一种全封闭冲切下料机构的研究与设计
2014-12-11丁海峰
丁海峰
(聊城职业技术学院工程学院,山东聊城 252000)
一种全封闭冲切下料机构的研究与设计
丁海峰
(聊城职业技术学院工程学院,山东聊城 252000)
本新型下料装置夹紧模具采用全封闭结构,避免在冲刀瞬间冲切时工件发生变形,提高了下料的合格率,并且采用冲刀切断管材切口处光滑无毛刺。
冲切 全封闭 质量
1 引言
目前,在圆形管材下料领域,普遍采用液压圆盘锯或是无齿锯(又称砂轮切割机)下料。在管材下料时,无论是圆盘锯还是无齿锯,切割原理均是通过圆盘的高速转动来与管材接触进行切割。在切割时,圆盘锯逐渐下移切割管材来实现下料。管材下料的速度慢,效率低,电能消耗大,管材切口处粗糙,有毛刺,并且在切割时金属火花飞溅,噪音大,工作环境差。另外,采用冲床直接下料,切口处容易发生变形,质量较差。本新型下料装置采用全封闭模具,避免在冲刀瞬间冲切时工件发生变形,提高了下料的合格率,并且采用冲刀切断管材切口处光滑无毛刺,下料效率也较高。
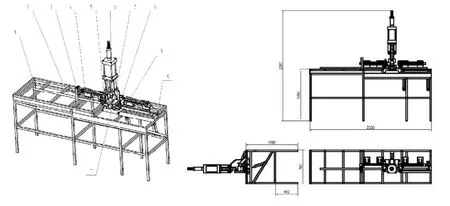
图1 新型管材下料装置的结构总图
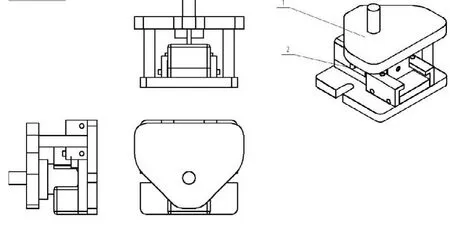
图2 冲切模具机构图

图3 上模原理图

图4 下模原理图
2 技术方案
首先,为了解决生产成本和搬运问题,我们设计的冲切机构,可直接安装于曲柄压力机或摩擦压力机等冲压机的滑块和工作台上,而无需做成整机产品,安装、搬运均十分方便,并且只需在现有的冲压机上安装即可实现管材下料的功能,而无需重新购买下料设备,节省成本。其次,新型的下料方式采用冲刀下料,管材夹紧机构将管材夹紧,冲刀在冲压机的带动下,利用冲力,将管材瞬时裁断,时间快,效率高,管材切口处光滑无毛刺。并且在工作时不会产生火花,噪音低,工作环境大大改善。另外,通过对冲床电气控制部分进行改进,引入PLC控制,在工作过程中可以边冲料边计数,节省了工人在工作过程中请点工件的时间;另外,为了使被下料的尺寸准确以及节省工作时间,我们计划设计自动送料系统,工人只要在电脑中输入相应的参数,在芯片的控制作用下,坯料就向前进给多大的尺寸,改变传统的边送料边测量这一繁杂的工作过程,即提高了效率,提高了精度,又能把工人从高强度的劳动中解放出来。
图1为本新型管材下料装置的结构总图。
该新型主要部分冲切模具的结构如图2所示,冲切模具包括一上模和一下模。上模包含冲刀9,还包括一上模座2,为了提高冲切质量,在上模座2上安装了导套8,冲刀9固定安装于刀具固定座5上,上模座2固定安装于冲床滑块上;下模安装于冲床工作台上,包括一固定下刀口2、一滑动下刀口1,滑动下刀口1的后端与气缸的活塞杆相连接,前端与固定下刀口2的前端相对应,并分别在各自的前端开有与冲刀9对应的刀槽,冲刀9的方向朝向下并与刀槽相对应。固定下刀口2与滑动下刀口1各自的前端所开的刀槽,宽度大于冲刀9的宽度,各自刀槽的长度之和大于冲刀9的长度,这样设计的目的,是为了适应对不同尺寸大小的管材进行下料。此外,为了避免夹紧时夹紧气缸由于气的收缩退让,我们采用带自锁功能的夹紧气缸,安装于下模座上的导柱5分别位于滑动下刀口1的两侧位置,并与上模上的导套8相对应,相活动套接在一起,在冲切下料的过程中,起到导向和稳定的作用。(如图3、图4所示)
3 结语
(1)夹紧机构采用全封闭结构,避免材料发生塑性变形,切断处加工质量较好;(2)采用冲刀瞬时切断工件,提高了下料效率。
[1]刘钦等.手动夹紧式矩形管冲切下料模具[J].客车技术与研究,1998(2).
[2]曲柄压力机,西安交通大学金属压力加工教研组编,北京:中国工业出版社,1961.
[3]王菲菲.一维最优下料研究.山东大学硕士毕业论文.
This new baiting device used the fully enclosed structure,in order to avoid deformating when cutting the workpiece instantaneously,improved the rate of cutting ,and the incision was smooth and Burr-free because of using the press knife to cut off.
die cutting totally closed quality
聊城市科技发展计划项目、项目编号:2011GGX10。
丁海峰(1973—),女,山东聊城人,工学硕士,讲师,研究方向:小型机械机构的研究与设计。
