醋酸甲酯反应精馏研究及应用
2014-12-23张凤霞
张凤霞
(青岛科技大学,山东 青岛 266042)
1 研究背景
我公司2010年设置一套年产10万吨醋酐系统,其主要原料为醋酸甲酯与一氧化碳,在我公司已有原料醋酸与甲醇的基础上,生产醋酸甲酯成为首先要解决的问题之一。近年来,醋酸甲酯合成与水解的催化反应精馏工艺成为国内外研究和开发的热门课题,醋酸甲酯的催化反应精馏工艺的研究取得了一定的进展,并在较大程度上克服了传统工艺分离流程复杂,设备投资高,分离能耗高的弊端。国外Eastman公司已经建设了使用催化反应精馏工艺技术制醋酸甲酯的工业化装置,国内对催化反应精馏工艺制醋酸甲酯的研究也较多,但大部分局限于实验室的小试装置。
本项目采用工艺流程模拟(Aspen Plus)软件模拟醋酸甲酯催化反应精馏工艺过程,并建立小型试验装置进行实验,探讨工业化过程可能遇到的若干问题,为醋酸甲酯催化反应精馏工艺过程应用在工业化装置上提供设计基础。
2 醋酸甲酯合成工艺技术路线的选择
由于醋酸和甲醇的酯化反应受化学平衡限制,且物系中有多个共沸物体系,传统工艺流程十分复杂,需要多个反应器与共沸塔、醋酸甲酯塔及脱水塔等多个精馏塔。反应精馏工艺与传统生产工艺相比,具有流程简单、转化率高、产品纯度高、操作费用低等特点。
判断工艺过程是否适用于反应精馏技术有以下依据:
(1)可用精馏方法来准确分离反应物与产物。
(2)主反应时间不能太长,否则会要求精馏塔持液量很大,而影响精馏塔效率。
(3)通常是液相反应,采用均相催化剂。
(4)反应不能为强吸热过程,否则对传热平衡和精馏的传质造成严重影响,降低塔板分离效率,甚至使精馏操作无法顺利进行。
(5)催化剂使用时效长。
醋酸和甲醇酯化制醋酸甲酯的工艺过程有以下特点:
(1)在醋酸甲酯合成体系中,醋酸沸点最高,其次为水和甲醇,醋酸甲酯沸点最低。
(2)反应为液相反应,采用浓硫酸作为催化剂。
(3)主反应时间为 2~2.5 h 。
(4)反应为微放热反应。
(5)醋酸甲酯在常压下的沸点为57.1℃,在0.2MPa压力下的沸点为78.0℃ ,反应温度与目的产物的沸点温度相匹配。
经分析,醋酸甲酯的制备过程适合采用催化反应精馏工艺。
3 建立ASPEN模型模拟反应精馏过程研究
3.1 建立ASPEN模型
采用Aspen Plus中的精馏模块RadFrae模拟该反应精馏过程 ,模拟工艺过程采用一个催化反应精馏塔和一个甲醇水分离塔
3.2 基础物性数据
液相醋酸和甲醇在浓硫酸催化作用下反应生成醋酸甲酯 ,醋酸甲酯是反应精馏中的轻组分,也是目的产物,所以反应温度为反应压力下醋酸甲酯的沸点温度。
3.3 反应精馏塔操作压力
反应精馏塔操作压力越高,理论板数也需增加;同时也会增加塔釜蒸汽量及塔顶冷凝器冷却水的消耗。操作压力越高,塔内物料沸点也就越高,塔内温度升高,会促进生成二甲醚的副反应;
当反应精馏塔的操作压力为0.1MPa时,只有极少的二甲醚生成,在模拟计算中可以不考虑副反应对总体计算的影响。所以反应精馏塔的操作压力定为0.1MPa。
