一定程度的改善,其中路基圆曲线地段平均侧磨量7.6mm,平均侧磨速率由强化前的1.17 mm/月降至 1.09 mm/月,侧磨速率减小了6.8%;尤其是桥上圆曲线地段平均侧磨量9.1 mm,平均侧磨速率由强化前的1.46 mm/月降至1.30 mm/月,侧磨速率减小了10.9%,最大侧磨量为10.9 mm。

表1 阜北环到线K2+305曲线轨距拉杆强化方案
3 结论
1)在普通线路小半径曲线上,采用轨距拉杆进行合理强化,不但能够保持动态轨距的稳定,增长轨距挡板等线路设备的使用寿命,而且可以减小侧磨速率。尤其在桥梁上,可有效改善曲上股的不均匀侧磨。
2)对普通线路曲线进行强化时,轨距拉杆的数量要根据地段与线型的不同进行合理调整,分层次不等距安装可使车辆在轨道不同区段运行时整体刚度均匀,从而减少轮轨间额外的动作用力,有效减缓钢轨磨耗。
[1]中华人民共和国铁道部.铁运[2006]146号 铁路线路修理规则[S].北京:中国铁道出版社,2006.
[2]李成辉.铁路轨道[M].北京:中国铁道出版社,2010.
[3]王开云,翟婉明,刘建新,等.提速列车与曲线轨道的横向相互动力作用研究[J].中国铁道科学,2005,26(6):38-43.
[4]孙积顺.有碴桥上曲线钢轨不均匀侧磨研究[J].铁道标准设计,2005(5):81-84.
[5]金鹰,彭惠民,蔡千华.减少车轮轮缘与钢轨轨距角磨损的措施[J].国外机车车辆工艺,2004(3):17-21.
[6]朱剑月,谢国维,罗雁云,等.轨道结构横向刚度改变对轮轨动力性能影响[J].城市轨道交通研究,2002(3):44-48.
[7]王小韬.轨道过渡段动不平顺分析[D].成都:西南交通大学,2007.