高酸值花椒籽油的醇萃取-碱炼混合脱酸工艺研究
2014-12-16殷钟意姚世勇郑旭煦
刘 荣,殷钟意,姚世勇,刘 通,郑旭煦,,*
(1.重庆工商大学环境与生物工程学院,重庆400067;2.重庆工商大学催化与功能有机分子重庆市重点实验,重庆400067)
我国是花椒的第一生产国,其产地主要分布在陕西、甘肃、四川、云南、重庆等地,品种较为齐全。花椒籽是花椒的主要副产物,占其总质量的60%左右。经测定,花椒籽中油脂含量为15%~27%,其脂肪酸组成中90%为不饱和脂肪酸,而人体必需脂肪酸亚油酸、亚麻酸的含量达45%以上[1]。花椒籽油碘值较高,在空气中易氧化聚合形成坚硬膜层,可作为工业用油,用来生产涂料、肥皂、磺化油、润滑油等化工产品[2]。另外,花椒籽油还可作为生产生物柴油的原料[3-4],是一种极具开发潜力的油脂。由于花椒籽皮层含有较重的胶质、蜡质,且花椒果实采摘时成熟度不高以及日光暴晒等原因导致花椒籽油酸值较高,达不到国家精炼油标准,必须进行精炼加工。
目前工业生产中花椒籽油脱酸方法中常见的有化学碱炼法、物理蒸馏法、超临界萃取法、溶剂萃取法、酯化脱酸法等[5-6]。对于高酸值油脂,化学碱炼法有一定的局限性,这是因为碱与游离脂肪酸中和过程中将皂化大量中性油,使精炼率偏低[7];物理蒸馏法采用水蒸汽汽提脱酸,因油脂要较长时间在高温下处理,其品质将受到较大影响[8];超临界萃取法设备投资较大,生产规模受到限制,难以在生产上推广应用[9];酯化脱酸法生产成本高、工艺条件较复杂。本文利用毛油中的游离脂肪酸(FFA)在一定温度下能较好地溶解在乙醇中而油脂难溶于乙醇的特点[10],采用溶剂萃取与化学碱炼相结合的方法(醇萃取-碱炼法)脱除花椒籽油脂中的FFA,考察乙醇浓度、氢氧化钠浓度、液料比、反应温度等因素对高酸值花椒籽油脱酸效果的影响,以期为工业生产中高酸值花椒籽油的脱酸提供参考。
1 材料与方法
1.1 材料与仪器
花椒籽毛油 隆富强生物科技有限责任公司,酸值为76.60mgKOH/g;无水乙醇 分析纯;NaOH分析纯。
JA3003电子天平 上海舜宇恒平科学仪器有限公司;D-37520高速冷冻离心机 Biofuge Stratos D-37520 Osterode;SHB-III磁力搅拌水浴锅 郑州长城工贸有限公司;ZX98H旋转蒸发仪 上海中科机械研究所;HH-6数显电子恒温水浴锅 金坛市晶玻实验仪器厂。
1.2 实验方法
1.2.1 萃取-碱炼脱酸法 萃取-碱炼法的工艺流程如图1所示。
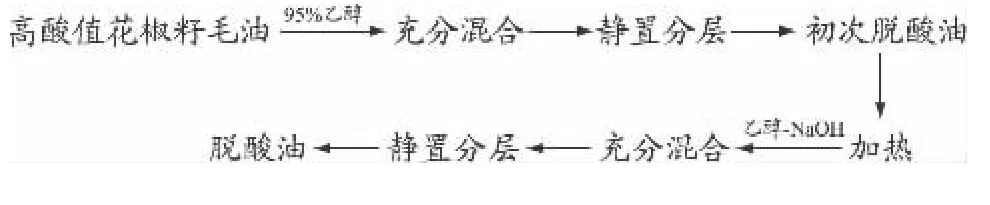
图1 脱酸工艺路线图Fig.1 The removing acid process route
1.2.2 初次脱酸实验 准确称量25g花椒籽毛油,分别加入液料比(95%乙醇与花椒籽毛油的用量比)为0.5∶1、1∶1、1.5∶1、2∶1、2.5∶1、3∶1mL/g 的 95% 乙醇,在萃取温度30℃下搅拌30min,倒入分液漏斗,静置分层3h,收集下层花椒籽油,回收上层有机溶剂。测定花椒籽油的酸值,计算脱酸率,筛选适宜的液料比。
1.2.3 二次脱酸实验 以初次脱酸油为原料,乙醇-NaOH溶液为醇萃取-碱炼溶剂,按照1.2.2所述的方法进行实验,考察乙醇浓度、NaOH溶液浓度、液料比(乙醇-NaOH溶液与初次脱酸油的用量比,下同)、反应温度对花椒籽油脱酸效果的影响,筛选适宜的二次脱酸工艺条件。
1.2.3.1 乙醇浓度对花椒籽油二次脱酸效果的影响 在液料比为2∶1mL/g、NaOH 浓度为 1.4%、反应温度为30min下,比较乙醇浓度分别为25%、35%、45%、55%、65%、75%、85%时对花椒籽油二次脱酸的影响。
1.2.3.2 氢氧化钠浓度对花椒籽油二次脱酸效果的影响 在液料比为2∶1mL/g、乙醇浓度为65%、反应温度为 30min下,比较 NaOH浓度分别为 0.8%、1.0% 、1.2% 、1.4% 、1.6% 时对花椒籽油二次脱酸的影响。
1.2.3.3 液料比对花椒籽油二次脱酸效果的影响 在乙醇浓度为65%、NaOH浓度为1.4%、反应温度为 30min 下,比较液料比分别为 1∶1、1.5∶1、2∶1、2.5∶1、3∶1mL/g 时对花椒籽油二次脱酸的影响。
1.2.3.4 反应温度对花椒籽油二次脱酸效果的影响 在乙醇浓度为65%、NaOH浓度为1.4%、液料比为2∶1mL/g 下,比较反应温度分别为 30、45、60、75、90℃时对花椒籽油二次脱酸的影响。
1.2.4 正交实验 根据二次脱酸的单因素实验结果,分别在乙醇浓度A、NaOH浓度B、乙醇-NaOH与初次脱酸油的液料比C、反应温度D等4因素的适宜工艺条件附近选择3水平,设计4因素3水平的L9(34)正交实验表(见表1),通过正交实验的极差分析和方差分析,确定最佳的二次脱酸工艺条件。

