变幅杆解析型曲面的数控车削编程方法研究
2014-12-19侯志利秦慧斌武文革
侯志利,秦慧斌,武文革
HOU Zhi-li1,2,QIN Hui-bin1,WU Wen-ge1
(1.中北大学 机械与动力工程学院,太原 030051;2.山西职业技术学院 数控系,太原 030006)
0 引言
超声变幅杆是超声加工工艺系统的核心零件,变幅杆将机械振动位移放大、聚能,并且作为机械阻抗的变换器,使超声能量由超声换能器更有效地向负载传输,其性能直接影响着整个工艺系统性能的优劣[1]。
变幅杆的截面半径按特定的解析型曲线沿轴线方向变化,对加工制造提出较高的要求,而目前变幅杆的加工存在加工精度与加工效率不高的问题。本文以悬链线型变幅杆为例,研究了变幅杆回转曲面的数控编程方法,对提高加工零件的表面质量及推广应用超声振动加工技术具有一定的意义。
1 变幅杆解析型曲面的数控编程方法
变幅杆的数控编程以数控车削编程为主,分为手工编程和CAD/CAM软件编程两种。这两种编程方法以采用直线拟合逼近曲线的方法为主,手工编程采用粗车循环指令和宏程序结合的编程方法,代码较为简单,而CAD/CAM软件编程通过软件后处理自动生成程序代码,代码相对冗长。
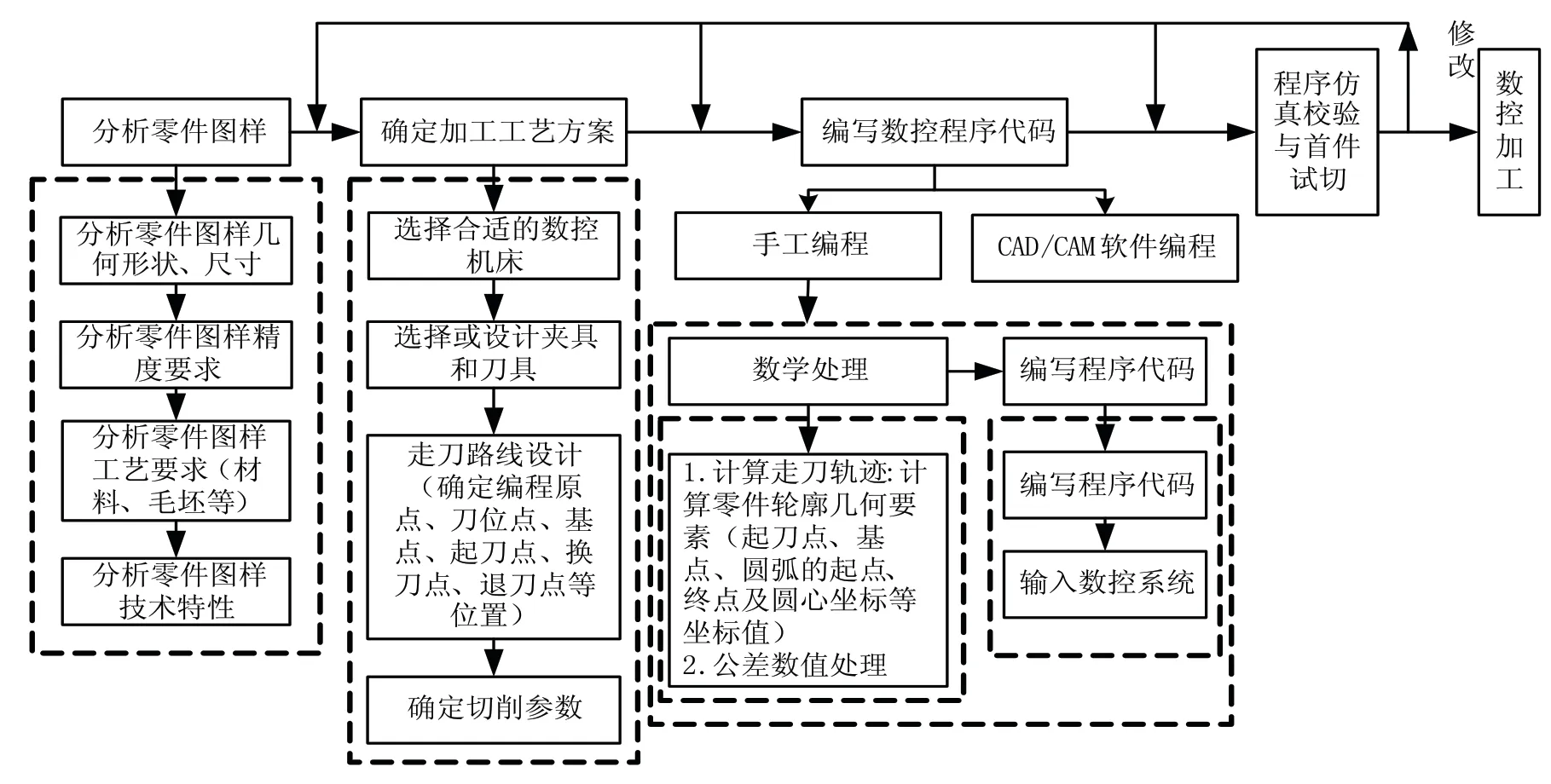
图1 零件的数控编程一般过程
零件的数控编程一般过程如图1所示。其中,确定加工工艺方案是数控编程的前提与基础,加工工艺方案具有不唯一性,在一定程度上讲,加工工艺方案决定了加工走刀路线的繁简与零件加工质量的优劣;手工编程的数学处理,即计算走刀轨迹及公差数值处理是编写程序代码的关键,准确的数值计算可以保证零件的加工外形尺寸。
