申克秤空气轴承磨损修复
2014-12-14刘成宝
刘成宝
(沂州集团沂州工业园 山东临沂)
一、问题
沂州集团沂州工业园水泥公司为2500 t/d的干法回转窑生产线,2005年投产使用,回转窑窑头、窑尾煤粉计量采用的德国申克秤,规格型号K40。2012年4月,窑头申克秤的计量秤经常出现波动引起跳停,因秤内部有波动大自锁保护装置,多次引起跳停,给定为7 t,但下料计量反馈会在3~12 t波动。联系厂家服务人员,经厂家工程师对现场软件程序检测,控制仪器及系统反馈正常,怀疑是设备本身零部件磨损。
解体检查发现,申克秤的核心部件空气轴承主轴外镀陶瓷磨损,间隙已达0.4 mm,且有多道划痕,减速机箱体内几套轴承间隙也过大。
根据空气轴承技术要求,空气轴承配合间隙应为0.04~0.06 mm才可以形成空气轴承,轴与轴套之间互不接触。如果磨损超出这个范围,尤其是现在间隙磨损到0.4 mm,形不成空气轴承了,会造成轴与轴套之间间隙偏移,轴与轴套产生摩擦,导致计量轮受力不均匀,运行不平衡,造成给料反馈波动,这就是造成计量秤波动和保护跳停的原因。
联系申克秤服务处得知,如维修需整机拆下送回德国总部,至少也要一个多月。如购买主轴和轴套配件修复,该型号已停产,无相关配件。如更换为K50型号的计量秤,报价67万元,供货期至少一个月。
经过分析,减速箱轴承间隙过大是小问题,按原型号和厂家(FAG)购买来更换就是了,关键是空气轴承外镀陶瓷主轴的磨损超差,既然空气轴承主轴与轴套间隙过大,就要恢复主轴与轴套间隙,使其在技术要求范围内。该空气轴承是在钢主轴外镀厚度1 mm的陶瓷,与空气主轴配合的轴套为上下两部分,中间为压缩空气通道,要求间隙严格控制在0.04~0.06 mm(图1),轴与轴套共同构成了空气轴承。
二、修复方案
(1)将主轴套孔采用内孔磨床磨修复圆。按修磨圆后孔的尺寸将陶瓷主轴烤瓷后外圆磨削修复至配合尺寸。
