套管漏磁探伤机探头改造
2014-12-14曾国政王海东花志斌张书广
曾国政 王海东 花志斌 张书广 杨 宁
(华油一机(河北)油井管有限公司 河北青县)
一、概述
套管漏磁探伤机用于套管的自动无损检测,主要由传动机构、横向检测机构、纵向检测机构、控制柜、操作台、计算机系统、退磁器、打标器、上、下料机构等组成。设备工作原理:磁场沿套管轴向(或者周向)磁化套管段,当套管通过这一磁化磁场时,一旦套管中存在缺陷,则会在套管表面产生漏磁场或者引起磁化套管磁路内的磁通变化,采用磁敏感元件即探头(图1),检测这些磁场的畸变即可获得有关套管缺陷的信息。
二、存在问题
套管漏磁探伤机所使用的探头(磁敏感原件)由8条信号采集通道和外壳组成,采集信号通道和外壳集成一体,在信号采集过程中,为了能够精确的采集磁场变化信号,采用气缸将探头压紧到旋转前进的套管表面。由于套管表面和探头的摩擦,造成探头磨损,采集通道经常损坏,致使整个探头报废,由于探头采购价格较高,因此探头消耗增加了漏磁探伤成本。
三、改进措施
为减少探头使用量,需要设计一种探头保护的装置,该装置必须具有:①漏磁场穿越该装置后,衰减小,不影响采集效果。②装置自身不能被磁化,以免影响采集效果。③安装简便。④造价低廉。

图1 探头

图2 探靴
针对以上技术要求,基于漏磁探伤工作原理,设计了一种探靴(图 2),专门用于探头的保护,材料选用304不锈钢,通过现场验证不影响漏磁探伤效果。该探靴采用U形结构,安装时将探头嵌入探靴内,使用定位销固定,简单易行(图3)。工艺上,通过摸索实践,对7英寸以下套管探伤时,采用2 mm厚的探靴,7英寸及7英寸以上的套管探伤,采用1 mm厚的探靴。

图3 U形结构探靴
四、改进效果
套管漏磁探伤机探头改造后,在人工缺陷样管测试中,缺陷见图4显示清晰,满足工艺要求,满足实际使用需要。同时大大延长了探头使用寿命,每年可以为公司节约生产成本20万元。
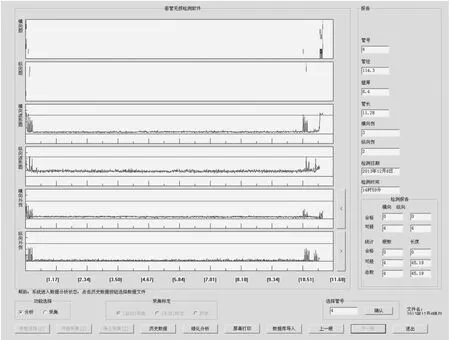
图4 缺陷显示
