高硫石油焦配煤可磨性规律及粒度分布研究
2014-12-23刘仁科李寒旭
刘仁科,李寒旭
(安徽理工大学 化学工程学院,安徽 淮南 232001)
随着我国炼油工业加工高硫原油比例的不断上升,高硫石油焦(硫含量大于3%)的产量逐年增加。硫含量较高,导致其利用范围较为狭窄[1-2]。因此,拓宽高硫石油焦的应用研究受到了关注和重视。
许多研究认为,石油焦具有含碳量高、灰分低、发热量高等特点[3-8],采用气流床气化制取合成气是一项有效、清洁利用高硫石油焦的途径。而气流床气化温度高、停留时间短,对入炉原料的粒度具有严格的控制,原料的可磨性指数是气化炉设计和制粉系统运行的重要参数。国内外许多学者针对单煤、混煤可磨性变化规律以及影响煤的可磨性大小因素和预处理等方面做了大量研究工作。但目前为止,国内外对高硫石油焦可磨性指数进行深入的研究还未见报道。
本文探讨了高硫石油焦及不同比例配煤可磨性指数变化规律和采用球磨机磨制后粒度分布,找出不同种类高硫石油焦在配煤中较佳的掺配比例,同时为高硫石油焦配煤气化的磨制系统提供理论指导。
1 实验部分
1.1 材料与仪器
高硫石油焦B、C(硫含量均大于3%)和淮北煤A,煤样、石油焦样的工业分析和元素分析见表1。

表1 煤样、石油焦样的工业分析、元素分析Table 1 Proximate and ultimate analysis of coal and petroleum coke samples
HM-60 型哈氏可磨性指数测定仪;BT-2003 激光粒度分析仪。
1.2 实验方法
1.2.1 配煤 原煤、石油焦在空气中充分干燥,制样至0.63 ~1.25 mm,将石油焦B、C 分别与A 煤按质量比为1∶3,1∶2,1∶1 进行配煤,A、B 配煤方案记为AB1、AB2、AB3,A、C 配煤方案记为AC1、AC2、AC3。
1.2.2 哈氏可磨性指数测定 称取50 g 样品,放入哈氏可磨性指数测定仪中,用孔径为0.071 mm的筛子在振筛机上筛分20 min。称量筛上和筛下物的质量并查标准曲线,得出各单样和配煤的HGI。当筛下物与筛上物质量之和小于49.5 g 时,也就是实验过程中样品的质量损失大于0.5 g,实验失败,必须重新实验。
1.2.3 球磨机磨制及粒度分布测定 称取50 g 样品,放入行星式球磨机中,设定球磨机频率为250 Hz、时间为5 min。采用激光粒度分布仪测定单样及配煤样品的粒度分布。
2 结果与讨论
2.1 B、C 石油焦和A 煤的HGI
淮北煤A 和石油焦的HGI 值见表2。
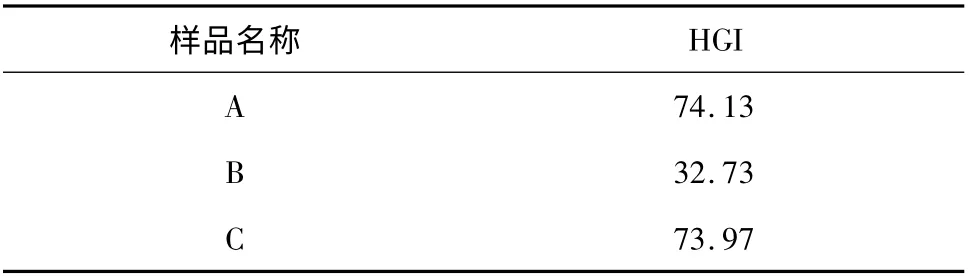
表2 A、B、C 单样的HGI 测定结果Table 2 HGI Measurement results of single samples