表1 L9(34)正交实验的因素水平表Table 1 The level factor for L9(34)orthogonal tests
1.2.5 酸值测定 脱酸油的酸值根据国标GB5530-85所述的方法,利用酸碱滴定的原理进行测定。
(1)酸值的计算公式:

式中,V-消耗KOH的毫升数,mL;C-物质的量浓度,mol/L;M-花椒籽油的重量,g。
(2)脱酸率的计算公式:

式中:A1-脱酸前油的酸值,mg KOH/g;A2-脱酸后油的酸值,mg KOH/g。
(3)精炼率的计算公式:

式中:m1-脱酸前油的质量,g;m2-脱酸后油的质量,g。
1.2.6 数据统计分析 采用SPSS软件进行标准偏差统计、方差分析。
2 结果与讨论
2.1 初次脱酸实验中不同液料比对花椒籽毛油脱酸率的影响
95%乙醇与花椒籽油的不同液料比对花椒籽油初次脱酸效果的影响结果见图2。
由图2可知,花椒籽油的脱酸率随着液料比的增加而增大,当液料比达到2.5∶1mL/g之后,花椒籽油的脱酸率随着液料比的增加而趋于平缓,所以,选择初次脱酸实验的适宜液料比为2.5∶1mL/g。
2.2 二次脱酸实验中的影响因素分析
2.2.1 乙醇浓度对花椒籽油二次脱酸效果的影响不同乙醇浓度对花椒籽油二次脱酸效果的影响结果见图3。
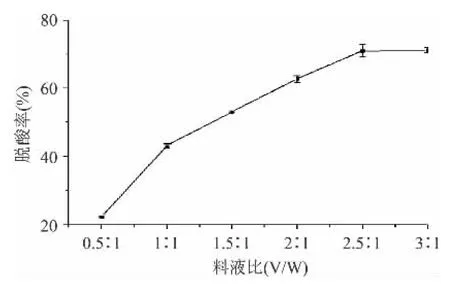
图2 液料比对花椒籽油脱酸率的影响Fig.2 Effects of different ratio of 95%ethanol and ZSO on acid removal rate

