龙门数控五面体镗铣机床自动换头控制
2014-12-14陆震环
陆震环
(常州创胜特尔数控机床设备有限公司 江苏常州)
龙门数控镗铣机床常用来加工大型零件,通过给机床主轴加装可手动装夹和回转的直角铣头、万能头等机床附加头,实现五面加工零件。由于手动装夹和回转的附加头装夹过程时间长、效率低,为此可增加1个附加伺服轴作为附件头库,再利用数控机床伺服进给轴的定位功能实现附件头的自动更换控制,提高机床换装附件头的效率和可靠性。
以MGE2580龙门数控五面体镗铣机床(使用840D数控系统)为例,介绍自动换头的动作控制要求、头库动作子程序编程和PLC控制程序设计(附件头和机床主轴之间机械连接不作详细介绍)。
1.机床结构和动作要求
机床组成见图1,拖板(机床Y轴)在横梁左右运动,滑枕(机床Z轴)在拖板上下运动,头库走台(机床U轴)在机床左侧前后运动,其上放置头罩、直角头、延伸头和扁铣头等附件头。头库在机床左侧,利用U轴前后运动定位待交换的附件头,Y轴将拖板运行到机床左侧,然后Z轴上下运动完成放头、取头动作。头库组成见图2,换头动作如下。
(1)第一步放头,将当前滑枕上安装的附件头放回头库。①通过开关信号判断当前滑枕上安装的是哪个附件头;②U轴前后运动,将需要放置的附件头头架位置运行到位;③Y轴向左运动,将拖板移动到放头位置;④Z轴向下运动,将滑枕移动到放头位置;⑤吊头油缸松开,吊头拉钉脱开;⑥主轴拉钉松开,附件头放入头架;⑦Z轴向上运动回到Z轴零点。