由表2 可知,石油焦B、C 的HGI 值分别为32.73,73.97,在煤的哈氏可磨性指数分级中,石油焦B 属于难磨等级,C 属于中等可磨等级,从石油焦B、C 的外观形状上看,石油焦B 为弹丸焦、C 为海绵焦。研究表明[9-10],弹丸焦的形成是由于重质原油的开采加工比重逐渐增大,导致原料密度大、粘度大、残炭值高、酸值高、胶质、沥青质含量高、重金属尤其是Ni、V 能够促进弹丸焦的生成。Ellis 等[11]对比研究了弹丸石油焦和海绵石油焦的性质,结果表明,弹丸焦的硬度明显高于海绵焦,与本实验得出的结果一致。而A 煤的HGI 值为74.13,与海绵焦C的HGI 值几乎相等,而远远高于弹丸焦B,属于中等可磨煤等级。
2.2 B、C 石油焦与A 煤配煤比例与HGI 的关系
各配煤的可磨性指数见表3。
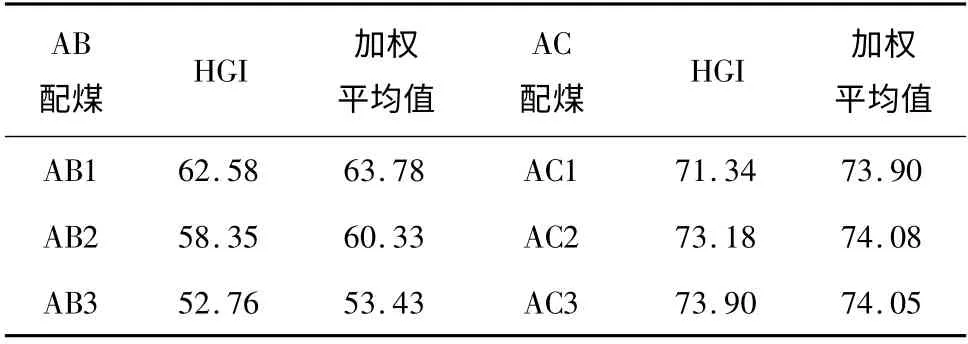
表3 B、C 石油焦与A 煤配煤实验结果Table 3 Experimental results of B,C petroleum coke and coal blending
由表3 可知,在AB 配煤中,A 煤与B 石油焦的可磨性指数相差41.4,随着B 石油焦在配煤中比例的增加,HGI 值逐渐降低;在AC 配煤中,A 煤与C石油焦的可磨性指数几乎相等,随着C 石油焦在配煤中比例的增加,HGI 值呈升高趋势,配煤AC3(即C 在配煤中占50%)的HGI 值接近C 石油焦。两组配煤的HGI 值均小于各自的加权平均值。
因此,针对B 石油焦等可磨性较差的焦样,可以选取不同比例石油焦掺配到可磨性相对较好的煤中,然后去磨制,在达到气化炉粒度要求范围,同时又能够节省能量。
赵亮等[12-14]研究表明,混煤的可磨性与单煤不呈线性关系,并非两个组分煤种加权平均,而是趋向于难磨的煤,可磨性差异越大的两种煤掺混时,混煤的可磨性更加趋向于难磨煤种。混煤粉碎时,由于各单煤的机械性质不同,相互之间必然产生影响,使得混煤的粉碎过程不同于各单煤。混煤的HGI 与单煤的HGI 及混配比例有关,对于两种不同HGI 煤种混合粉碎时,混煤中难磨煤对易磨煤的破碎有促进和阻碍两种可能。两种相近的煤种进行混合时,混煤的可磨性指数趋近于线性,当两种相差较大的煤种混合时,混煤的哈氏可磨性指数具有非线性的关系。配煤的可磨性指数与配煤煤种可磨性指数相差不大(<14),呈线性关系,当煤种的可磨性指数相差较大时,则线性关系较差。AB、AC 两组不同配煤比例与HGI 关系线性回归方程见图1、图2。
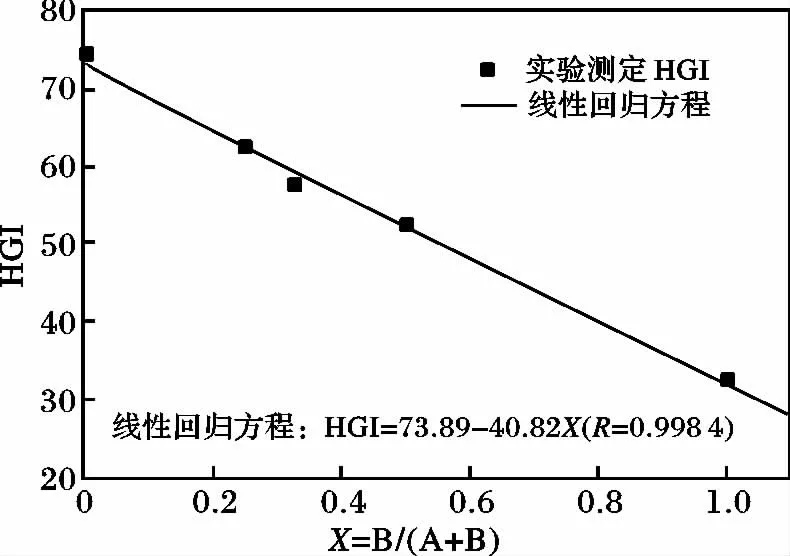
图1 AB 不同配煤比例与HGI 关系Fig.1 AB different blending proportion relationship with HGI

图2 AC 不同配煤比例与HGI 关系Fig.2 AC different blending proportion relationship with HGI
从图中可以得到:B 石油焦与A 煤配煤的可磨性指数随着配煤比例呈现出很好的线性关系,相关度R=0.998 4,计算值几乎等于其实验值,而A 煤与B 石油焦的可磨性指数相差>14;C 石油焦与A煤配煤的可磨性指数随着配煤比例的线性关系较差,相关度R 仅为0.250 4,而A 煤与C 石油焦的可磨性指数几乎相等。即石油焦配煤可磨性的线性关系为当两者可磨性指数相差较大时线性能够较好的遵循线性可加原则,反之相反。此结论与文献所述不一致,可能是由于文献中配煤所指不同煤种之间的混配结果,本文中配煤是不同种类的高硫石油焦与煤进行配煤的结果,石油焦的产生及机械性质与煤不同所致。
