锅炉吹灰器喷嘴焊接自动化生产线设计
2014-12-18谢绍冬冯清秀曾淑华
谢绍冬,冯清秀,曾淑华
(1.华中科技大学 机械科学与工程学院,武汉 430074;2.江铃汽车股份有限公司,南昌 330001)
0 引言
火力发电仍然是我国主要发电方式,电站锅炉是火力发电厂的重要组件之一[1]。在锅炉运行过程中,总会因为燃煤而在受热面产生积灰污染。积灰污染使得受热面传热热阻和烟道通风阻力增加,热效率和单位利用率下降,设备运行和维修成本提高,最终导致电站锅炉的安全性和经济性很难实现[2,3]。锅炉吹灰器是用于清扫锅炉内的积灰,吹灰器喷嘴对于吹灰效率及质量具有重要作用。目前,国内对吹灰器喷嘴焊接方式主要还是人工或半自动方式,这种方式生产效率低,人工劳动强度大。针对于某工厂吹灰器喷嘴焊接现状,研发一套锅炉吹灰器喷嘴焊接自动化生产线。
1 锅炉吹灰器喷嘴焊接自动化生产线总体方案
1.1 锅炉吹灰器喷嘴焊接生产流程
国内锅炉吹灰器主要以压缩空气或蒸汽为介质。吹灰器将钢管深入到锅炉内,介质进入钢管并通过钢管表面的喷嘴射向锅炉受热面,从而达到清洗的目的。喷嘴是通过保持一定的间距焊接在钢管上的,首先在已经校直的钢管上钻一定大小一定间距孔,然后将喷嘴装入孔内,最后经过环形焊接而形成产品,生产流程如图1所示。
1.2 锅炉吹灰器喷嘴焊接自动化生产线总体方案介绍

图1 喷嘴焊接生产流程图
喷嘴焊接自动化生产线总体方案如图2所示。它主要由钻孔系统、喷嘴上料系统、喷嘴环形焊接系统、输送定位机构以及上下料支架组成。钻孔系统是由伺服电机、三相异步电动机组成的可以实现钻孔快进、工进以及钻速可调的系统。喷嘴上料系统是由振料盘和上料机械手组成,实现喷嘴自动上料。喷嘴环形焊接系统是由松下电焊机、伺服电机、行星齿轮系以及定位机构组成。输送定位机构是由两组拨叉完成平面内两轴往复移动而实现钢管向前移动的,为保证工作协调性,同一时刻只有一组拨叉工作。上下料支架由支架和导辊组成。
工作时,已经校直的钢管放在上料支架上,在夹具夹紧时手动钻第一个孔,为后续自动运行做准备。第一个孔钻完后,进入自动模式,拨叉1机构后退、下降、前进、上升完成钢管移动一个喷嘴间距,当移动到位时,钻孔系统动作,完成快进、工进、钻孔以及回原位动作,当回原位完成时进入下一循环动作。