激光熔覆NiCrMn-WC复合涂层的组织与耐磨性
2014-12-15胡树兵单炜涛
王 璐,胡树兵,单炜涛,胡 可,张 磊
(华中科技大学 材料成形与模具技术国家重点实验室,武汉 430074)
液压油缸在工业机械中应用广泛,然而由于其锻造材料一般选用塑韧性较好的中碳钢,其表面硬度一般较低,约为28~32HRC[1](280~300 HV),表面磨损是其的主要失效形式,在很大程度上缩短液压油缸的工作寿命。为了提高油缸表面的耐磨损性能,传统的热处理工艺一般是在其表面进行渗碳处理,使其表面硬度增加至48~52HRC[2](480~540 HV),然而,在高频响的复杂环境下还是不能达到高耐磨性要求。传统的镀铬工艺对材料表面硬度提升较小,且在循环冲击磨损下,其表面镀铬层易产生局部剥落,亦不能成为改善液压油缸表面耐磨性的有效方法。激光熔覆技术相对于传统的表面改性技术,有着冷却速度快(高达106℃/s),热畸变小,稀释度低,能够进行选区熔覆,易于实现自动化等优点,是一种理想的表面改性技术,在工业中有着广泛的应用[3-4]。它通过在基材表面添加熔覆材料,利用高能密度激光束快速加热,使熔覆材料和基体表层发生熔化,并通过基体的激冷作用实现快速凝固,从而形成与基体呈冶金结合,且具有良好性能的表面涂层[5-10]。杨胶溪等[11]在Cr12钢基体上利用激光熔覆技术上制备出了WC/Ni涂层,显著地提升了基体表面的耐磨损性能;ZHOU等[12]在45钢基体上制备出了多道搭接Fe基WC复合涂层,并测量了不同试验参数下熔覆层的磨损性能,其磨损质量损失较基体减少50%;YANG等[13]在钛合金表面制备出了TiCN/Ti涂层,其熔覆层的硬度较基体的提高了约3~6倍,相应的耐摩损性能也有很大的提高。
在本次研究中,考虑到45钢是常用的液压油缸铸造材料,且在机械制造中有着广泛的应用,Ni基涂层有着良好的性能,而WC更兼顾了较高的硬度、良好的塑性,以及在熔融金属中良好的润湿性[14]。为此,本文作者选择以调质态45钢作为液压油缸材料,利用激光熔覆技术在其表面制备了NiCrMn+WC复合耐磨涂层,对熔覆层的显微组织进行了分析,并给出不同工艺参数及WC含量对涂层性能的影响规律,为工业大规模应用提供理论工艺基础。
1 实验
1.1 试验材料与设备
本次试验所选用的基体材料为调质态(淬火温度850℃,回火温度600℃)45钢,试样尺寸为100 mm(长)×100 mm(宽)×10(厚) mm,其经过表面打磨,清洗、去污及干燥处理后。分别配置Ni基合金粉末(成份见表1),Ni +10%WC、Ni +30%WC、Ni+50%WC(质量分数)粉末,并用球磨机进行球磨6 h,使其充分混合均匀,采用预置涂层法将已配置好的粉末分别涂覆在不同试样表面,厚度约1.5 mm,预制试块在200℃保温2 h待用。