2.3 B、C 石油焦与A 煤配煤球磨后的粒度分布
可磨性指数测定的理论依据是磨碎定律,即将固体物料磨碎成粉消耗的能量与其新产生的表面积成正比。不同煤种的机械性质、矿物质含量不同,因此不同煤的破碎机理不同,采用相同的能量去破碎,得到的粒度分布是不同的。本文探讨了不同可磨性指数的石油焦、煤及其配煤在相同条件下磨制后的粒度分布,见图3、图4。
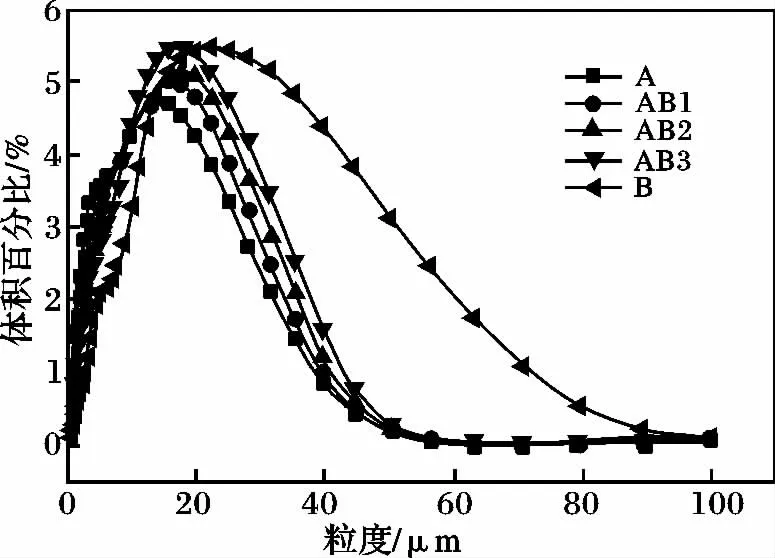
图3 AB 配煤磨制后的粒度分布Fig.3 The grinding particle size distribution of AB blending samples
由图3 可知,在AB 配煤中,B 石油焦和A 煤及配煤的粒度分布趋势相近,随着B 石油焦的比例增加,球磨5 min 后粒度分布中大粒径颗粒占的比例逐渐增加,当完全是B 石油焦时,大颗粒所占比例远远大于单一的A 煤和AB 配煤。此结果与AB 配煤的可磨性指数规律一致,即可磨性指数大的样品磨制后的粒度也小。同时也再一次表明,难磨煤或石油焦中配入一定比例的易磨煤,在磨制过程中,两种煤之间相互破碎,破碎后的粒度趋向于小粒径,达到气化炉用煤的粒度要求。
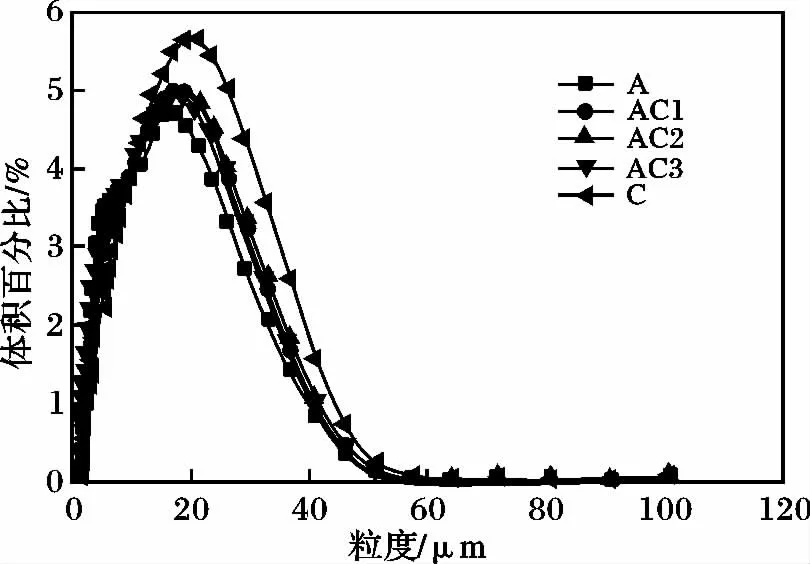
图4 AC 配煤磨制后的粒度分布Fig.4 The grinding particle size distribution of AC blending samples
由图4 可知,在AC 配煤中,随着配煤中C 石油焦的比例增加,大粒径颗粒占的比例逐渐增加,并不明显,配煤AC1、AC2、AC3 的粒度分布曲线几乎重合,虽然C 石油焦与A 煤的可磨性指数几乎相等,但是单一C 石油焦磨制后的粒度却明显大于A 煤。混煤的破碎特性并不等同于单煤,实验结果可以看出,即使可磨性指数相差不大的两个单样,经过相同能量破碎后的粒度分布可能相差较大。
3 结论
(1)不同种类的高硫石油焦由于产生的条件不同,可磨性指数也不同,弹丸石油焦B 的可磨性指数(32.73)远小于海绵石油焦C(73.97)。配入一定比例可磨性指数相对较高的A 煤(74.13),配煤的可磨性指数增加,即在可磨性差的石油焦中配入合适的煤、选择合适的混配比例可以提高混煤的可磨性指数。
(2)采用可磨性指数相差很大的A 煤与石油焦B 进行配煤时,配煤的可磨性指数呈现出很好的线性关系,计算值几乎等于其实验值;而可磨性指数几乎相等A 煤与石油焦C 进行配煤时,配煤的可磨性指数与配煤比例线性关系很差,且两组配煤的可磨性指数均小于各自的加权平均值。
(3)经过球磨机在相同条件(磨前粒度0.63 ~1.25 mm)磨制5 min 的粒度分布可知,AB、AC 配煤均随着石油焦在配煤中比例增大,大颗粒所占的比例逐渐增加。可磨性指数大的样品磨制后的粒度也较小。在难磨石油焦中配入一定比例的易磨煤,在磨制过程中,两种煤之间相互破碎,破碎后的粒度趋向于小粒径。