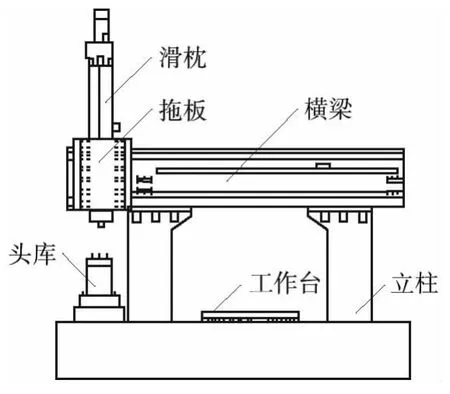
图1 机床组成

图2 头库组成
(2)第二步取头,将需要工作的附件头安装到滑枕上。①通过程序指令判断需要安装的附件头;②U轴前后运动,将需要安装的附件头位置运行到位;③Y轴向左运动,将拖板移动到取头位置;④Z轴向下运动,将滑枕移动到取头位置;⑤主轴拉钉夹紧;⑥吊头拉钉夹紧;⑦Z轴向上运动回到Z轴零点。
2.自动换头的参数定义
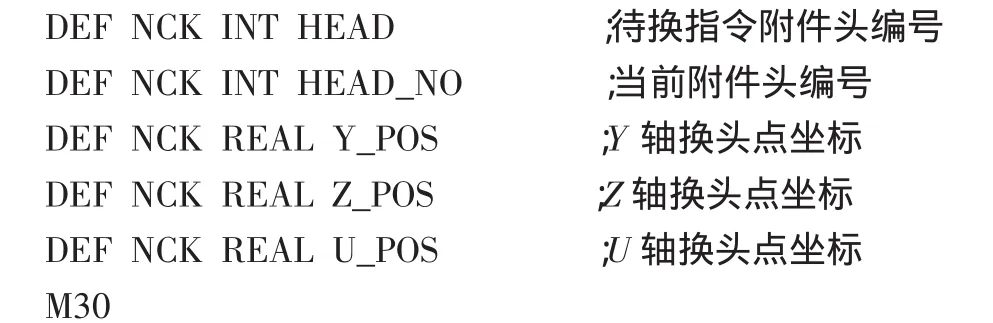
为实现自动换头动作的安全可靠,机床利用全局变量文件MGUD.DEF定义指令,如附件头和当前附件头编号,Y、Z和U轴换头点坐标等变量。MGUD.DEF文件内容如下。
针对机床头库结构特点,利用PLC程序编制的M功能代码,以零件子程序的形式对头库进行控制,主要M代码:①M60,吊头油缸小拉钉松开;②M61,吊头油缸小拉钉夹紧;③M80,判断当前附件头号;④M83,主拉钉松开;⑤M85,主拉钉夹紧;⑥M88,判断附件头松开到位;⑦M89,判断附件头夹紧到位。
3.自动换头的PLC程序设计