采用YLR-4000型光纤激光器在每块试样表面进行扫描,扫描时偏离角为10°;光斑尺寸为4 mm;扫描功率分别选用1.5、2.5和3.5 kW,并在每种功率下分别选用240、360和480 mm/min的扫描速度。

表1 Ni基合金粉末成分Table1 Composition of Ni-base alloy powder (mass fraction, %)
1.2 试验方法
将按照常规方法制备金相试样,试样由砂纸打磨并抛光,经王水腐蚀后,用OLYMPUS-TOKYO型金相显微镜观察熔覆层组织,采用Sirion200场发扫描电镜对实验样品微观组织形貌进行观察,并采用Sirion200系统中的Gensis60型能谱仪对熔覆层中的化学成分进行了分析,利用X射线衍射仪对熔覆层进行物相分析。
采用DHV-1000型显微硬度计对试样截面进行硬度测试,加载力为1.96 N,并绘制由熔覆层表面至基体的显微硬度分布图。采用MM-2000型磨损试验机对试样表面进行磨损试验,对磨试样为GCr15。测量熔覆层表面的磨损性能时,保持待测试样不动,试样以200 r/min的转速转动。选用真空泵油进行润滑,每分钟10滴,每对试样磨损时间累计10 h,每2 h称质量一次。每次磨损前后,先后用汽油、丙酮超声清洗上下试样,并烘干,用精度为0.1 mg的分析天平称质量,以磨损质量损失来评价熔覆层的耐磨性能。
2 结果与分析
2.1 激光熔覆层的显微组织
材料表面经激光熔覆涂层后截面由外向内一般分为熔覆层(Clad zone,CZ),稀释层(Dilution zone,DZ),热影响区域(Heat-affected zone,HAZ)[15]。
图1所示为各个区域的SEM像。由图1可以看出,激光熔覆层的致密度较高,无明显的裂纹及孔洞出现,从熔覆层到稀释层,晶粒的生长形态依次为等轴晶、树枝晶和平面晶。这可以通过熔池凝固理论模型[16]来解释。熔融态金属冷却凝固体时,当冷却速度非常大,将会发生非平衡转变。激光熔覆时,在熔覆层和基体界面处的温度梯度最大,但此时的结晶速度最小,所以熔池金属会以生长为平面晶的方式长大,形成一层细小的平面晶区[17]。而随着固/液界面的推移,温度梯度也就随之减小,结晶速度逐渐加大,此时将形成枝状晶,以及等轴晶。从图2所示的金相照片也可以清楚地看出这一变化趋势,并且可以看出,熔覆层、稀释层和基体直接形成良好的冶金结合。
对熔覆层进行 XRD物相分析,结果表明,熔覆层中主要是由γ(Ni,Fe)、M7C、M23C6和WC等相组成,其中,M7C和M23C6的出现,说明在激光照射过程中,WC由于受热产生了分解,其中的C元素与Fe和Cr等元素重新结合,形成新的沉淀相(见图3)。

图1 Ni基合金涂层截面的显微组织Fig.1 Cross-sectional microstructures of Ni coating: (a) CZ;(b) DZ; (c) Interface between DZ and HAZ