综合文献[2-5]及图1分析,变幅杆解析型回转曲面的手工编程方法可以采用伸缩步长法拟合非圆曲线计算控制误差,并使用粗车循环指令G73与宏程序相结合的编程方法,算法简单实用,程序易于修改,可以重复加工同类不同尺寸的零件,能生成系列化配置的指数型、悬链线型变幅杆的数控代码,提高变型变幅杆的数控编程效率。
此外,也可以利用MasterCAM软件的车削编程模块读取变幅杆解析型回转曲面母线的数据,数据尽可能保持小步距密集化,后处理生成精加工程序段,使用粗车循环指令G73和精车循环指令G70编制程序。此种方法,可以省略数学处理的手工过程,简化程序,实现变幅杆曲面的数控编程与加工。实践加工证明,这两种数控编程方法均可行准确。
2 变幅杆的加工工艺分析与解析型曲面的数控程序编制
2.1 变幅杆的加工工艺分析
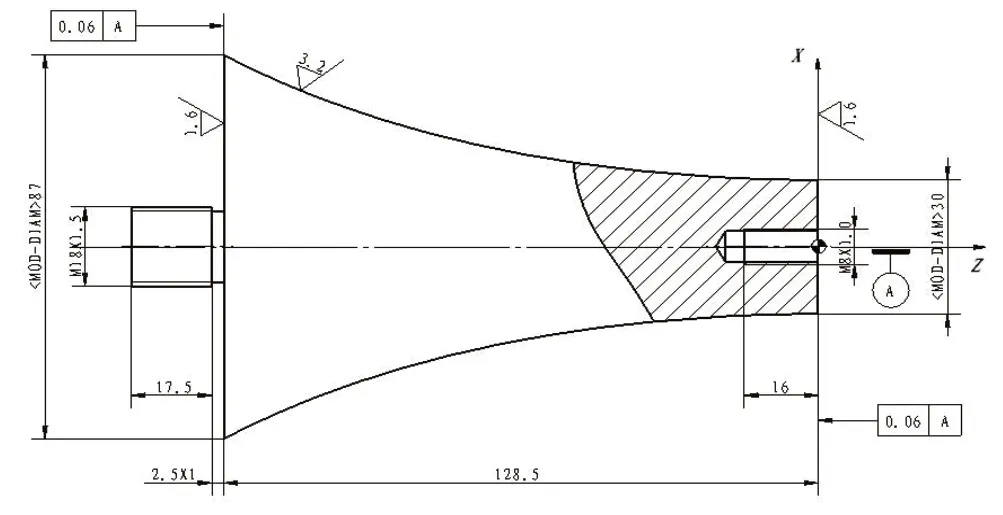
图2 悬链线型变幅杆的零件图
以悬链线型变幅杆(如图2所示)为例,此零件主要有端面、内螺纹、退刀槽、外螺纹、解析型母线回转曲面等加工特征,毛坯材料为45钢,其中解析型母线回转曲面是变幅杆重要的曲面特征,它是变幅杆声波传递、振幅放大的关键。选用FTC-20数控车床加工,“一夹一顶”装夹方式(即三爪自定心卡盘装夹和回转顶尖支顶),以及通用刀具和量具。其加工过程为:
1)下料:毛坯棒料Φ90 mm×150mm;
2)车右端面、钻中心孔及M8×1底孔;