在自动换头控制中,PLC程序负责控制机床动作,判断当前附件头编号。利用PLC编程判断当前是哪一号附件头,然后将编号传给加工程序。定义头罩、直角头、延伸头和扁铣头分别对应1#~4#附件头。在滑枕端头安装3个接近开关用来判别附件头,PLC地址为I69.0~I69.2,在附件头对应位置安装挡铁,开关发信:①001,1#附件头;②010,2#附件头;③011,3#附件头;④100,4#附件头。PLC程序如下。
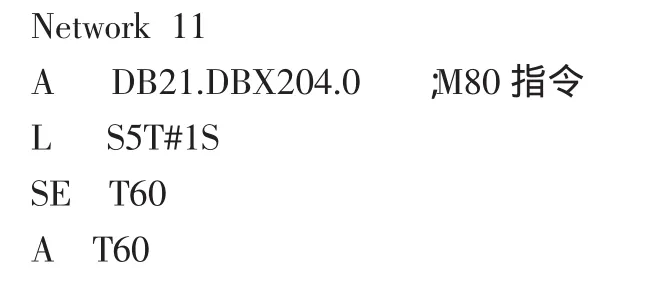
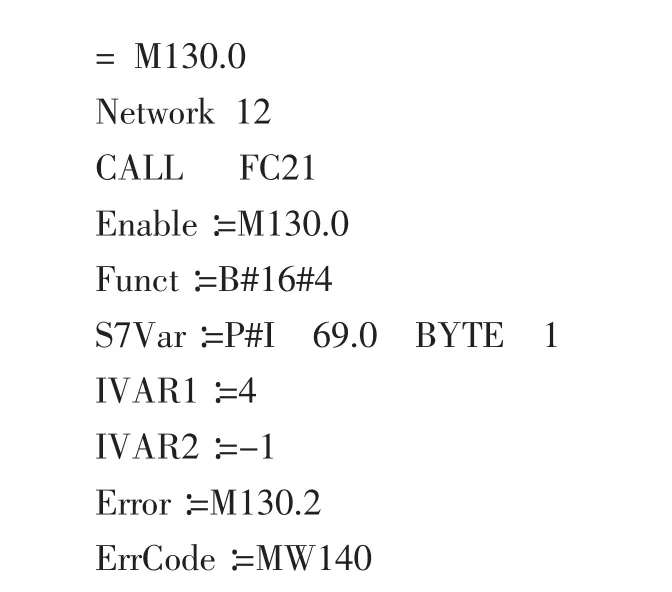
Network 11中制作M130.0信号作为Network 12中FC21的使能;Network 12调用FC21,将I69.0~I69.2的附件头开关信号转换成加工程序能识别的变量信号$A_DBB[1]。
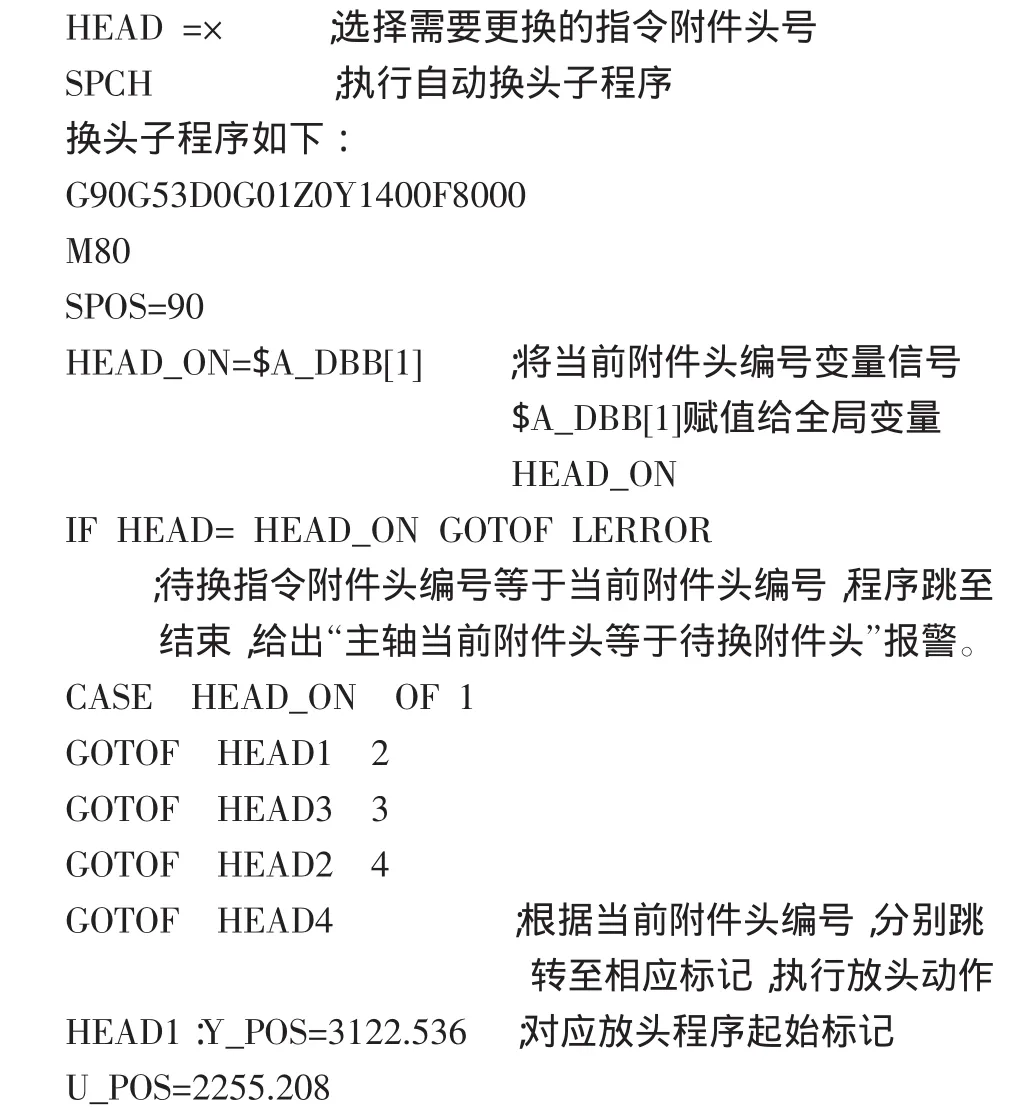
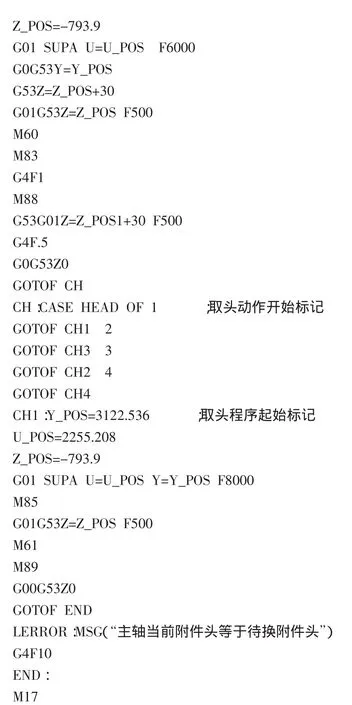
4.自动换头子程序编制
换头子程序代号为SPCH,在加工程序中编制以下指令调用自动换头子程序即可。
多台数控龙门五面体镗铣机床实际长期运行上述PLC控制程序和换头子程序,换头动作可靠,操作简单。