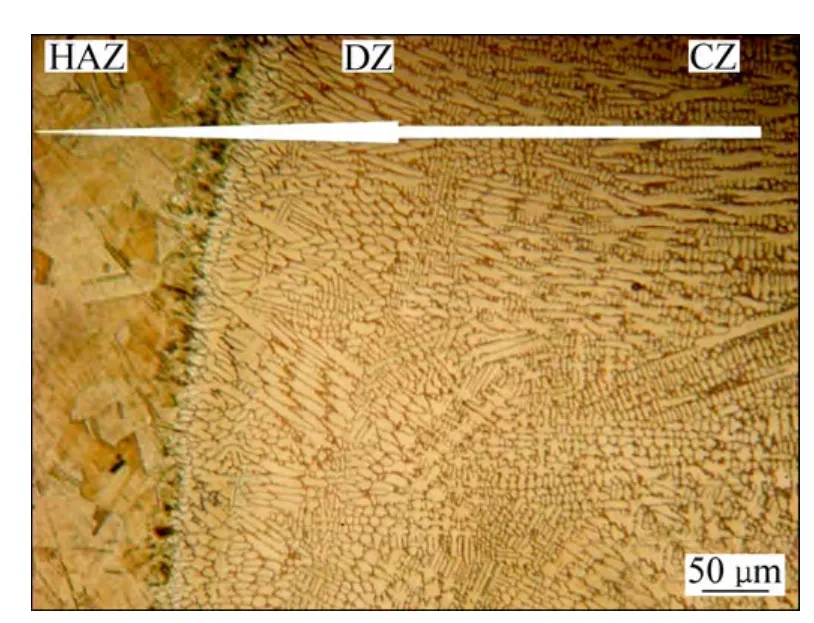
图2 Ni基合金涂层截面的金相照片Fig.2 Cross-sectional metallograph of Ni coating
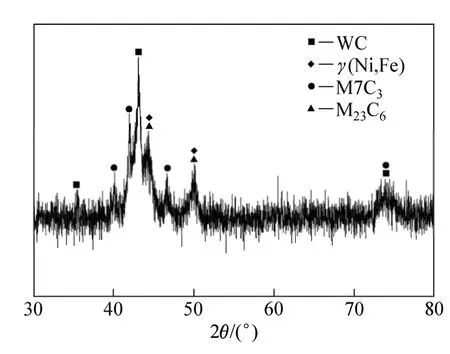
图3 熔覆层的物相分析Fig.3 XRD phases analysis results of CZ
2.2 激光熔覆层的硬度
对试样截面进行显微硬度的测量,从表面至基体,每隔50 μm测量一个点,并作出硬度分布图。图4所示为功率2.5 kW、扫描速度240 mm/min时不同含量WC合金粉末经激光熔覆到基体表面后熔覆层的硬度分布规律。由图4可以看出,激光熔覆NiCrMn+WC合金粉末后熔覆层的硬度较基体(240HV)提升 2~5倍左右,且WC的含量比例越高,硬度的提升越明显。造成这种现象主要是因为未熔WC颗粒以及熔覆时产生的M7C3和M23C6为硬质相,可以起到弥散强化的效果;而熔解的WC所形成的元素,可以固溶到γ-Ni中,产生固溶强化效果,WC含量的增加使得弥散强化和固溶强化的效果越明显,故其硬度也就越高。然而,尽管WC含量比例的增加能够显著提高熔覆层的硬度,但经多次试验表明,当合金粉末中WC含量达到50%时,由于硬质相的过度聚集,内应力增加,会导致熔覆层内开裂,不利于材料表面的强化。图5所示为典型的熔覆层开裂形貌。

图4 WC含量对涂层硬度的影响Fig.4 Effect of WC content on microhardness of coating

图5 层内开裂形貌Fig.5 Morphology of intraformational cracking
图6所示为扫描速率与扫描功率对硬度分布规律的影响。从图6中可以看出,经过激光熔覆NiCrMn+WC硬质合金层后,材料表面的硬度得到显著的提升,且随着扫描速率的增加以及扫描功率的降低,硬度的提升也就越显著。造成这种规律的原因可以通过能量密度的变化来解释。定义单位时间内照射在试样表面单位面积上的能量为能量密度。能量密度增高,基体与熔覆层的受热量增加,使得熔覆层稀释率升高,较高的稀释率不利于熔覆层获得良好且均匀的性能,与此同时,充分的受热时间能够使熔覆层凝固速度减小,相对保温时间增大,导致形成的晶粒粗大。根据细晶强化原理,在成份相同的情况下,晶粒较为细小的组织其硬度较大。图7所示为相同功率(2.5 kW)不同扫描速率下Ni基熔覆层金相照片。由图7可以看出,较大的扫描速度(见图7(b))下可以得到较小的晶粒,有利于硬度的提高。过高的功率密度会使熔覆层烧损,达不到基体表面强化的目的,另外,较小扫描速度可以减少WC的沉积,使WC均匀的分布在熔覆层内;而过小的功率密度不能够使熔覆层与基体表面同时熔化,不能够形成良好的冶金结合,亦不能使基体表面得到强化。
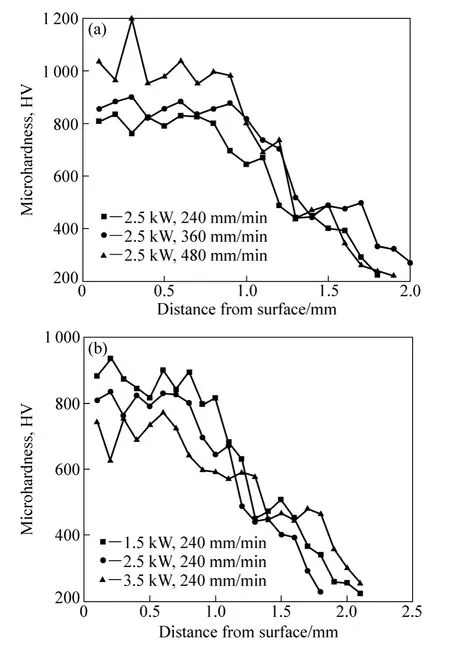