醇水分离塔主要为脱除酯化反应生成的水,回收过量的甲醇,操作压力定为0.2MPa。
3.4 精馏塔参数
精馏过程中,醋酸甲酯一甲醇和醋酸甲酯一水都会形成共沸物
醋酸甲酯一甲醇二组分在0.1MPa下的共沸点为53.6℃ ,醋酸甲酯一水二组分在0.1MPa下的共沸点为56.7℃,醋酸甲酯在0.1MPa下的沸点为57.5℃。为了得到高纯度的醋酸甲酯产品,需要在反应精馏塔上部加入过量的醋酸作为萃取剂来破坏共沸组分。
模拟计算的初始条件,计算平衡,然后在平衡模型的基础上,通过灵敏度分析来求取优化的操作条件。
输入条件如下:反应精馏塔理论板数为38块,从第3块塔板加入醋酸,从第10块塔板加入硫酸,从第36块塔板加入甲醇,回流比取1.7,进入反应精馏塔的醋酸与甲醇摩尔比为1:1.2,硫酸与醋酸摩尔比为 0.019:l。
醇水分离塔由塔底进料,理论板数取35块,操作压力取0.2MPa,回流比取4。
3.5 反应精馏塔操作条件优化
①操作压力
操作压力为0.1MPa与0.2MPa时塔顶温度分别为57.0℃与76.5℃;塔釜温度分别为106.1℃与123.1℃;塔顶产品纯度为99.28%与98.26%。
可以看出,压力提高,产品纯度降低,所以操作压力定为0.1MPa。
②醋酸进料位置
醋酸进料板与塔顶产品纯度的关系见图1。
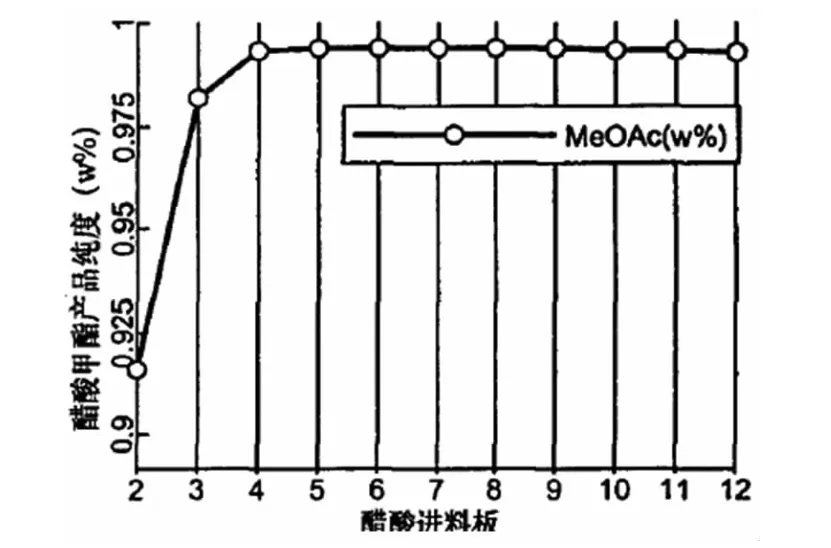
图1 醋酸进料板与塔顶产品纯度的关系
由图1可知,随着醋酸进料位置的下移,塔顶醋酸甲酯的摩尔分数先增加再减小,醋酸进料位置在第5块塔板时产品纯度最高。
③回流比
回流比为1.9时,产品纯度最高。
④甲醇/醋酸进料比
甲醇/醋酸进料比与塔顶产品纯度的关系,醇酸比从1逐渐增大时,塔顶产品纯度先增大后减小,这是因为醋酸作为萃取剂,塔内上部醋酸过量有利于醋酸甲酯产品的分离,但随着甲醇转化率的不断提高,塔顶醋酸过量太多,则会使塔顶醋酸甲酯的产品质量受到影响。醇酸比为1.2时,产品纯度最高,故醇酸比选为1.2。
4 醋酸甲酯工艺小试研究
建立小型的反应精馏装置,进一步验证模拟计算的结论。确定了用硫酸作为催化剂及催化剂的用量,催化剂的用量占生产物料的配比为1-3kg硫酸/100kg醋酸,达到最佳。
5 结论
通过反复的试验,得出如下结论
(1)通过模拟计算和小试验证,确定反应精馏塔的优化操作条件为:操作压力为 0.1MPa时,回流比为1.9,醇酸比为 1:1.1~1.6,醋酸进料板为第5块。
(2)模拟及小试装置中,反应精馏塔的操作压力为0.1MPa。
(3)可在装置工业化设计中,应进一步结合醇水分离塔的操作条件,对工艺系统进行整体优化。
(4)从试验和模拟计算结果来看,反应与精馏一体化生产醋酸甲酯工艺,工艺流程简单,很好地解决了醋酸甲酯、甲醇和水的共沸分离难的问题,并具有设备少,操作条件温和,操作弹性大,能耗低等优点,适合于醋酸甲酯的大型生产,为我公司醋酐和醋酸、醋酐联产提供重要原料。
[1]王龙廷.催化精馏技术[J].现代化工,1990,10(2):43-47.
[2]郑宇翔.催化蒸馏过程研究[D].天津:天津大学,1991.