(2)空气陶瓷主轴用外圆磨床磨修圆,根据主轴磨修尺寸,将主轴套孔车大至配合间隙4 mm后精磨修,再加内孔套(热装)后磨修至配合尺寸。
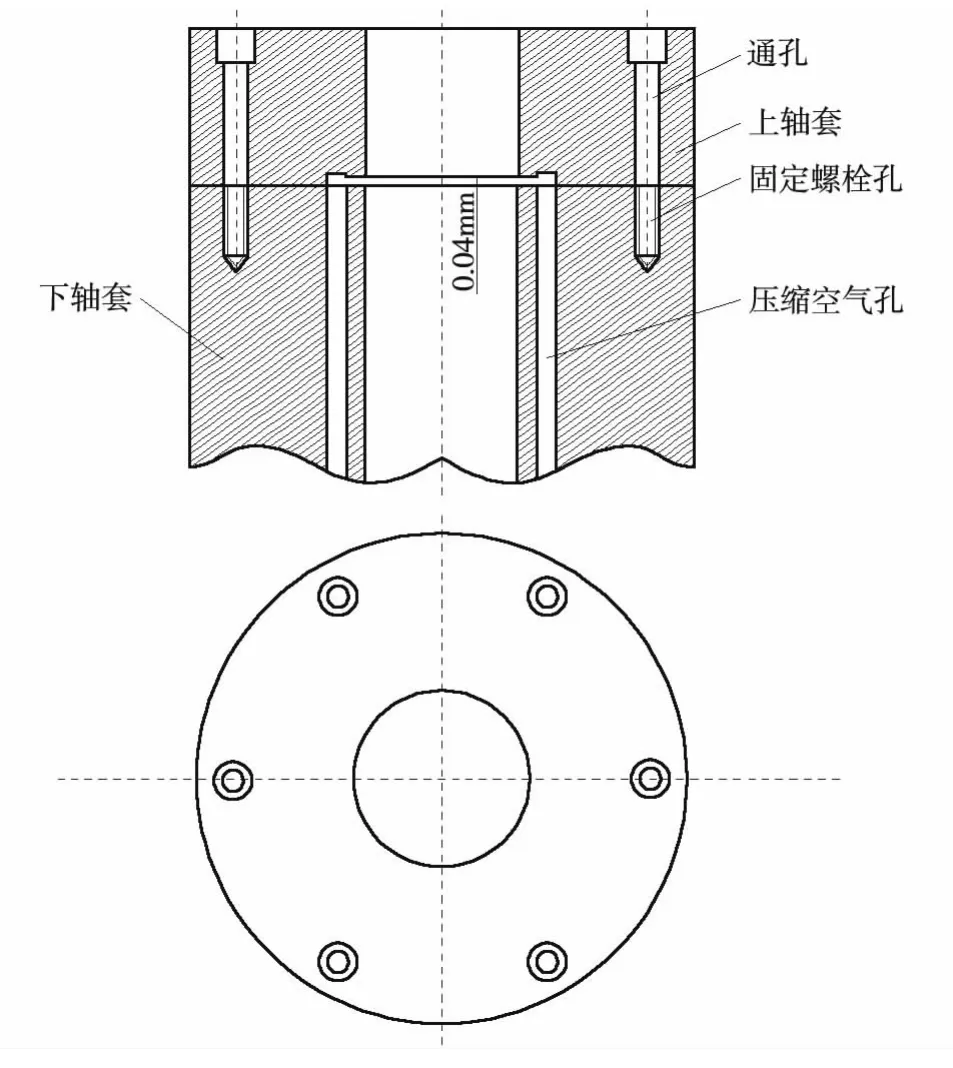
图1 空气轴承结构
(3)将空气陶瓷主轴用外圆磨将陶瓷全部磨去修圆,根据修磨后的尺寸,将轴套孔加工磨修圆至主轴尺寸+(2~3)mm。再将主轴原轴承部位加上聚四氟乙稀轴套,根据孔修磨尺寸,将主轴加工修磨至配合尺寸保证轴与孔间隙在0.04~0.06 mm要求范围内。
比较以上方案,第一种最理想,但烤瓷修复工艺操作,限于单位情况无法实施。第二种方案加工轴孔,因为轴套为上下两部分。轴套修复工艺复杂,难度大,精度难掌握,但主轴可以保留原陶瓷材料。第三种方案,加工工艺可靠,但去陶瓷后采用聚四氟乙稀材料没把握。此后经过考察咨询,现在的各类型申克秤的主轴采用聚四氟乙稀材料的也不在少数,许多精密机床上的空气主轴也采用的聚四氟乙烯轴套工艺,因此选用第三种修复方案具有优势。
修复过程中注意到一个细节,轴套磨修后需拆开清理风道,而上下两部分轴套原为螺钉固定,固定尺寸不准确,装配后会出现不同轴情况。要达到同心,需加工配合尺寸和精度很高的定位芯轴才能保证装配精度,为避免此情况发生,在拆卸前采取在上下轴套上先钻两个3 mm的定位孔并配车定位销的方法,保证了装配定位精度。
技术人员怀疑聚四氟乙烯的硬度和耐磨性达不到陶瓷的性能,分析后认为,因空气轴承的轴套一周是间隙均匀的压缩空气气垫,运转时理论上认为轴与轴套之间基本不接触,在保证主轴在轴套间的同轴度运转及周围压缩空气等压的情况下,理论上空气轴承是不会产生轴与轴套的接触磨损的,与轴的硬度高低关系不大,采用聚四氟材料可行。
在维修过程中,严格按照制定的修复工艺及步骤去实施,从解体、修复、装配、调整,共计用了3天时间,修复后使用至今运行正常。期间在2012年12月和2013年7月停窑检修期间进行了解体检查,聚四氟乙烯套几乎无磨损,符合修复前的推断,修复相当成功。