图6 不同扫描速率和功率下显微硬度分布Fig.6 Microhardness distribution at different scanning speeds and powers
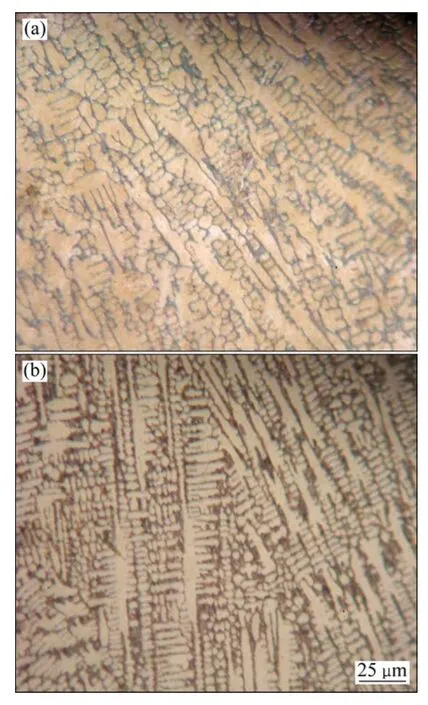
图7 功率2.5 kW时不同扫描速率下熔覆层的显微组织Fig.7 Microstructures of coating at 2.5 kW and different scanning speeds: (a) 240 mm/min; (b) 360 mm/min
2.3 激光熔覆层的耐磨性
图8对比研究了基体、Ni基涂层以及NiCrMn+WC合金涂层的磨损质量损失。从图8中可以看出,经过激光熔覆Ni+WC合金涂层后,45钢基体表面的耐磨损性能得到了显著的提升。对于基体及纯Ni基涂层而言,磨损开始理想状况为线接触,但是经过一段时间的磨损之后,材料表面会由于磨损出现契合摩擦副的一个凹面,增大了摩擦面积,因此,在质量损失曲线上呈现磨损加剧的情况。由于Ni基涂层的硬度远大于45钢基体的,故其耐磨损性能明显优于基体的。熔覆涂层在添加了WC之后,熔覆层在磨损过程的初始阶段,Ni基合金元素化物由于其硬度相对较低,在磨料的作用下先行被磨损。随着磨损的进行,Ni基合金元素化物的不断磨去,WC颗粒开始凸露出来,此时WC颗粒作为主要的承载相。因与其对磨的GCr15钢中强化相碳化铬的硬度比WC的低,高硬度的WC颗粒阻止GCr15钢切入涂层。并且,熔覆层中的金属都具有一定的塑性变形能力,当轴承钢对涂层施加外力时,内嵌WC颗粒的金属Ni会发生一定的塑性变形,吸收了部分能量,延缓了WC颗粒的拔出、脱落,提高了涂层的耐磨性能。由于WC颗粒具有较高的硬度,可起到阻碍磨粒磨损的作用,因此,可以看到磨损进行的中期会有变缓的趋势,但是当WC颗粒周围的基质不断发生挤压磨去后,其中的WC颗粒将破碎以至于发生脱落(见图9)。
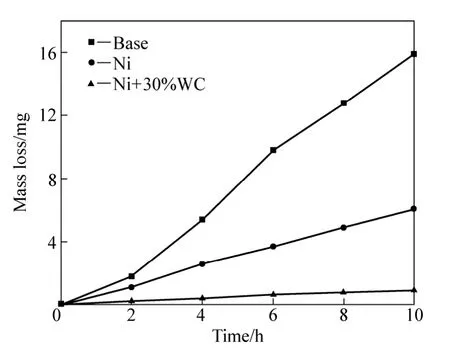
图8 样品的磨损质量损失Fig.8 Wear mass loss of samples
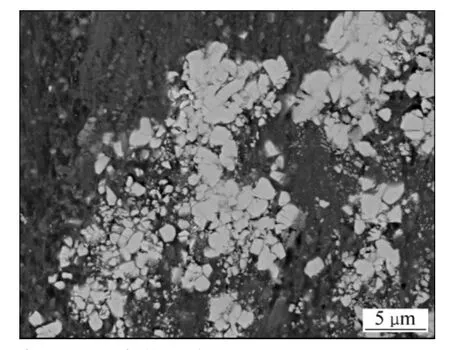
图9 破碎WC颗粒的形貌Fig.9 Morphology of cracked WC particle
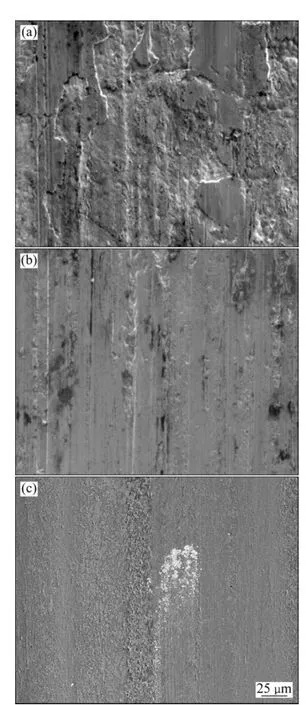
图10 样品的磨损形貌Fig.10 Morphologies of worn surfaces of samples:(a) Substrate; (b) Ni-based coating; (c) NiCrMn+WC30%coating
图10所示为样品的磨损形貌。从图10所显示的3种材料不同的磨损形貌可看出,较轻的磨粒磨损和少量粘着磨损,而NiCrMn+WC合金涂层中,因为有硬质相的加入,其磨损方式转变成了轻微的磨粒磨损。
