大型液化天然气船围护系统及其低温金属材料焊接技术
2014-12-11林文虎华学明吴毅雄唐永生张汇平
林文虎,华学明*,吴毅雄,唐永生,张汇平
[1. 上海交通大学上海市激光制造与材料改性重点实验室,上海 200240; 2. 沪东中华造船(集团)有限公司,上海 200129]
大型液化天然气船围护系统及其低温金属材料焊接技术
林文虎1,华学明1*,吴毅雄1,唐永生2,张汇平2
[1. 上海交通大学上海市激光制造与材料改性重点实验室,上海 200240; 2. 沪东中华造船(集团)有限公司,上海 200129]
液化天然气(LNG)船围护系统的材料选择影响液货舱的结构设计、安全性设计和成本设计,其中金属材料是与设计和制造过程关联程度最大的因素。讨论了围护系统的承力构件和保温层的组成结构,考虑在-196 ℃具有可行性的低温金属材料有Invar合金、304L不锈钢、Ni9钢和A5083铝合金。材料的导热性能影响隔热层设计和焊接冶金,强度影响板材厚度的设计,厚度则影响材料的成本、加工、搬运、安装和焊接。总结了4种金属材料的材料性能参数和焊接性。
液化天然气船; 低温金属材料; 材料性能; 焊接性
0 引 言
近年来,国际油价上涨,国内煤炭资源紧张,导致我国天然气需求量日益增加。我国是天然气进口大国。我国天然气主要通过陆上管道和船舶运输,其中船舶运输以液化天然气(LNG)为主。LNG体积仅为同质量天然气的1/600,适合长途运输。LNG船按照液货围护系统(称为液货舱或贮藏舱)分类,LNG液货围护系统主要分为薄膜型和独立型[1-3]。薄膜型液货围护系统是非自身支持的液货围护系统,薄膜金属铺设在固定于船体结构上的绝热木箱上。薄膜金属材料与保温木箱以特殊结构形式组装,有着承受载荷和保温的作用。这类金属材料价格贵、厚度薄、焊接技术难度大,如304L不锈钢和Invar合金。独立型液货围护系统是能够自身承担载荷的液货围护系统。独立型液货围护系统又可以分为A、B、C三种类型。MOSS型和SPB型属于B型;C型围护系统符合压力容器标准,在中小型LNG船的设计中经常采用[4]。独立型液货围护系统由金属材料组成,能够承受载荷,载荷不需要船体结构分担。在这类围护结构中设计的材料厚度大,厚板材料焊接质量要求高、难度大、工作量大,如Ni9钢、A5083铝合金和304L不锈钢。
在低温压力容器制造和服役过程中,LNG船在海上运行时液货舱温度长期保持在-163 ℃,在接收站装卸LNG时温度会由-163 ℃升高到25 ℃,而且船舶行进时船体晃动,对液货围护系统结构产生疲劳晃荡载荷。因此,在选择金属材料时,要考虑材料以下重要性能:(1)线热膨胀系数,随温度的变化要尽可能小,降低温差应力;(2)热导率,热导率小能提高液货围护系统的保温性能,减少LNG的蒸发;(3)低温韧性,低温韧脆转变温度要低,低温抗拉强度要高,低温塑性要好,保证金属材料使用的安全性;(4)冲击和疲劳特性,优良的冲击和疲劳性能可以降低长时间服役的风险;(5)材料成型性,优良的成型能力可以降低材料加工的成本;(6)焊接性,焊接作为低温压力容器制造过程的重要组成部分,优良的焊接性和高质量的焊接接头是保证压力容器的重要安全因素。
本文主要讨论了薄膜型和独立型两种类型LNG船液货围护系统结构,分析了各种金属材料的焊接技术特点。
1 LNG船液货围护系统
1.1 薄膜型液货围护系统