图3 乙醇浓度对花椒籽油二次脱酸的酸值影响Fig.3 Effects of different concentration of ethanol on acid value of ZSO
由图3可知,当乙醇浓度为25%、35%、45%、55%和65%时,花椒籽油的酸值均降到了1mgKOH/g(国家一级标准≤1mgKOH/g)以下。在本实验过程中,因乙醇浓度为25%、35%、45%的三个样品中油脂的密度比醇碱溶液的密度小,所以油脂在上层,且发生了皂化反应;当乙醇浓度为55%时,油脂的密度与醇碱溶液的密度相同,溶液分层不明显;当乙醇浓度为65%时,油脂的密度比醇碱溶液的密度大,油脂在下层且分层明显,易于分离。综合考虑,选择适宜的乙醇浓度为65%。
2.2.2 氢氧化钠溶液浓度对花椒籽油二次脱酸效果的影响 不同氢氧化钠溶液浓度对花椒籽油二次脱酸效果的影响结果见图4。

图4 NaOH浓度对花椒籽油脱酸率的影响Fig.4 Effects of different concentration of sodium hydroxide on acid removal rate
由图4可知,花椒籽油脱酸率随NaOH溶液浓度的增加而逐渐增大,当NaOH浓度大于1.4%后,花椒籽油脱酸率略微下降。这是由于碱量过大而产生乳化,致使花椒籽油脱酸率下降。因此,选取适宜的NaOH浓度为1.4%。
2.2.3 液料比对花椒籽油二次脱酸效果的影响 不同液料比对花椒籽油二次脱酸效果的影响结果见图5。
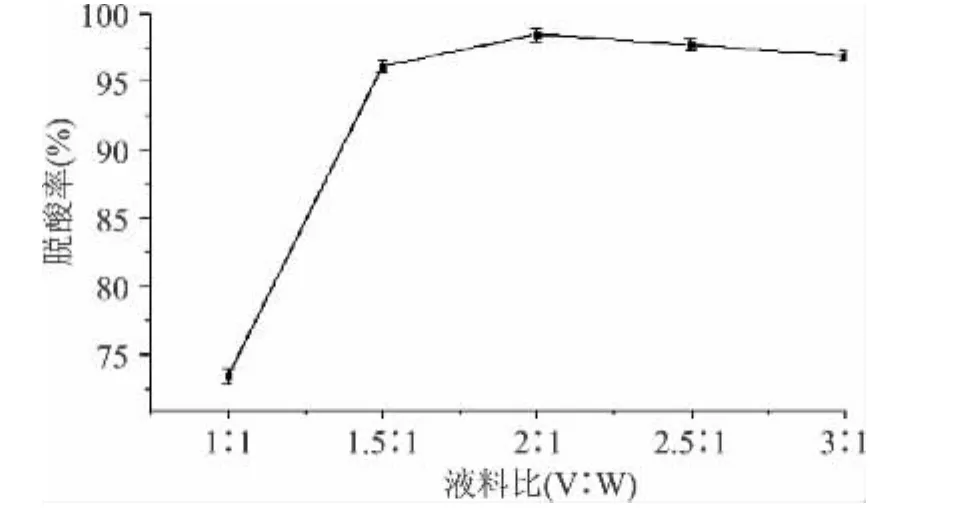
图5 液料比对花椒籽油脱酸率的影响Fig.5 Effects of different ratio of ethanol-sodium hydroxide solution and ZSO on acid removal rate
由图5可知,当液料比小于2∶1mL/g时,花椒籽油脱酸率随液料比的增大而增大,当液料比大于2∶1mL/g后,花椒籽油脱酸率略微下降,可能由于碱量过多产生部分皂化。因此,选择适宜的液料比为2∶1mL/g。
2.2.4 反应温度对花椒籽油二次脱酸效果的影响 不同反应温度对花椒籽油二次脱酸效果的影响结果见图6。
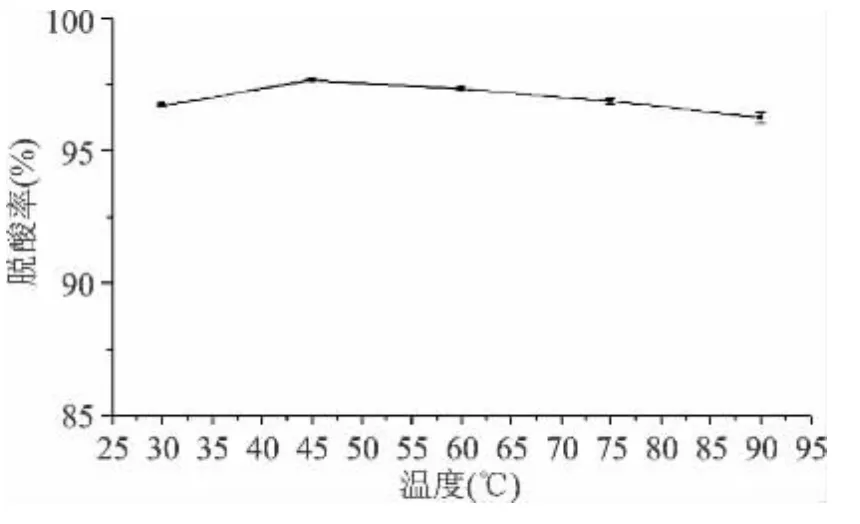
图6 反应温度对花椒籽油脱酸率的影响Fig.6 Effects of different reaction temperature on acid removal rate
由图6可知,当反应温度小于45℃时,花椒籽油脱酸率随温度的增加而逐渐增大;当反应温度大于45℃时,花椒籽油脱酸率略微下降。这是因为温度过低不利于中和反应的进行,脱酸效果不好;温度过高,又促进中性油的皂化反应,脱酸率下降。因此,选取适宜的反应温度为45℃。
2.3 正交实验
按照1.2.4中的表1进行正交实验,实验结果见表2。
由表2和表3可知,各因素对花椒籽油的综合指标(90%脱酸率+10%精炼率)的影响依次为:乙醇浓度>反应温度>碱液浓度>料液比,其中乙醇浓度、反应温度、碱液浓度对二次脱酸效果有显著影响;二次脱酸实验中最佳工艺条件组合为A2B2C2D3,即乙醇浓度为65%、碱液浓度为1.4%、液料比为2∶1mL/g、反应温度为 60℃。