3 结论
1) 通过激光熔覆的方法在45钢表面制备的NiCrMn+WC硬质合金涂层,在合适的工艺参数下,熔覆层的致密度较高,无明显的裂纹及孔洞出现,且与基体呈良好的冶金结合,当WC含量超过50%(质量分数)时,熔覆层内易产生层内开裂。
2) 45钢表面熔覆的NiCrMn+WC涂层,其硬度比基体提高了3~5倍,且工艺参数与WC含量对硬度的影响规律为:在一定范围内,增加扫描速度为200~600 mm/min),降低功率(4~1.5 kW)以及增加 WC的含量(质量分数50%以下)比例都可以提高熔覆层的硬度。
3) 在45钢表面熔覆NiCrMn+WC硬质合金涂层,可以很好地改善基体的耐磨损性能,其磨损质量损失比基体降低了约94%,且磨损类型从粘着磨损转变为轻微的磨粒磨损。
4) 分析各个工艺参数下熔覆层的性能,得到最优的工艺参数功率2.5 kW,扫描速度360 mm/min,最佳涂层配比为70%NiCrMn+30%WC(质量分数)。
[1]冯 刚.瓦楞单面机液压油缸的失效分析及改进[J].润滑与密封, 2009, 34(1): 98-100.FENG Gang.Failure Analysis and improvement of the hydraulic system corrugated card-board single side machine[J].Lubrication Engineering, 2009, 34(1): 98-100.
[2]何 智, 高 超, 王三俊, 高永卫, 王广军.AV90-2轴流压缩机轴承座漏油故障分析及处理[J].润滑与密封, 2006(1):132-136.HE Zhi, GAO Chao, WANG San-jun, GAO Yong-wei, WANG Guang-jun.Analysis and dispose of bearing box leakage oil trouble for AV90-2 axial compressor[J].Lubrication Engineering,2006(1): 132-136.
[3]张 松, 张春华, 康煜平.钛合金表面激光熔覆原位生成 TiC增强复合涂层[J].中国有色金属学报, 2001, 11(6): 1026-1030.ZHANG Song, ZHANG Chun-hua, KANG Yu-ping.Mechanism of in-situ formation of TiC particle reinforced Ti-based composite coating induced by laser melting[J].The Chinese Journal of Nonferrous Metals, 2001, 11(6): 1026-1030.