目前薄膜型液货围护系统有No.96、 Mark III和CS 1三种形式。前两者广泛应用,构造如图1所示[2]。No.96型主屏壁和次屏壁选用的薄膜金属都是0.7 mm的Invar合金,绝热材料是填充带有珍珠岩或玻璃纤维增强聚氨酯泡沫(PUF)的胶合板木箱;而Mark III型主屏壁选用的薄膜金属是1.2 mm的波纹形304L不锈钢,次屏壁是两层玻璃棉夹薄铝片的三明治结构,绝热材料是添加玻璃纤维的增强型聚氨酯泡沫。在薄膜型液货围护系统中,低温金属材料的作用是绝热密封,结构的强度依赖于绝热结构和船体。
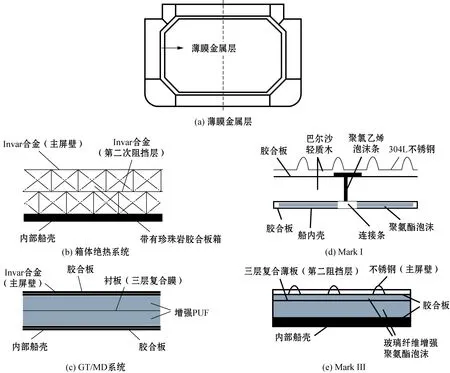
图1 薄膜型围护系统结构示意图[2]Fig.1 Schematic of membrane type containment system[2]
1.2 独立型液货围护系统
目前大型LNG船采用的独立型液货围护系统有Conch型、MOSS型、SPB型等,结构如图2所示[2]。Conch型金属材料选择A5083铝合金,绝热材料选择巴尔沙轻质木材或硬质聚氨酯泡沫,内衬于储罐内表面。MOSS型主屏壁金属材料是Ni9钢或A5083铝合金,绝热材料选用聚氨酯泡沫和酚醛泡沫双重绝热板块系统。SPB型主屏壁材料选择Ni9钢或A5083铝合金,绝热材料选用加强乙烯泡沫或块状硬质聚氨酯泡沫,安装在储罐外表面,部分次屏壁为特殊设计的承底盘。Conch型是SPB型的初始设计,已逐渐不再采用。独立型液货围护系统结构中,低温金属材料的主要作用是承受载荷。
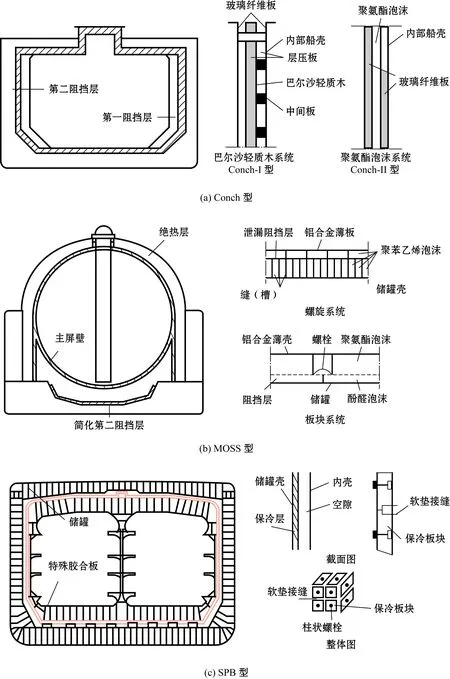
图2 独立型围护系统结构示意图[2] Fig.2 Schematic of supporting type containment system[2]
2 LNG船金属材料及其焊接性
Invar合金和304L不锈钢是薄膜型LNG船液货围护系统中最常用的金属材料,材料厚度在1 mm左右;而在独立型围护系统的LNG船中,Ni9钢、A5083铝合金和304L不锈钢材料厚度属于中厚度范围。Park等[5]比较了300系不锈钢、Invar合金和A5083铝合金在不同的低温温度和应变速率下的力学行为,得到了应变强化和应变敏感性随温度和应变速率变化的关系。Yoo等[6]对304L不锈钢、A5083铝合金和Ni9钢的屈服强度、抗拉强度、弹性模量、裂纹扩展和疲劳强度进行了研究,得到了许多宝贵的数据。张成俊[7]早期就对304L不锈钢、Ni9钢、A5083铝合金和Invar合金的低温冲击、强度、塑性和疲劳应力-寿命(S-N)曲线做了总结,具有参考价值。结合材料手册、美国材料与试验协会(ASTM)标准及文献资料,总结了这4种金属材料的物理性质和力学性能,如表1所示。

表1 四种低温金属材料参数
注:本表格大部分数据来自Matweb数据库网站。NNT表示二次正火加回火;QT表示淬火加回火;QLT表示淬火两相区淬火加回火;O态和H态分别表示退火态和加工硬化态;RT和CT分别表示室温和低温。
2.1 Invar合金焊接技术现状
Invar合金[11]是一种含36% Ni(质量分数)的低膨胀Fe-Ni合金,由于其低膨胀特性,多用于精密仪器、电子工业和航空工业,也应用在极低温的输送管道和LNG围护系统的储罐内壁。其主要化学成分为Fe、36%Ni,除部分铁磁性元素Co和Cu外,其他任何元素和夹杂都会使线膨胀系数增大,因而在保证Invar合金的成形性和焊接性的条件下,应尽量降低Si、Mn、C的含量。