3)车左端面至总长、车退刀槽、车外螺纹M18×1.5;
4)粗、精车悬链线型回转曲面;
5)车内螺纹M8×1。
悬链线型回转曲面精加工走刀轨迹如图3所示。
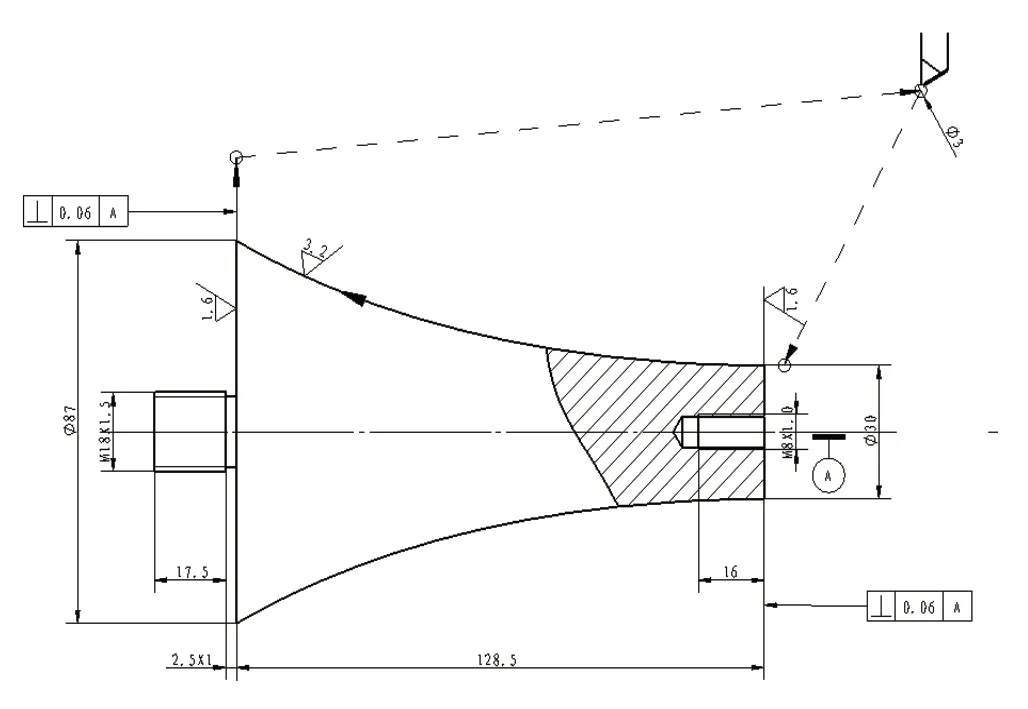
图3 悬链线型回转曲面精加工走刀轨迹
2.2 变幅杆解析型曲面的数控程序编制
以悬链线型变幅杆为例,采用宏程序编程方法,可以节约FUNUC数控系统内存空间,简化数控程序。宏程序分为A类和B类宏程序,由于B类宏程序表达式为语句式[6],表达直观,故采用B类宏程序与粗车循环指令G73结合的编程方法。
首先建立如图2所示的编程坐标系XOZ,编程原点设在右端面中心轴线上。
悬链线型变幅杆曲面的数学处理过程如下:
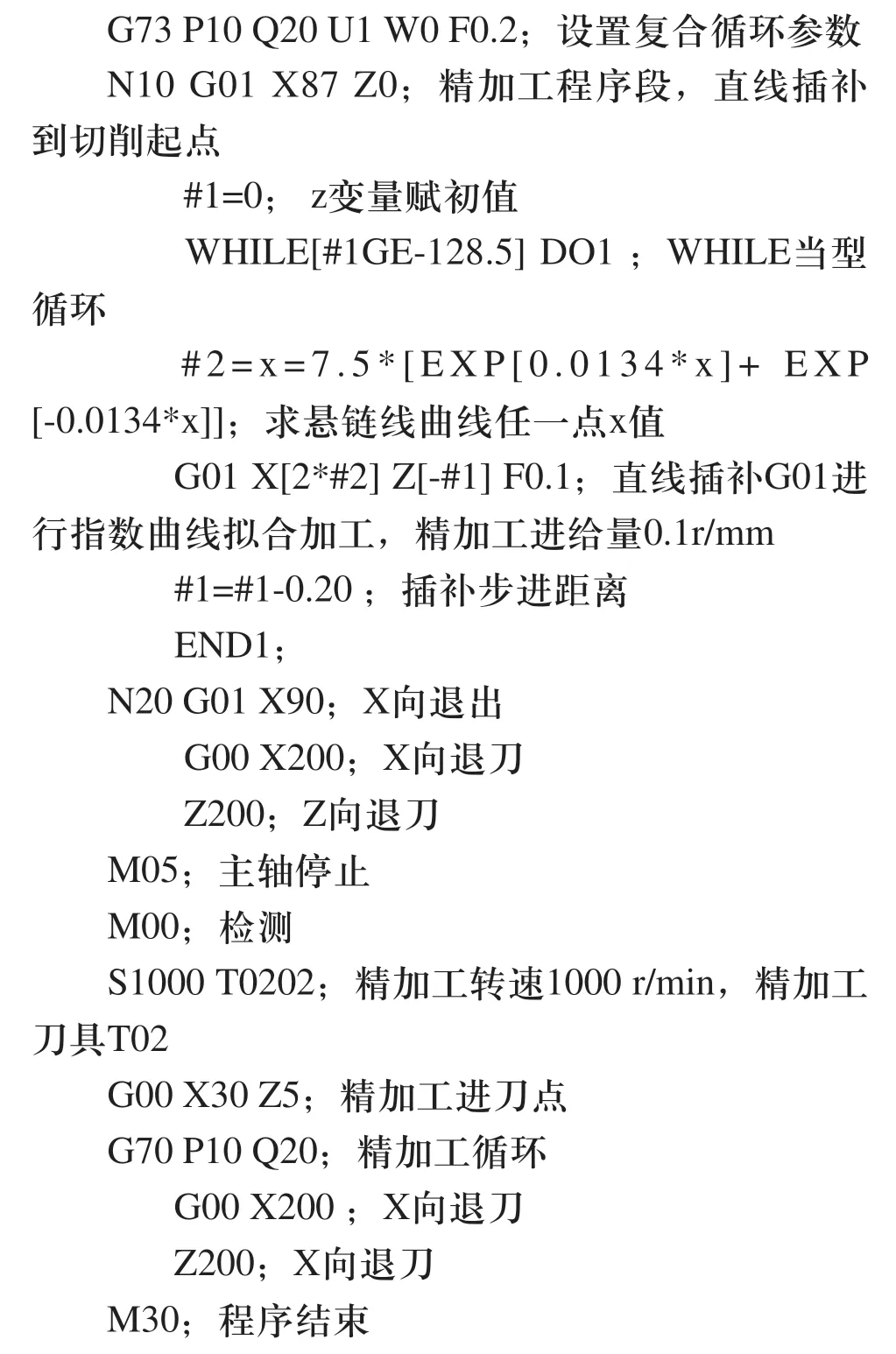
1)转化曲线方程:悬链线型方程为y=7.5(e0.0134x+e-0.0134x),转化为数控车削XOZ坐标系下的曲线方程,即x=7.5(e0.0134z+e-0.0134z)。
2)写宏程序语句表达式:将方程x=7.5(e0.0134z+e-0.0134z)写为x=7.5×[E X P[0.0134x]+EXP [-0.0134x]]。
3)选定变量并确定变量范围:z为自变量#1,x为因变量#2,z的变化范围为-128.5≤z≤0。
悬链线型变幅杆曲面的数控程序编制如下:

3 悬链线型变幅杆的加工与验证分析
将上述悬链线型变幅杆数控代码输入图4所示FTC-20数控车床进行数控加工,其系列配置的三个悬链线型变幅杆零件加工实例如图5所示。
