平板硫化机温控系统改造
2014-12-14逯旭昌吴金虎
逯旭昌 吴金虎 李 杰
(中国一拖集团有限公司战略采购推进部 河南洛阳)
一、存在的问题
平板硫化机是橡胶硫化主要设备,必须具备控制硫化条件(硫化温度和硫化时间),其控制精度直接影响橡胶硫化制品质量。平板硫化机的工艺流程是硫化机升温到设定温度→橡胶模具放入硫化机→橡胶模具加热→硫化时间到汽缸运动。橡胶硫化的工艺要求是当加热区内温度达到预定温度时放入模具。采用基于PLC的PID控制,使加热平板的温度达到升温、保温的要求。1台XLB-D/Q400×400平板硫化机(青岛金润琪橡胶机械有限公司生产)因使用年限较长且自动化程度较低,严重影响产品生产和质量提升,为此对硫化机温控系统进行自动化升级改造。
二、改造实施
1.硬件
以西门子S7-200 PLC为主要控制元件,利用其内部PID指令进行模拟量温度控制,根据自动控制理论参数整定法得出相应的PID参数。硫化机系统硬件电路主要由基于PLC的温度PID控制、测量电路,输出调压电路和供电电源部分组成(图1)。S7-200有4种CPU,其性能差异很大,根据实际情况选用CPU224,集成14点输入/10点输出。选用可控硅调压模块(PAC01A调压器)作为输出控制单元,其特点是无需单独外供电源和同步电源,只需4~20 mA控制信号,接入负载后即可实现调压控制功能。测量电路由温度传感器和RS3100型温度变送器构成。该系统要求测温范围0~200℃,因此选用PT100热电阻,需要强调的是基于热平衡原理,采用接触式测温,测温敏感元件必须与介质接触,使两者处于同一热平衡状态。

图1 硫化机系统硬件电路
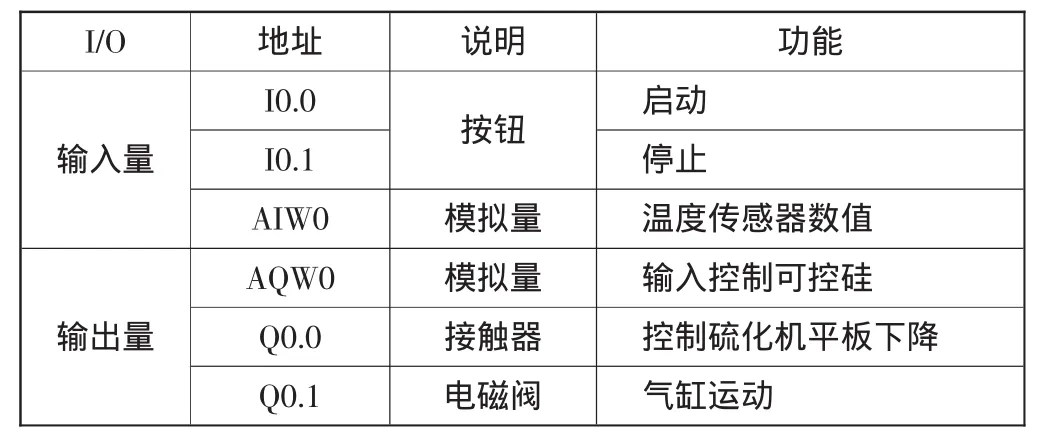
表1 硫化机系统I/O分配
2.程序设计
系统编程使用STEP 7-Micro/WIN 32软件。编程时首先要根据整个工程要求将程序分块,其次是合理利用指令,严格注意信号名称定义,恰当编写各个程序块程序。然后经过单元调试,软硬件联调与系统总调,修改程序。编好的程序还必须经过一定时间模拟试运行,确认无误才可投入实际现场工作。根据设计要求制定硫化机系统I/O分配表(表 1)。
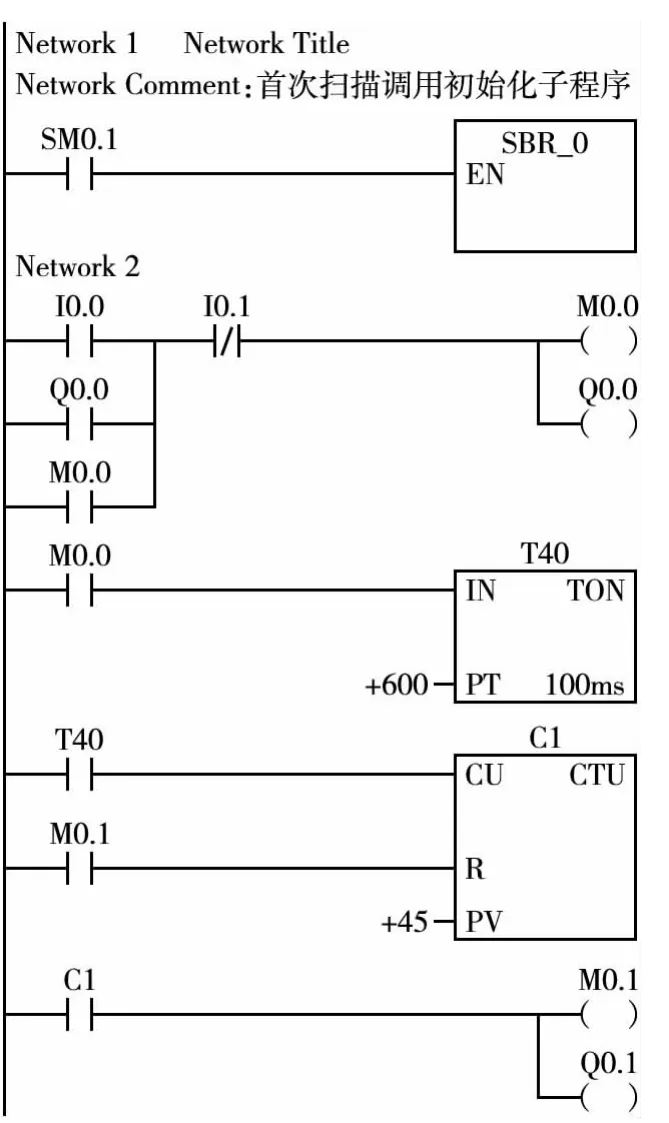
图2 主程序
硫化机PID温度控制程序分为主程序、子程序和中断程序等3部分。主程序见图2,按下启动按钮I0.0,在主程序中首次扫描调用子程序SBR-0进行启动计算机和初始化,同时装入设定的PID参数设定中断时间为100ms;然后调用中断子程序INT-0初始化并在中断子程序中进行模拟量的输入输出控制。中间继电器M0.0得电自锁,T40开始计时,每计时1min向C1发出1个信号,当T40计数至设置值45,C1输出给Q0.1,电磁阀得到Q0.1信号,气缸运动。
三、改造效果
这种PLC+扩展模块+硅调压模块的控制结构可充分发挥各自优势和功能,提高温度控制系统可靠性和抗干扰能力,并且使用维修方便,提高了系统运行效率和自动化水平,易于扩展和检修。
(1)整个系统实现了PLC控制,可有效克服单一温度控制器控制缺陷,提高系统控制精度。改造后硫化机温度控制精度由±5℃提高到±2℃,12.5×31.5×3.5/9.2汽车减振器用油封班产不合格率由10%下降至1%左右,仅此项每年可为企业节省费用10万元。
(2)该控制系统可靠性高、实用性及可扩展性强,以1台PLC控制1台硫化机为例,用户也可根据控制需要,对系统I/O模块进行扩展,控制多台硫化机。