Invar合金为单相奥氏体组织,冶金上容易产生凝固裂纹。在Invar合金焊丝中加入Ti、Mn等合金元素,增加C的含量,适当添加Nb元素,可以降低Invar合金的裂纹问题,这是由于由Ti、Mn、Nb产生的析出相可以对晶界迁移形成钉扎作用。Invar合金还应尽量避免焊接过程中热膨胀的影响。
Invar合金常用的焊接材料为M93,常选择填丝钨极惰性气体保护焊(TIG焊)的焊接方法。从提高焊接效率的角度看,也会考虑搅拌摩擦焊和激光焊接。搅拌摩擦焊没有熔化过程,不会产生凝固裂纹;而激光焊接的热影响区宽度小,焊接速度高。
在薄膜型LNG船中使用的Invar合金材料厚度薄,无论何种焊接方法,对热输入量的控制都极为严格,尤其要在隔热木箱上进行焊接。Invar合金以搭接接头为主,对表面的清洁度要求很高。由于Invar合金常温下接触水和油都极易生锈,对材料的保护和焊接现场的管理都有极其苛刻的要求。
2.2 304L不锈钢焊接技术现状
304L不锈钢[12]是常温下具有奥氏体组织的不锈钢,在低温时能保持足够的塑性和韧性。奥氏体型不锈钢无磁性、塑性高、强度低,需要通过冷加工强化,耐腐蚀性能优良,广泛应用于船舶、容器管道、精密零件等行业。304L不锈钢与碳钢相比,具有高电阻、大的热膨胀系数和低的热导率。因此,焊接后容易出现粗晶、大热应力等不利结果。由于合金元素含量高,导致熔体黏度大,易出现气孔和焊缝咬边;另外凝固区间宽,结晶时间长,杂质偏析严重,容易出现热裂纹。
304L不锈钢常用的焊接材料为308不锈钢,常采用TIG焊和熔化极惰性气体保护焊(MIG焊)的焊接方法,而搅拌摩擦焊和激光焊的方法也在广泛研究中。在薄膜型LNG船中,304L不锈钢热膨胀系数大,焊接变形大,常把304L不锈钢加工成波纹形,这种特殊的结构形式有利于降低焊接变形的影响。304L不锈钢焊接接头中,奥氏体有利于保证低温韧性。
2.3 Ni9钢的焊接技术现状
Ni9钢[13]是一种低碳中合金钢,通过特殊的热处理方式,如淬火加回火(QT)、淬火两相区温度淬火加回火(QLT)等,可以获得优良的低温性能。热处理后的Ni9钢在常温下的组织为回火马氏体和残余奥氏体。两相区温度淬火,一方面细化组织,另一方面获得含量更高的层膜状分布的残余奥氏体,使Ni9钢成为在深冷温度下还能正常使用的铁素体型低温钢。
在MOSS型或C型液货围护系统LNG船中,Ni9钢的厚度在20 mm以上,需要填充多层多道。多层多道焊的主要问题是容易产生气孔,留下较大的焊接残余应力。不填丝或者填同质焊丝,凝固组织由回火马氏体变成树枝晶状的马氏体组织,使Ni9钢低温韧性恶化;而填充镍基合金焊丝,焊缝组织为树枝晶状的奥氏体组织,韧性还较好。焊接材料与母材线热膨胀系数接近,可以减少熔合区焊接应力,避免出现凝固裂纹。Ni9钢属于铁素体型钢,具有磁性,在热处理、轧制、切削和搬运过程中,容易产生剩磁,影响电弧的稳定性。多层多道焊条件下,Ni9钢热影响区经历了不同峰值温度的多次焊接热循环的作用,由于焊接过程时间短,Ni9钢冷却速度快,粗晶区为马氏体组织,残余应力也较大,热影响区的低温韧性会恶化。
Ni9钢常选择手工焊条电弧焊、药芯焊丝气体保护焊和埋弧焊的焊接方法,焊接材料选择高镍合金,如NiCrMo型ENiCrMo-6、ENiCrMo-4及NiCrFe型ENiCrFe-9等。
Ni9钢已用于C型舱LNG船和陆基LNG贮罐(最大16.7万立方米),我国已积累了一定的焊接技术经验。Ni9钢焊接工艺需要注意以下问题:
(1) 焊前不预热且控制层间温度。由于预热后层间温度低,会降低焊后冷却速度,这是有助于晶粒长大的,所以Ni9钢一般不预热,控制层间温度不超过100 ℃。
(2) 选择合适的线能量。因为线能量会影响接头组织和性能,线能量控制在45 kJ/cm以下,通常为7~35 J/cm。
(3) 交流极性的电源可以减弱电弧磁偏吹的影响。
(4) 控制弧坑裂纹。减小弧坑,可避免弧坑裂纹产生,清根打磨成U形坡口,避免出现窄深的V形坡口。
(5) 控制冷裂纹。尽管使用中高镍焊材焊接Ni9钢的抗冷裂纹能力好,但在高氢的情况下,有一定的冷裂纹敏感性。特别是在焊接第一层焊缝时,根部附近的拘束应力较大,容易产生裂纹。
2.4 A5083铝合金的焊接技术现状
A5083铝合金[14]是一种具有较高强度、耐腐蚀性能好的不可热处理强化铝镁系铝合金,供货状态有退火态(O态)和加工硬化态(H态),由α-Al固溶体和β-Al3Mg2相组成,加工硬化态的晶粒组织更加细小。A5083铝合金的强化元素是Mg,添加元素Cr和Mn是为了改善抗应力腐蚀开裂和抗拉的能力,添加Ti、B等细化晶粒的元素可降低热裂纹敏感性。
铝合金焊接过程中的共性问题是容易产生气孔、热裂纹和未熔合等缺陷以及母材软化。A5083铝合金对焊接气孔极为敏感,随着板厚的增加气孔敏感性增加,当板材厚度大于25 mm时,控制焊接系统是一个棘手的问题,其原因是为了控制热裂缝和接头性能下降,必须采用小的焊接线能量,因板厚增加,铝合金大的导热系数使得小线能量条件下焊缝冷却速度显著增加,气孔敏感性大大增加,同时多层多道焊增加了产生气孔和未熔合的风险。随着线能量的增加,焊缝金属中Mg元素烧损加剧,树枝状晶组织聚集,焊缝金属强度降低。A5083焊接后其强度为母材的70%~80%,因而需要严格控制铝合金焊接热输入量。对于厚板A5083铝合金,单位板厚的线能量需控制在20 (kJ/cm)/cm以下。
A5083铝合金常选择5183、5356、5556铝合金焊丝作为焊材。焊接方法有MIG焊、TIG焊激光焊、电子束焊和搅拌摩擦焊。对于厚板而言,常考虑小填充量的窄间隙焊接方法、大熔深的激光焊接方法或大熔敷的多丝电弧焊焊接方法。
在独立型LNG船液货围护系统中,A5083铝合金厚度在20 mm以上,甚至上百毫米。厚板铝合金的焊接对环境要求苛刻,湿度大于60%时不易焊接[美国航空航天局(NASA)标准];为了防止气孔,对焊材、母材去油污和氧化膜的要求远严于Ni9钢和304L不锈钢。A5083导热系数大、线膨胀系数大、强度低、焊接变形大,焊接时需要采用不同于钢制船舶的焊接台架和夹具。我国造船厂建造在A5083铝合金的结构时,还有材料切割、成型和焊接设备等的投入,这是建造A5083铝合金LNG围护系统需要考虑的。
3 结束语
LNG船液货围护系统材料的选择要根据船型设计、材料特性和制造成本等方面综合考虑。我国已经拥有薄膜型LNG船的制造技术,但对独立型液货围护系统的LNG船制造经验较少。目前我国少数企业有用Ni9钢制造中小型LNG船液货围护系统和大型LNG储罐的经验,短期内有利于发展以Ni9钢为主的具有自主知识产权的LNG船,满足LNG的能源需求。为了给LNG液货围护系统设计提供更多的选择,需要开发自主知识产权的新型低温金属材料,开发高效、高质量的焊接新方法和焊接新材料。
[1] 王永伟,王传荣,王晶. LNG船三种储罐系统比较分析[J]. 船舶物资与市场, 2007(2): 25.