为了验证变幅杆横向截面大小对纵向振动的影响,根据实验室的YP-5520-4Z柱型超声波换能器,将已加工的悬链线型变幅杆分别连接在谐振系统中相应的位置,经谐振特性测试检验后,其实验频率与设计频率数据一致,性能稳定可靠。由此证明,变幅杆的数控编程方法和数控加工方法可行准确。
4 结束语
本文以悬链线型变幅杆的解析型回转曲面为例,采用宏程序对其回转曲面进行数控车削编程,通过数控加工后,经谐振特性和超声加工实验,验证了采用的数控编程方法对同类型相似零件的数控编程及加工有效快捷,提高了超声变幅杆的数控编程效率和加工质量,有助于推广超声变幅杆的加工技术。
图4 FTC-20数控车床

图5 悬链线型变幅杆加工实例
[1]秦慧斌,吕明,王时英,李向鹏.三维振动里兹法在变幅杆谐振特性分析中的应用研究[J].振动与冲击,2012,31(18):163-168.
[2]阳夏冰.采用数控宏程序解决非圆曲线类零件的加工[J].制造业自动化,2012,9(34):44-46.
[3]孙祥国.伸缩步长法拟合非圆曲线节点计算及数控编程[J].制造业自动化,2012,34(7):85-87.
[4]王西建,冀勉.宏程序在非圆曲线轮廓车削加工中的应用[J].组合机床与自动化加工技术.2013,7:110-114.
[5]朱虹,王立军,杨海.基于圆弧拟合的非圆二次曲线加工技术研究[J].机械设计与制造.2012,12:227-229.
[6]沈春根,徐晓翔,刘义.数控车宏程序编程实例精讲[M].北京:机械工业出版社,2013.
