西门子802D sl自定义界面在数控转塔冲床上的应用
2014-12-16蔡晓敏刘永宽
蔡晓敏,刘永宽,王 亮
(江苏扬力数控机床有限公司,江苏 扬州 225009)
0 引言
数控转塔冲床具有冲压、滚筋、压印等功能,在金属钣金加工行业占有重要地位。西门子率先在中国市场推出全球领先的创新产品SINUMERIK802D sl(solution line),配备了新一代SINAMICS S120驱动系统,具有强大而丰富的适合冲压应用的功能,如冲压图形仿真、夹钳保护等功能,使其成为冲压应用的理想选择。
1 自定义界面开发的意义
数控冲床的转塔上有多个模具工位,常用的有24个、30个、32个或40个工位,根据模具尺寸分为4 种类型:A(1.6mm~12.7mm)、B(12.7mm~31.8mm)、C(31.8mm~50.8mm)、D(50.8mm~88.9mm)。此前,同一块板材、不同模具的预压点位置、下死点位置、下死点停顿时间和伺服冲头的速度都是一样的,这就产生一些问题:①由于C、D工位模具高度(209mm)比A、B工位(208mm)高,如果预压点位置一样,可能导致C、D工位模具离板料高度过低,出现压料、脱料等加工问题;若把预压点位置加高,会影响整体加工速度,降低加工效率。②下死点停顿时间用于压型等复杂加工,在加工子程序中修改下死点停顿时间很不方便,容易出错。
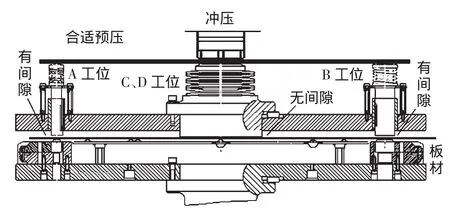
图1 机床预压状态
因此,开发模具参数界面,根据不同的模具来选用不同的预压点位置、下死点位置等参数,使机床操作更加直观、方便,保证机床可靠性,提高加工效率。
2 自定义界面开发基础
802D sl系统没有用于设置预压点位置、下死点位置等模具参数的界面,但它提供了基于XML的脚本语言用于创建用户对话框。该脚本语言可以在HMI上的操作区<CUSTOM>中显示机床专用菜单和对话框窗口。已定义的XML指令可以显示对话框并提供软键、读取/写入NC变量、PLC变量、用户变量等功能。
另外802D sl系统提供了可保持的PLC数据区V14000000~V14000323,可将预压点位置、下死点位置等模具参数保存在此PLC变量中,也方便PLC程序使用这些参数。
为进行自定义界面设计,需配置“制造商驱动器”目录内的下列文件,如表1所示。

表1 文件配置目录
3 操作界面设计
总体设计方案:构建两级界面,当按下机床操作面板上的<CUSTOM>键时,登入界面显示当前冲头的实际参数,按水平软键2,就进入模具参数设定界面;按水平软键3,进入速度参数设定界面。
“xmldial.xml”文件是二次开发界面的入口,一旦制造商驱动器子目录中有了用于应用的脚本文件“xmldial.xml”,用户就可以在操作区<CUSTOM>中启动用户对话框,名称“main”用来定义登入界面,softkey定义软键的特性与反应。
<DialogGui>
<menu name="MAIN"> <!—定义登入菜单-->
<OPEN_FORM name="Actval"/> <!—登入画面的名称-->
<softkey POSITION="2"> <!—切换画面的水平软键2-->