[2] 李雨康. LNG船储罐保冷技术概述[J]. 上海造船, 2002(2): 45.
[3] 张则松, 王言英. LNG 运输船船型浅析[J]. 船舶工程, 2003, 25(4): 25.
[4] 刘文华. 中小型LNG船C型独立液货舱载荷分析[J]. 船舶与海洋工程, 2012(2): 1.
[5] Park W S, Chun M S, Han M S, et al. Comparative study on mechanical behavior of low temperature application materials for ships and offshore structures. Part I. Experimental investigations[J]. Materials Science and Engineering A, 2011, 528 (18): 5790.
[6] Yoo C H, Kim K S, Choung J et al. An experimental study on behaviors of IMO Type B CCS materials at room and cryogenic temperatures[C]. ASME 2011 30th International Conference on Ocean, Offshore and Arctic Engineering, 2011: 241.
[7] 张成俊. 液化天然气贮藏舱用材料[J]. 上海钢研, 1989(5): 66.
[8] Vinogradov A, Hashimoto S, Kopylov V I. Enhanced strength and fatigue life of ultra-fine grain Fe-36Ni invar alloy[J]. Materials Science and Engineering A, 2003, 355(1): 277.
[9] Johan P, Guha B, Achar D R G. Fatigue life improvement of AISI 304L cruciform welded joints by cryogenic treatment[J]. Engineering Failure Analysis, 2003, 10(1): 1.
[10] 程丽霞, 陈异, 蒋显全, 等. 液化天然气运输船及其储罐用材料的研究进展[J]. 材料导报, 2013(1): 71.
[11] 周秋菊. 殷钢薄板材料激光焊接试验研究[D]. 大连: 大连理工大学, 2007.
[12] 张维哲. 304不锈钢薄板激光焊接技术研究[D]. 大连: 大连理工大学, 2009.
[13] Avery R E, Parsons D. Welding stainless and 9% nickel steel cryogenic vessels[J]. Welding Journal-Including Welding Research Supplement, 1995, 74 (11): 45.
[14] 义一栗山,李标峰. 用作液化天然气贮罐结构的5083-O铝镁合金的焊接[J]. 国外舰船技术:材料类, 1984(10): 34.
ReviewsoftheCargoContainmentSystemsofLargeScaleLNGCarriersandtheWeldingofRelatedLowTemperatureMetals
LIN Wen-hu1, HUA Xue-ming1, WU Yi-xiong1, TANG Yong-sheng2, ZHANG Hui-ping2
(1.ShanghaiKeyLaboratoryofMaterialsLaserProcessingandModification,ShanghaiJiaoTongUniversity,Shanghai200240,China2.Hudong-ZhonghuaShipbuilding(Group)Co.,Ltd.,Shanghai200129,China)
Materials selection of liquefied natural gas (LNG) cargo containment systems has influence on the design of structure, safety and cost. As cryogenic temperature metals make up the most in LNG carriers, they are closely related to the design and manufacture. Considering the bearing part and insulation part of containment system, four different metals including invar alloy, 304L stainless steel, Ni9 steel and A5083 aluminum alloy can be taken into account. Thermal conductivity influences the insulation layer’s design and welding metallurgy, while low mechanical strength improves the thickness of plate that influences the processing, moving, installation and cost. Material parameters and welding techniques of them are summarized.
liquefied natural gas carrier; low temperature metal; mechanical properties; weldability
U674.13+3.3; TG401
A
2095-7297(2014)02-0160-06
2014-05-29
工业和信息化部高技术船舶科研计划“新型液化天然气船液货围护系统预先研究项目”
林文虎(1991-),男,博士研究生,主要从事焊接冶金和失效分析。
*通信作者。