表2 正交实验设计与结果Table 2 Design and results of orthogonal experiment

表3 方差分析表aTable 3 Analysis of variance

表4 验证实验结果Table 4 Results of verified experiment
2.4 验证实验
由于正交实验表中没有最优工艺条件组合A2B2C2D3的实验结果,故本文以正交实验所得适宜工艺条件组合A2B1C2D3的实验结果为对照,验证正交实验最优工艺条件,实验结果见表4。
由表4可见,在正交实验所得的最优工艺条件下,花椒籽油脱酸效果最好;此条件下花椒籽油的酸值为 0.38 ±0.02mgKOH/g,脱酸率为 98.58%,精炼率为 72.76% 。
3 结论
通过单因素实验和正交实验考察乙醇浓度、碱液浓度、液料比、反应温度等因素对花椒籽油脱酸效果的影响,得到最佳工艺条件为:初次脱酸实验中乙醇浓度为95%、乙醇与花椒籽油的液料比为2.5∶1mL/g,二次脱酸实验中乙醇浓度为 65%、氢氧化钠浓度为1.4%、乙醇-NaOH与花椒籽油的液料比为2∶1mL/g、反应温度为60℃。在上述实验条件下,酸值为 76.60mgKOH/g的花椒籽油可降为0.38mgKOH/g。
[1]李桂华,付黎敏,薛开发.花椒籽化学成分分析研究[J].郑州粮食学院学报,1994,15(4):21-25.
[2]唐宝奎.花椒籽——一种亟待开发的油脂资源[J].中国野生植物,1992(2):24-26.
[3]杨芳霞,苏印泉,李秀红,等.催化剂浓度对花椒油酯化产物酸值的影响[J].西北林学院学报,2006,21(6):166-169.
[4]巨炎武.陕西花椒21世纪新型生物能源的希望[J].陕西林业,2007(4):16.
[5]殷钟意,杜若愚,刘芳丹,等.花椒籽仁油脱酸、脱蜡精制工艺研究[J].中国油脂,2010,35(10):15-17.
[6]张剑,王煊军.花椒籽油降酸方法的研究[J],安徽农业科学,2012,40(11):6488-6489,6528.
[7]李孟楼,郭新荣,谢恩魁,等.高酸价花椒种籽油的碱炼工艺[J].西北植物学报,2001,21(1):180-183.
[8]马传国,王兴国,张根旺,等.分子蒸馏对高酸值花椒籽油脱酸的初步探讨[J].中国油脂,2001,26(3):50-52.
[9]刘雄,阚建全,陈宗道,等.超临界 CO2萃取和精炼花椒籽油的研究[J].中国粮油学报,2003,18(4):59-62.
[10]胡晓军,刘森,安鸣.花椒籽油精炼工艺的实验研究[J].农业工程学报,2012,28(增刊 1):322-325.