<navigation>Page_1</navigation> <! —切换画面的名称 -->
</softkey>
</menu>
<?include src="f:applPage_1.xml"?> <! —切换画面的配置文件 -->
</DialogGui>
3.1 冲头实际参数显示界面设计
界面实现的功能:实时显示加工运行过程中正在使用的冲头实际工艺参数,如模具号、预压点位置、下死点位置等。
CONTROL(控制)标签用来创建控制单元,其用法如:
<control name="edit"xpos="300"ypos="70"width="100"fieldtype="readonly"refvar="plc/VD25002000"/>
xpos、ypos 定义显示的位置;fidetype="readonly"定义只读属性,只显示参考变量的值,不可修改;refvar连接参考变量PLC VD25002000的值,此PLC变量存放使用的模具号。要想实时显示,就要在定时器中不断刷新,设update_controls type="true",不断从参考变量读取数据并复制到控制单元中。同样,将换模位置、预压点位置等参数存放在PLC中,用CONTROL标签显示,界面效果如图2所示。
3.2 模具参数设定和速度参数设定界面设计
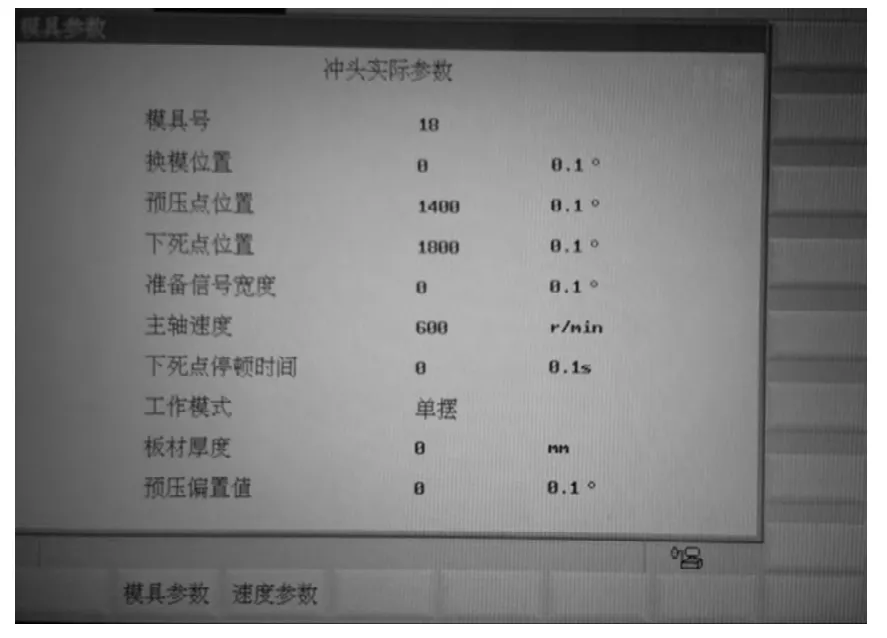
图2 冲头实际参数界面
模具参数用于设定模具预压点位置、下死点位置、下死点停顿时间、模具形状与尺寸并实时保存,速度参数用于根据不同类型的工位设定主轴速度并实时保存。将数据存于PLC变量中,文字存于文本文档中,仍使用CONTROL标签用来创建控制单元,但要把 hotlink(热连接)设为“TRUE(真)”,这样参考变量修改后会自动更新到PLC变量和文本文档中。界面效果如图3、4所示。
设置后,数控加工程序运行过程中,PLC会根据使用的模具号把相应的预压点位置、下死点位置、下死点停顿时间和速度参数传给伺服驱动,实现差异化冲压,加快冲压速度,减小冲压噪声。
3.3 语言文本

图4 速度参数设定界面
使用和语言相关的文本,软键标记、标题、辅助文本及其他任意文本保存在文本文件aluc.txt中,文本定义格式跟报警文本类似,但地址从85000开始。
85000 0 0 "模具参数"
85001 0 0 "冲头实际参数"
85002 0 0 "模具号"
所有对话框窗口的构成都与语言无关,系统会从语言数据库中读取待显示的文本。
4 界面应用效果
经过两个月的反复调试使用,自定义界面已成功应用于我公司数控转塔冲床,用户普遍反映机床操作上更方便、快捷,简化了编程,整体加工效率得到提高。
[1] 西门子公司.车削、铣削、磨削和步冲操作说明.2009-06.
[2] 西门子公司.SINUMERIK 802D solution line简明调试手册.2008-02.
[3]高 峰.西门子OEM软件在数控凸轮轴磨床上的开发与应用[J].制造技术与机床,2006,(10).
[4] 刘永宽,陈 东,等.C轴同步控制在数控转塔冲床上的应用[J].锻压装备与制造技术,2011,(5).