钢管在拨叉1作用下前进,当喷嘴上料处检测到钢管到达,上料机械手完成下降、抓料、上升、前进、下降、装料、上升以及后退动作,完成喷嘴装料工序。当焊接处检测到有料,拨叉2机构移动钢管,拨叉1机构则停止工作,移动到位后,焊枪下降,同时对喷嘴定位夹紧,此时行星齿轮系正转(假设焊接数为奇数,下一次则为反转)同时焊枪开始焊接,正转焊接一圈后焊枪回原位,完成一个循环。整根钢管焊接完成后进入下料支架进行下料。
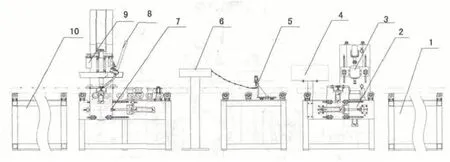
图2 锅炉吹灰器喷嘴焊接自动化生产线总体设计方案
2 锅炉吹灰器喷嘴焊接自动化生产线关键结构设计
2.1 钻孔系统结构设计
钻孔系统要完成钢管的自动钻孔,系统的进给运动由松下A5伺服电机驱动滚珠丝杠副完成,电机功率为750W。丝杠由一对面对面安装的角接触球轴承支撑,采用双螺母锁紧方式。采用松下VF100变频器对三相电机实现变频调速,三相电机和平板安装在直线导轨上。整个系统竖直放置,为三相电机匹配一个配重块,通过导轮放置于支持板后。钻孔系统结构如图3所示。

图3 钻孔系统结构图
2.2 输送定位系统结构设计
钢管的输送定位是靠两个顶尖插入钢管孔或者喷嘴内孔实现的,顶尖相对位置可以调整,以适应不同的喷嘴间距。两个顶尖在水平气缸和竖直气缸作用下实现平面内往复运动,气缸选择亚德客气缸。输送定位系统结构如图4所示。
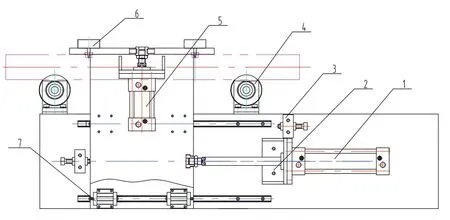
图4 输送定位系统结构图
2.3 喷嘴环形焊接系统结构设计
行星齿轮系由大齿轮、小齿轮和行星架组成,大小齿轮齿数比为6:1。大齿轮用键固定于轴上,小齿轮与伺服电机相连。伺服电机固定于行星架上,行星架与套筒安装在轴承外圈上。行星架另一侧安装松下焊枪,当伺服电机转动时,焊枪可以在行星架带动下做圆周运动。轴的下端固定锥形定位顶尖,焊接时,顶尖限制喷嘴5个自由度,在夹具夹紧时可以对喷嘴进行焊接。轴安装于支架上并锁紧,整个支架安装于机座上并在竖直气缸作用下可以实现顶尖的上下移动。喷嘴环形焊接系统结构如图5所示。

图5 喷嘴环形焊接系统结构图
3 锅炉吹灰器喷嘴焊接自动化生产线控制系统设计
3.1 控制系统硬件设计