[1] Zhan X L,Zhou Z J,Wang F C.Catalytic effect of black liquor on the gasification reactivity of petroleum coke[J].Appl Energy,2010(87):1710-1715.
[2] 缪超,宋爱萍.我国高硫石油焦市场现状和预测[J].石油规划设计,2012(1):16-18.
[3] Wu Y Q,Wu S Y,Gu J,et al. Differences in physical properties and CO2gasification reactivity between coal char and petroleum coke[J]. Trans I Chem E,Part B,Process Saf Environ Prot,2009(87):323-330.
[4] 赵子明.高硫石油焦的工业利用前景分析[J].中外能源,2006(5):65-68.
[5] 王文选.石油焦与煤混合燃料热重分析研究[J].燃料化学学报,2004(5):522-525.
[6] 赵虹,郑敏,周永刚.不同煤化程度煤的可磨性指数变化和破碎特性[J].能源工程,2006(6):29-31.
[7] Vuthaluru H B,Brooke R J,Zhang D K.Effects of moisture and coal blending on Hardgrove[8]Grindability Index of Western Australian coal[J].Fuel Processing Technology,2003(81):67-76.
[8] Sahoo B K,De S,Meikap B C. Improvement of grinding characteristics of Indian coal by micro-wave pre-treatment[J].Fuel Processing Technology,2011(92):1920-1928.
[9] 白连峰,郭守学,付绍烽,等. 焦化装置弹丸焦生成的原因及对策[J].炼油与化工,2011,22(1):17-19.
[10]梁朝林,吴世逵,周国平,等. 关于预防弹丸焦产生的研究[J].广东石油化工学院学报,2011,21(1):5-9.
[11]Aliv A.The impact of phase behaviour on coke formation in delayed coking[D]. Toronto:University of Toronto,2002:20-75.
[12]赵亮,熊友辉,夏利民.配煤对可磨性指数的影响规律研究[J].热力发电,2006(2):54-66.
[13]张妮妮,周永刚,翁善勇,等. 俄罗斯煤和平朔煤混煤的粉碎机理和可磨性规律研究[J]. 电站系统工程,2005,21(6):14-16.
[14]张骁博,赵虹,杨建国.混煤粉碎特性及哈氏可磨性指数的影响因素研究[J]. 动力工程学报,2011,31(4):253-256.