[4]马乃恒, 梁工英, 苏俊义.激光熔覆工艺参数对TiCp/Al表层复合材料的影响[J].中国有色金属学报, 2001, 11(6):1041-1044.MA Nai-heng, LIANG Gong-ying, SU Jun-yi.Influence of technological parameters on interface bonding and structure uniformity of in-situ synthesis TiCp/Al composites in laser cladding process[J].The Chinese Journal of Nonferrous Metals,2001, 11(6): 1041-1044.
[5]YANG Jiao-xi, LIU Fa-lan, MIAO Xuan-he, YANG Feng.Influence of laser cladding process on the magnetic properties of WC-FeNiCr metal-matrix composite coatings[J].Journal of Materials Processing Technology, 2012, 212(9): 1862-1868.
[6]HEMMATI I, OCELIK V, de HOSSON J Th M.The effect of cladding speed on phase constitution and properties of AISI 431 stainless steel laser deposited coatings[J].Surface & Coatings Technology, 2011, 205(21/22): 5235-5239.
[7]MAN H C, ZHANG S, CHENG T F, GUO X.In situ formation of a TiN/Ti metal matrix composite gradient coating on NiTi by laser cladding and nitriding[J].Surface & Coatings Technology,2006, 200(16/17): 4961-4966.
[8]STGEORGES L.Development and characterization of composite Ni-Cr+WC laser cladding[J].Wear, 2007, 263(1/6):562-566.
[9]王义厢, 李宝增, 宫耀华, 程占保.45钢表面激光熔覆铁基合金涂层显微组织与性能[J].热加工工艺, 2008, 37(21):131-133.WANG Yi-xiang, LI Bao-zeng, GONG Yao-hua, CHENG Zhan-bao.Microstructure and performance of iron-based alloy laser cladding on 45 steel surface[J].Hot Working Technology,2008, 37(21): 131-133.
[10]张永康.激光加工技术[M].北京: 化学工业出版社, 2004.ZHANG Yong-kang.Laser processing technology[M].Beijing:Chemical Industry Publishing, 2004.
[11]杨胶溪, 左铁钏, 王喜兵, 闫 婷, 刘华东.激光熔覆 WC/Ni基硬质合金组织结构及耐磨性能研究[J].应用激光, 2008,28(6): 450-454.YANG Jiao-xi, ZUO Tie-chuan, WANG Xi-bing, YAN Ting,LIU Hua-dong.The Microstructure and Wear-resistant properties of WC/Ni based cemented carbide fabricated by laser cladding[J].Applied Laser, 2008, 28(6): 450-454.
[12]ZHOU Sheng-feng, DAI Xiao-qin, ZHENG Hai-zhong.Microstructure and wear resistance of Fe-based WC coating by multi-track overlapping laser induction hybrid rapid cladding[J].Optics & Laser Technology, 2012, 44(1): 190-197.
[13]YANG Yu-ling, ZHANG Duo, YAN Wei, ZHENG Yi-ran.Microstructure and wear properties of TiCN/Ti coatings on titanium alloy by laser cladding[J].Optics and Lasers in Engineering, 2010, 48(1): 119-124.
[14]BAO Rui-liang, YU Hui-jun, CHEN Chuan-zhaong, QI Biao,ZHANG Li-jian.Development of laser cladding wear-resistant coating on Titanium alloys[J].Surface Review and Letters, 2006,13(5): 645-654.
[15]BAO Rui-liang, YU Hui-jun, CHEN Chuan-zhaong, QI Biao,ZHANG Li-jian.Development of laser cladding wear-resistant coating on Titanium alloys[J].Surface Review and Letters, 2006,13(5): 645-654.
[16]魏 仑.激光熔覆镍基金属陶瓷涂层的研究[D].昆明: 昆明理工大学, 2001.WEI Lun.Study of laser cladding Ni-based ceramic coating[D].Kunming: Kunming University of Science and Technology,2001.
[17]HE Zhi-yong, XIANG Jin, ZHAO Zhong-xu.Plasma surface alloying of spheroidal graphite iron[J].Surface and Coatings Technology, 2000, 131(1/3): 574-578