采用触摸屏和PLC结合控制方式实现锅炉吹灰器喷嘴焊接生产线的自动化控制[4]。触摸屏采用KINCO品牌的型号为MT6400T的产品,PLC则选用欧姆龙CP1H-X40DT和I/O扩展模块CP1W-20EDT。触摸屏通过RS232与PLC通信,PLC则通过专用脉冲端口向伺服电机发送脉冲信号[5,6]。控制系统结构如图6所示[7]。
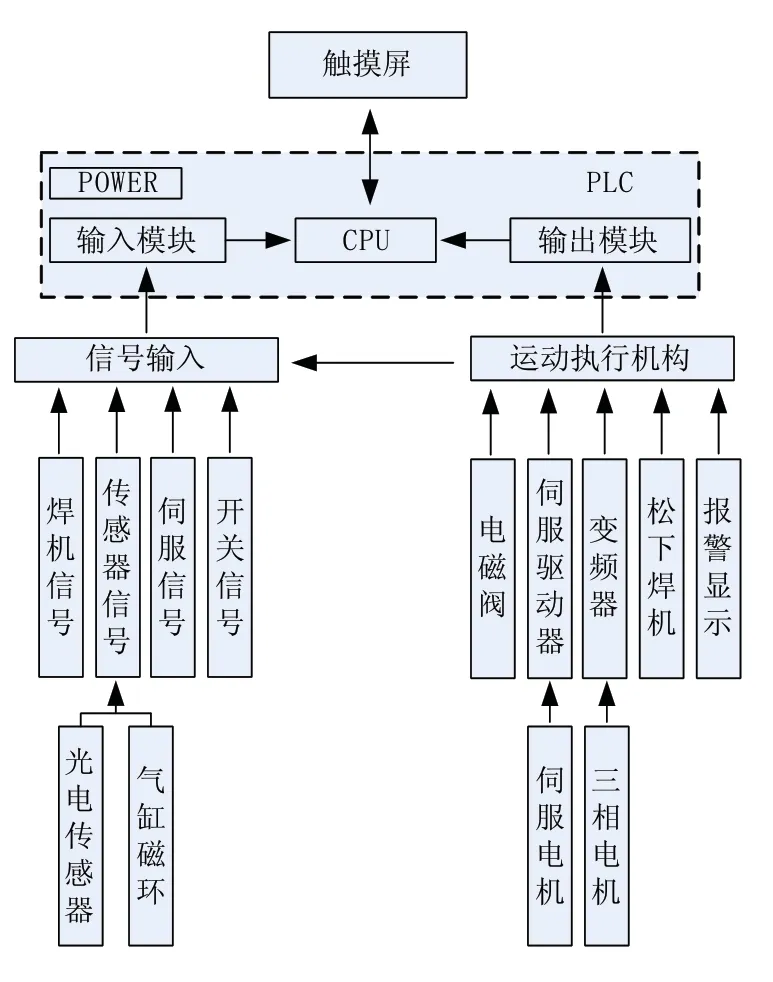
图6 控制系统结构图
3.2 控制系统软件设计
触摸屏结构如图7所示,由开机界面自动进入工作方式选择界面,共有五种工作方式选择。在各种工作方式界面下,可以满足对生产线的安装、调试以及运行的操作需求。
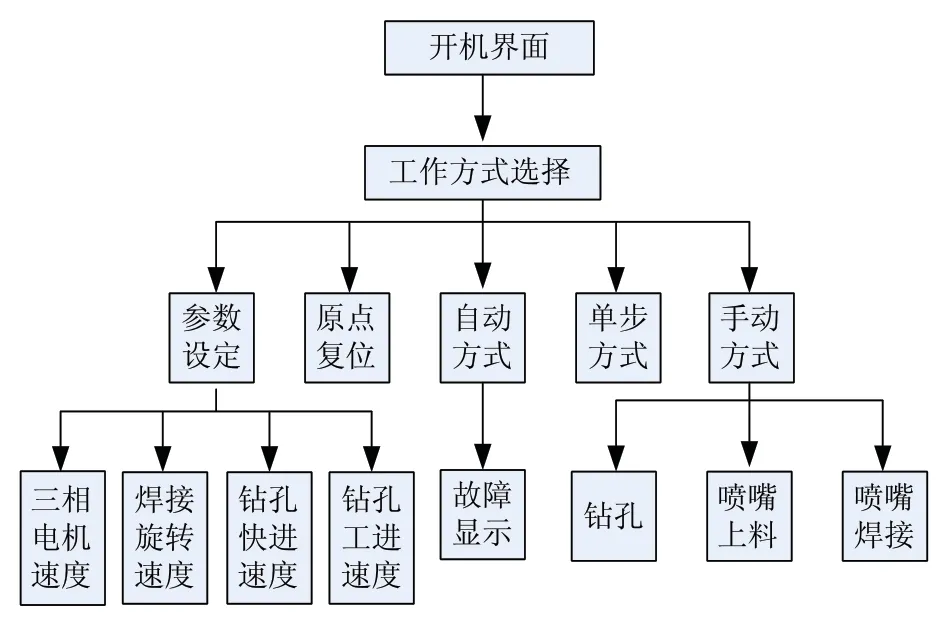
图7 触摸屏结构图
锅炉吹灰器喷嘴焊接自动化生产线主要工作方式分为手动模式和自动模式。在手动模式下能够完成各个控制部分的单独动作,控制逻辑简单。在自动模式下需要使钻孔系统、喷嘴上料系统和环形焊接系统等实现精确的顺序逻辑控制。自动模式下的程序流程图如图8所示。
4 结束语

图8 自动化生产线程序流程图
根据某工厂的锅炉吹灰器喷嘴焊接生产流程,设计了锅炉吹灰器喷嘴焊接自动化生产线,主要包括钻孔系统、喷嘴上料系统、环形焊接系统以及输送定位系统的设计。用触摸屏和PLC实现对喷嘴焊接生产线的自动化控制。本生产线经调试后已经在工厂运行,生产线工作稳定,维护简单。锅炉吹灰器喷嘴焊接自动化生产线不仅降低了工人的劳动强度,提高生产效率,同时也保证了产品质量。
[1]杨勇平,杨志平,徐钢,王宁玲.中国火力发电能耗状况及展望[J].中国电机工程学报,2013,23:1-11,15.
[2]周克毅.锅炉积灰损失与吹灰时间间隔[J].东南大学学报,1994,S1:57-62.
[3]信晶,孙保民,肖海平,张振星,祝欣慰,段二朋,曾菊瑛.应用支持向量机监测电站锅炉受热面积灰研究[J].中国电机工程学报,2013,05:21-27,5.
[4]朱超,杨建国,等.基于PLC 的负极片自动化生产线控制系统设计[J].制造技术与机床,2012(2):74-76.
[5]刘燕.触摸屏与PLC的通信与连接[J].自动化与仪器仪表,2002,04:38-39,45.
[6]廖常初主编.PLC编程及应用[M].机械工业出版社,2002.
[7]李伟光,蒙启泳,等.基于PLC的不锈钢锅复合压力焊自动化生产线设计[J].制造业自动化,2012(12):97-100.
